一种手动铺纸贴面板生产线的制作方法
本申请涉及贴面板生产的领域,尤其是涉及一种手动铺纸贴面板生产线。
背景技术:
1、近年以来,我国的贴面板市场呈现出快速增长的势头,贴面板生产设备的需求也越来越多。现有的贴面板生产线虽然自动化程度较高,包括铺纸作业也采用机器人进行全自动化操作,但是其铺装工艺结构复杂,尤其是进行双面贴面板的生产时,需要进行底纸和面纸的铺设,所需要的设备较多,占地面积较大,价格昂贵,前期投入较大。
技术实现思路
1、为了减小设备占地面积和投入成本,本申请提供一种手动铺纸贴面板生产线。
2、本申请提供的一种手动铺纸贴面板生产线,采用如下的技术方案:
3、一种手动铺纸贴面板生产线,包括素板进料装置和铺装输送线,所述铺装输送线上依次设置有底纸铺装区和面纸铺装区,所述素板进料装置的输出端设有素板上料机器人,所述素板上料机器人位于铺装输送线的一侧,用于将素板进料装置输出的素板搬移到底纸铺装区或面纸铺装区处,所述铺装输送线靠近自身输出端的一侧依次设置有热压进料装置、热压装置和热压出料装置。
4、通过采用上述技术方案,在对素板进行铺纸作业时,首先负责底纸铺装的操作人员将底纸铺设在底纸铺装区上,随后素板上料机器人将素板进料装置输出的素板搬移到底纸铺装区上,使得素板叠放于底纸上,然后在铺装输送线的带动下,底纸和素板共同移动至面纸铺装区,负责面纸铺装的操作人员将面纸叠放到素板的上端,完成素板两面的铺装作业后,利用热压进料装置将铺装输送线输出的底纸、素板及面纸运送至热压装置处进行热压,热压成型形成饰面板后经热压出料装置出料。通过手动进行底纸和面纸的铺设,无需购置相关的铺纸机器,减小了贴面板生产所需的设备,进而减小了设备占地面积和投入成本。
5、可选的,所述素板上料机器人远离铺装输送线的一侧设有用于对素板的表面进行清理的素板预处理装置。
6、通过采用上述技术方案,素板上料机器人可将素板进料装置处输出的素板搬移到素板预处理装置上,对素板的表面进行清理,清理完成后,素板上料机器人再将素板搬移到铺装输送线上进行面纸的铺装,可以减少素板表面残留的木屑及沾染的灰尘,保证最终热压成型后的面纸及底纸能够与素板贴合紧密,减小贴面板局部因灰尘、木屑影响而发生饰面纸与素板分离的可能性,从而保证贴面板的产品质量。
7、可选的,所述素板预处理装置包括依次相连的清洁进料输送带、吸尘盒和清洁出料输送带,所述吸尘盒靠近清洁进料输送带的一端设有供素板通入的进料开口,靠近清洁出料装置的一端设有供素板穿出的出料开口,所述吸尘盒的上下两侧分别连通有吸尘器。
8、通过采用上述技术方案,素板上料机器人可将素板进料装置处输出的素板搬移到清洁进料输送带上,在清洁进料输送带的带动下,素板朝向吸尘盒移动,当素板进入吸尘盒时,与吸尘盒上下两侧对应连接的两个吸尘器一同启动,可将素板两面沾染的灰尘及木屑吸除,从而达到清理素板的目的。素板完成清理后,通过清洁出料输送带将素板带离吸尘盒。
9、可选的,所述吸尘盒内设有上毛刷件和下毛刷件,当素板进入吸尘盒内时,所述上毛刷件与素板的上表面抵接,所述下毛刷件与素板的下表面抵接。
10、通过采用上述技术方案,当素板进入吸尘盒内并朝向清洁出料输送带移动时,上毛刷件、下毛刷件分别对素板的上表面、下表面进行刮刷,有利于将素板两面粘结的杂质刷除下来,进一步提高对素板的清洁效果。
11、可选的,所述上毛刷件沿吸尘盒的高度方向与吸尘盒滑动连接,所述吸尘盒的上端设有驱动气缸,所述驱动气缸的输出端与上毛刷件连接。
12、通过采用上述技术方案,驱动气缸可以带动上毛刷件上下移动,从而可以对上毛刷件的高度进行调节,使其适应不同厚度的素板,提高其适用性。
13、可选的,所述铺装输送线靠近热压进料装置的一端设有静电发生装置,所述静电发生装置用于使底纸和面纸带上静电以便于吸附于素板上。
14、通过采用上述技术方案,热压进料装置在将铺装线输送线输出的素板、底纸及面纸输送至热压装置进行热压时,底纸和面纸能够牢牢吸附于素板上,从而减小热压送料时素板与底纸、面纸的相对位置发生偏移的可能性,进而提高贴面板上饰面纸的压贴精度。
15、可选的,所述热压出料装置远离热压装置的一侧设有用于对热压成型后的半成品板进行修边的清边机,所述清边机远离热压出料装置的一侧设有成品板堆垛机构。
16、通过采用上述技术方案,清边机对热压成型后的半成品板进行修边处理,使得贴面板的边缘平整,有利于提高贴面板的外观质量;修边处理完成后,通过成品板堆垛机构对成品板进行码放堆垛,便于成品板的运输及入库保存。
17、可选的,所述清边机和成品板堆垛机构之间设有用于对成品板进行冷却晾干的晾板线。
18、通过采用上述技术方案,晾板线便于热压成型后的产品得到充分的冷却处理,使得贴面板的结构和性能稳定下来,减小成品板在堆垛时出现变形或开裂的可能性。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.通过底纸铺装区、面纸铺装区以及素板上料机器人的设置,在对素板进行铺纸作业时,首先负责底纸铺装的操作人员将底纸铺设在底纸铺装区上,随后素板上料机器人将素板进料装置输出的素板搬移到底纸铺装区上,使得素板叠放于底纸上,然后在铺装输送线的带动下,底纸和素板共同移动至面纸铺装区,负责面纸铺装的操作人员将面纸叠放到素板的上端,完成贴面板的手动铺纸作业,无需购置相关的铺纸机器,减小了贴面板生产所需的设备,进而减小了设备占地面积和投入成本;
21、2.通过素板预处理装置的设置,素板上料机器人可将素板进料装置处输出的素板搬移到素板预处理装置上,对素板的表面进行清理,清理完成后,素板上料机器人再将素板搬移到铺装输送线上进行面纸的铺装,可以减少素板表面残留的木屑及沾染的灰尘,保证最终热压成型后的面纸及底纸能够与素板贴合紧密,减小贴面板局部因灰尘、木屑影响而发生饰面纸与素板分离的可能性,从而保证贴面板的产品质量。
22、3.通过静电发生装置的设置,热压进料装置在将铺装线输送线输出的素板、底纸及面纸输送至热压装置进行热压时,底纸和面纸能够牢牢吸附于素板上,从而减小热压送料时素板与底纸、面纸的相对位置发生偏移的可能性,进而提高贴面板上饰面纸的压贴精度。
技术特征:
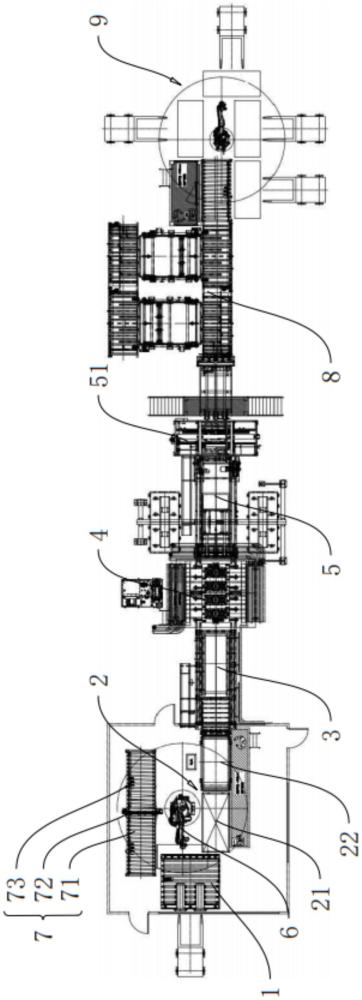
1.一种手动铺纸贴面板生产线,其特征在于:包括素板进料装置(1)和铺装输送线(2),所述铺装输送线(2)上依次设置有底纸铺装区(21)和面纸铺装区(22),所述素板进料装置(1)的输出端设有素板上料机器人(6),所述素板上料机器人(6)位于铺装输送线(2)的一侧,用于将素板进料装置(1)输出的素板搬移到底纸铺装区(21)或面纸铺装区(22)处,所述铺装输送线(2)靠近自身输出端的一侧依次设置有热压进料装置(3)、热压装置(4)和热压出料装置(5)。
2.根据权利要求1所述的一种手动铺纸贴面板生产线,其特征在于:所述素板上料机器人(6)远离铺装输送线(2)的一侧设有用于对素板的表面进行清理的素板预处理装置(7)。
3.根据权利要求2所述的一种手动铺纸贴面板生产线,其特征在于:所述素板预处理装置(7)包括依次相连的清洁进料输送带(71)、吸尘盒(72)和清洁出料输送带(73),所述吸尘盒(72)靠近清洁进料输送带(71)的一端设有供素板通入的进料开口(721),靠近清洁出料装置的一端设有供素板穿出的出料开口(722),所述吸尘盒(72)的上下两侧分别连通有吸尘器(723)。
4.根据权利要求3所述的一种手动铺纸贴面板生产线,其特征在于:所述吸尘盒(72)内设有上毛刷件(724)和下毛刷件(725),当素板进入吸尘盒(72)内时,所述上毛刷件(724)与素板的上表面抵接,所述下毛刷件(725)与素板的下表面抵接。
5.根据权利要求4所述的一种手动铺纸贴面板生产线,其特征在于:所述上毛刷件(724)沿吸尘盒(72)的高度方向与吸尘盒(72)滑动连接,所述吸尘盒(72)的上端设有驱动气缸(726),所述驱动气缸(726)的输出端与上毛刷件(724)连接。
6.根据权利要求1所述的一种手动铺纸贴面板生产线,其特征在于:所述铺装输送线(2)靠近热压进料装置(3)的一端设有静电发生装置(23),所述静电发生装置(23)用于使底纸和面纸带上静电以便于吸附于素板上。
7.根据权利要求1所述的一种手动铺纸贴面板生产线,其特征在于:所述热压出料装置(5)远离热压装置(4)的一侧设有用于对热压成型后的半成品板进行修边的清边机(51),所述清边机(51)远离热压出料装置(5)的一侧设有成品板堆垛机构(9)。
8.根据权利要求7所述的一种手动铺纸贴面板生产线,其特征在于:所述清边机(51)和成品板堆垛机构(9)之间设有用于对成品板进行冷却晾干的晾板线(8)。
技术总结
本申请涉及一种手动铺纸贴面板生产线,属于贴面板生产的技术领域,其包括素板进料装置和铺装输送线,所述铺装输送线上依次设置有底纸铺装区和面纸铺装区,所述素板进料装置的输出端设有素板上料机器人,所述素板上料机器人位于铺装输送线的一侧,用于将素板进料装置输出的素板搬移到底纸铺装区或面纸铺装区处,所述铺装输送线靠近自身输出端的一侧依次设置有热压进料装置、热压装置和热压出料装置。本申请通过手动进行底纸和面纸的铺设,无需购置相关的铺纸机器,减小了贴面板生产所需的设备,从而减小设备占地面积和投入成本,性价比更高。
技术研发人员:江海林
受保护的技术使用者:温康纳(常州)机械制造有限公司
技术研发日:20231011
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!