一种C形货架立柱的感应加热器和喷塑方法与流程
本发明实施例涉及电磁感应加热,尤其涉及一种c形货架立柱的感应加热器和喷塑方法。
背景技术:
1、高层立体仓库的建设需要大量的货架,横梁和立柱是货架主要的两种部件。货架立柱和横梁一般采用薄壁冷弯加工型材,为长期使用避免产品生锈损坏,成品货架部件需要进行表面喷塑加工处理。
2、货架表面的喷塑工艺,主要包括表面前处理、烘干、喷涂和固化四个工序。其中烘干和固化均需要对工件进行加热,通常采用天然气加热炉的方式进行加热,但这种加热炉方式存在加热炉室体大,加热速度慢,能耗高、温度难以控制的缺点。
3、相关技术中,通过中频感应加热的方式对待喷塑的货架进行加热,当工件通过加热感应器线圈后,便能够快速加热,使工件达到需要的温度,并降低生产能耗;但是,由于要加热的货架立柱为c形开口形式,采用一般圆形螺线管形式的中频感应器线圈加热,c形货架立柱各个表面加热温度容易出现不均匀,存在一定的温差,影响了产品的喷塑质量。
技术实现思路
1、本发明实施例提供了一种c形货架立柱的感应加热器和喷塑方法,以提高对c形货架立柱各个表面加热温度的均匀性,提高对c形货架立柱的喷塑质量。
2、根据本发明的一方面,提供了一种c形货架立柱的感应加热器,包括:
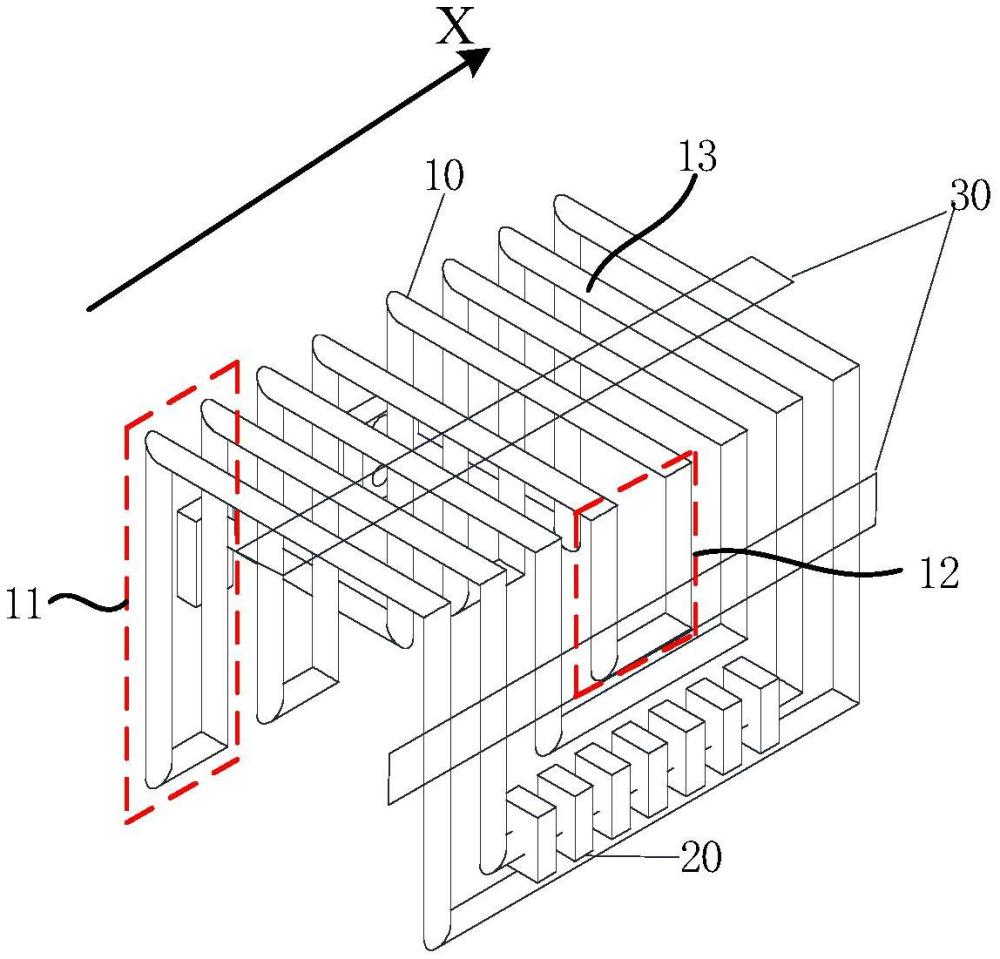
3、感应线圈绕组,所述感应线圈绕组的整体轮廓仿所述c形货架立柱的轮廓设置;其中,所述感应线圈绕组的横截面呈“凵”字形;
4、导磁体,设置于所述感应线圈绕组上,所述导磁体用于调节所述感应线圈绕组在所述c形货架立柱上的感应加热温度。
5、可选的,所述c形货架立柱包括第一侧面、第二侧面和用于连接所述第一侧面和所述第二侧面的第三侧面;其中,所述第一侧面包括向所述第二侧面凹陷的第一凹陷部,所述第二侧面包括向所述第一侧面凹陷的第二凹陷部;
6、所述导磁体设置于所述感应线圈绕组上与所述第一凹陷部和/或所述第二凹陷部对应的位置处。
7、可选的,所述导磁体的数量为多个,且所述导磁体为u型导磁体;
8、在所述导磁体设置于所述感应线圈绕组上与所述第一凹陷部对应的位置处的情况下,多个所述导磁体沿着所述第一凹陷部延伸的方向依次排布设置;
9、在所述导磁体设置于所述感应线圈绕组上与所述第二凹陷部对应的位置处的情况下,多个所述导磁体沿着所述第二凹陷部延伸的方向依次排布设置。
10、可选的,所述感应线圈绕组包括第一加热面、第二加热面和用于连接所述第一加热面和所述第二加热面的第三加热面;所述第三加热面与所述c形货架立柱的第三侧面相邻,所述第一加热面与所述c形货架立柱的第一侧面相邻,所述第二加热面与所述c形货架立柱的第二侧面相邻;
11、其中,所述感应线圈绕组的各个加热面到所述c形货架立柱的距离的差值小于预设值。
12、可选的,所述第三加热面到所述第三侧面的距离,等于所述第一加热面到所述第一侧面的非第一凹陷部的距离,以及等于所述第二加热面到所述第二侧面的非第二凹陷部的距离。
13、可选的,所述第一加热面包括多个“凵”字型的第一磁感线圈,多个“凵”字型的第一磁感线圈沿所述c形货架立柱的长度方向依次排布设置,或者,多个“凵”字型的第一磁感线圈从所述第一加热面的中心位置向所述第一加热面的边缘位置依次排布设置;
14、所述第二加热面包括多个“凵”字型的第二磁感线圈,多个“凵”字型的第二磁感线圈沿所述c形货架立柱的长度方向依次排布设置,或者,多个“凵”字型的第二磁感线圈从所述第二加热面的中心位置向所述第二加热面的边缘位置依次排布设置;
15、其中,所述第三加热面包括多个直线型磁感线;多个直线型磁感线沿所述c形货架立柱的长度方向依次排布;每一直线型磁感线的一端与所述第一磁感线圈的一端连接,另一端与所述第二磁感线圈的一端连接;全部的第一磁感线圈、全部的第二磁感线圈和全部的直线型磁感线之间串联连接。
16、可选的,所述第一磁感线圈、所述第二磁感线圈和所述直线型磁感线均为金属管状结构;
17、每一直线型磁感线的一端与所述第一磁感线圈的一端连通,另一端与所述第二磁感线圈的一端连通,以使全部的第一磁感线圈、全部的第一磁感线圈和全部的直线型磁感线沿着感应线圈绕组的绕制方向贯通;
18、其中,所述感应线圈绕组包括第一电源连接端和第二电源连接端,所述第一电源连接端的侧壁包括冷却水的进水支管,所述第二电源连接端的侧壁包括冷却水的回水支管。
19、可选的,所述c形货架立柱的感应加热器还包括:
20、固定条,位于所述感应线圈绕组的表面,并沿着所述c形货架立柱的长度方向延伸;所述固定条用于固定所述感应线圈绕组;
21、和/或,绝缘保护层,覆盖所述感应线圈绕组的表面。
22、根据本发明的另一方面,提供了一种c形货架立柱的喷塑方法,包括:
23、对待喷塑的c形货架立柱进行加热除油处理;
24、对待喷塑的c形货架立柱进行清洗处理;
25、对清洗处理后的待喷塑的c形货架立柱进行烘干以及喷塑前加热;
26、在所述待喷塑的c形货架立柱的表面喷涂保护层,并固化所述保护层;
27、其中,对待喷塑的c形货架立柱的加热除油处理、烘干以及喷塑前加热中的至少一项通过权利要求1~8任一所述的c形货架立柱的感应加热器进行中频感应加热。
28、可选的,通过所述感应加热器对所述c形货架立柱进行中频感应加热包括:
29、所述c形货架立柱的端部进入所述感应加热器内时,暂停所述c形货架立柱的移动第一预设时间;
30、所述c形货架立柱的尾部进入所述感应加热器内时,暂停所述c形货架立柱的移动第二预设时间。
31、本发明实施例提供了一种c形货架立柱的感应加热器和喷塑方法,其中c形货架立柱的感应加热器,包括:感应线圈绕组,感应线圈绕组的整体轮廓仿c形货架立柱的轮廓设置;其中,感应线圈绕组的横截面呈“凵”字形;导磁体,设置于感应线圈绕组上,导磁体用于调节感应线圈绕组在c形货架立柱上的感应加热温度。本发明实施例提供的技术方案,通过仿形的感应线圈绕组对c形货架立柱加热,减小了c形货架立柱各个面到感应线圈绕组的距离的差值,从而提高各个面加热温度的均匀性;另外,在感应器线圈上附加了多个导磁体,可以通过增加或减少导磁体的数量对局部加热温度进行微调,以进一步的提高对c形货架立柱各个面的加热温度的均匀性。
32、应当理解,本部分所描述的内容并非旨在标识本发明的实施例的关键或重要特征,也不用于限制本发明的范围。本发明的其它特征将通过以下的说明书而变得容易理解。
技术特征:
1.一种c形货架立柱的感应加热器,其特征在于,包括:
2.根据权利要求1所述的c形货架立柱的感应加热器,其特征在于,
3.根据权利要求2所述的c形货架立柱的感应加热器,其特征在于,所述导磁体的数量为多个,且所述导磁体为u形导磁体;
4.根据权利要求2所述的c形货架立柱的感应加热器,其特征在于,
5.根据权利要求4所述的c形货架立柱的感应加热器,其特征在于,
6.根据权利要求4所述的c形货架立柱的感应加热器,其特征在于,
7.根据权利要求6所述的c形货架立柱的感应加热器,其特征在于,所述第一磁感线圈、所述第二磁感线圈和所述直线型磁感线均为金属管状结构;
8.根据权利要求1所述的c形货架立柱的感应加热器,其特征在于,还包括:
9.一种c形货架立柱的喷塑方法,其特征在于,包括:
10.根据权利要求9所述的c形货架立柱的喷塑方法,其特征在于,通过所述感应加热器对所述c形货架立柱进行中频感应加热包括:
技术总结
本发明公开了一种C形货架立柱的感应加热器和喷塑方法,C形货架立柱的感应加热器包括:感应线圈绕组,感应线圈绕组的整体轮廓仿C形货架立柱的轮廓设置;其中,感应线圈绕组的横截面呈“凵”字形;导磁体,设置于感应线圈绕组上,导磁体用于调节感应线圈绕组在C形货架立柱上的感应加热温度。本发明实施例提供的技术方案,提高了对C形货架立柱各个表面加热温度的均匀性,提高了对C形货架立柱的喷塑质量。
技术研发人员:张新民,王宋华,王海峰,李爽,赵禹
受保护的技术使用者:浙江世仓智能仓储设备有限公司
技术研发日:
技术公布日:2024/12/2
- 还没有人留言评论。精彩留言会获得点赞!