一种PCB超长斜边板的加工工艺的制作方法
本发明涉及pcb板加工工艺领域,具体涉及一种pcb超长斜边板的加工工艺。
背景技术:
1、随着电子科技技术的飞跃发展,pcb板被广泛应用于电子产品中。pcb板,又名印制电路板,是以绝缘板和导体为材料,按预先设计好的电路原理图,设计、制成印制线路、印制元件或两者组合的导电图形的成品板,其主要是利用板基绝缘材料隔绝表面的铜箔导电层,实现电子元器件之间的相互连接、中继传输,令电流沿着预设的线路在各种电子元器件中完成放大、衰减、调制、解码、编码等职能,实现电子元器件之间的相互连接和中继传输。
2、而随着电子产品的不断发展,对于pcb板的形状和性能要求也不断提高。而为了满足部分特殊产品的要求,pcb超长斜边板应运而生。所述pcb超长斜边板为pcb板斜面长度超过7.0mm以上的pcb板,但由于pcb超长斜边板的pcb板斜面长度大于7.0mm,造成加工难度较大,从而远不能满足行业的要求。
技术实现思路
1、为了克服现有技术的不足,本发明的目的在于提供一种pcb超长斜边板的加工工艺,其可降低pcb板斜面的加工难度。
2、本发明的目的采用以下技术方案实现:
3、一种pcb超长斜边板的加工工艺,包括以下步骤:
4、步骤s1:预备好锣床和pcb板;
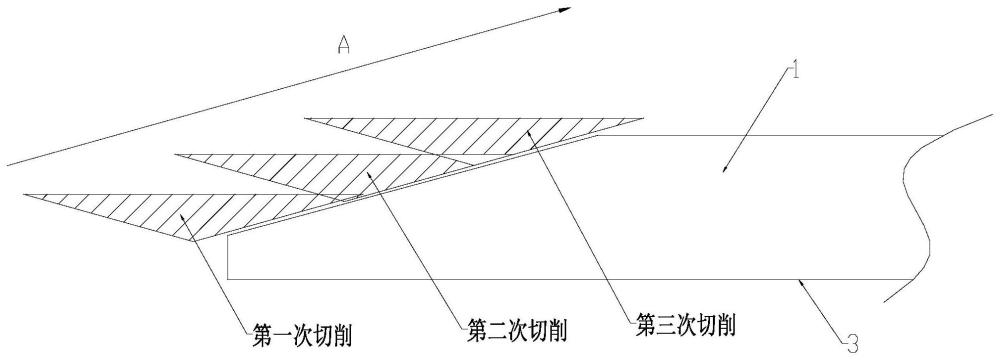
5、步骤s2:借助锣床的锣刀对pcb板进行若干次切削,该若干次切削在pcb板上加工得到的切削面以依次叠加的方式构成为pcb板斜面;其中,在每次切削过程中,所述锣床的锣刀沿着第一直线方向走刀;在每次切削过程中,锣刀在第一直线方向上的走刀量小于或等于2.0mm;所述第一直线方向与pcb板的底面之间的夹角为锐角;
6、步骤s3:对pcb板斜面的角度和长度进行检测。
7、在每次切削过程中,锣刀在第一直线方向上的走刀量为0.05mm-2.0mm。
8、在每次切削过程中,锣刀在第一直线方向上的走刀量为0.1mm-2.0mm。
9、该若干次切削过程中,所述锣刀在第一直线方向上的走刀量相同。
10、所述pcb板斜面的长度大于7.0mm。
11、所述锣床的锣刀的直径大于或等于3mm。
12、所述锣床的锣刀的直径大于或等于4mm。
13、在步骤s2中,锣床的锣刀对pcb板进行三次切削。
14、所述锣床的锣刀的第二次切削的起始位置为锣刀的第一次切削的结束位置,锣刀的第三次切削的起始位置为锣刀的第二次切削的结束位置。
15、所述锣床的锣刀的第一次切削的起始位置为pcb板的其中一侧边。
16、相比现有技术,本发明的有益效果在于:
17、本发明提供的一种pcb超长斜边板的加工工艺,其通过采用步骤s1-步骤s3的结合,并在步骤s2中,借助锣床的锣刀对pcb板进行若干次切削,通过该若干次切削在pcb板上加工得到的切削面以依次叠加的方式构成为pcb板斜面,从而以分段叠加的方式实现pcb板斜面的加工,可减少卡死、损伤主轴的机率,方便于pcb板斜面的加工,可降低pcb板斜面的加工难度,而且,还可提高pcb板斜面的平整度,提高pcb板的质量。
技术特征:
1.一种pcb超长斜边板的加工工艺,其特征在于:包括以下步骤:
2.如权利要求1所述的pcb超长斜边板的加工工艺,其特征在于:在每次切削过程中,锣刀在第一直线方向上的走刀量为0.05mm-2.0mm。
3.如权利要求2所述的pcb超长斜边板的加工工艺,其特征在于:在每次切削过程中,锣刀在第一直线方向上的走刀量为0.1mm-2.0mm。
4.如权利要求1所述的pcb超长斜边板的加工工艺,其特征在于:该若干次切削过程中,所述锣刀在第一直线方向上的走刀量相同。
5.如权利要求1所述的pcb超长斜边板的加工工艺,其特征在于:所述pcb板斜面的长度大于7.0mm。
6.如权利要求1所述的pcb超长斜边板的加工工艺,其特征在于:所述锣床的锣刀的直径大于或等于3mm。
7.如权利要求6所述的pcb超长斜边板的加工工艺,其特征在于:所述锣床的锣刀的直径大于或等于4mm。
8.如权利要求1所述的pcb超长斜边板的加工工艺,其特征在于:在步骤s2中,锣床的锣刀对pcb板进行三次切削。
9.如权利要求8所述的pcb超长斜边板的加工工艺,其特征在于:所述锣床的锣刀的第二次切削的起始位置为锣刀的第一次切削的结束位置,锣刀的第三次切削的起始位置为锣刀的第二次切削的结束位置。
10.如权利要求8所述的pcb超长斜边板的加工工艺,其特征在于:所述锣床的锣刀的第一次切削的起始位置为pcb板的其中一侧边。
技术总结
本发明公开了一种PCB超长斜边板的加工工艺,包括以下步骤:步骤S1:预备好锣床和PCB板;步骤S2:借助锣床的锣刀对PCB板进行若干次切削,该若干次切削在PCB板上加工得到的切削面以依次叠加的方式构成为PCB板斜面;其中,在每次切削过程中,所述锣床的锣刀沿着第一直线方向走刀;在每次切削过程中,锣刀在第一直线方向上的走刀量小于或等于2.0mm;所述第一直线方向与PCB板的底面之间的夹角为锐角;步骤S3:对PCB板斜面的角度和长度进行检测。本发明可减少卡死、损伤主轴的机率,降低PCB板斜面的加工难度,而且,还可提高PCB板斜面的平整度,提高PCB板的质量。
技术研发人员:黄英海,丁志明,邱东,陈洋,黄志刚
受保护的技术使用者:深圳明阳电路科技股份有限公司
技术研发日:
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!