一种永磁型四极铁、四极铁的组装方法和加速器
本发明涉及一种永磁型四极铁、四极铁的组装方法和加速器,属于加速器。
背景技术:
1、在常规直线加速器中,束流通道直径通常是>20mm,而且横向聚焦常采用电磁型四极铁,并集成有校正线圈,可以对束流进行轨道的校正,使束流在横向的偏心不累积,从而保证束流的传输效率,因此常规直线加速器中准直最大误差的要求为0.1-0.2mm量级,甚至可以进一步放宽。
2、在超高频直线加速器中,束流通道直径通常为5-10mm,进一步考虑到直线加速器的尺寸小,安装空间紧张,横向聚焦常采用永磁型四极铁,其磁场梯度不能进行调整,并且没法集成校正铁,不能对束流轨道进行校正。因此对一系列的永磁型四极铁,束流中心与磁中心的同轴度要求≤±0.07mm,这样才能保证束流不会在永磁型四极铁二极量的作用下积累较大的质心偏移,从而引起束流的损失,降低束流的传输效率。
3、永磁型四极铁由多块大小相同,充磁方向不同的磁块拼装或者粘接而成。通常一个永磁型四极铁包含12-20块磁块,由于不同磁块的磁场强度和磁化偏角各不相同,因此最终制作而成的永磁型四极铁的机械中心和磁中心不重合,其同轴度差异较大,最大误差甚至≥0.3mm。采用常规的基于机械中心的激光跟踪仪准直技术,束流就不能较好地通过各永磁型四极铁的磁中心,偏移越大,二极量作用就越大,质心振荡越厉害,束流损失越大。
技术实现思路
1、针对上述技术问题,本发明提供一种永磁型四极铁、四极铁的组装方法和加速器,其通过磁铁壳体一体高精度的加工将磁铁机械中心或者磁中心引出或修正到壳体外壳的定位凸台上,以凸台为基准精加工磁铁支撑座装配面及两个销孔,从而保证多组永磁型四极铁机械中心或磁中心的高精度引出,使束流通过多组四极铁磁中心的偏移小,质心振荡降低,从而保证束流的传输效率,进一步地将多组磁场梯度存在差异的永磁型四极铁重新排布位置,在保证传输效率的条件下,尽可能地筛选磁块,提高磁块的利用率。
2、为实现上述目的,本发明采取以下技术方案:
3、一种永磁型四极铁,包括:
4、若干块环形拼接在一起的永磁块,
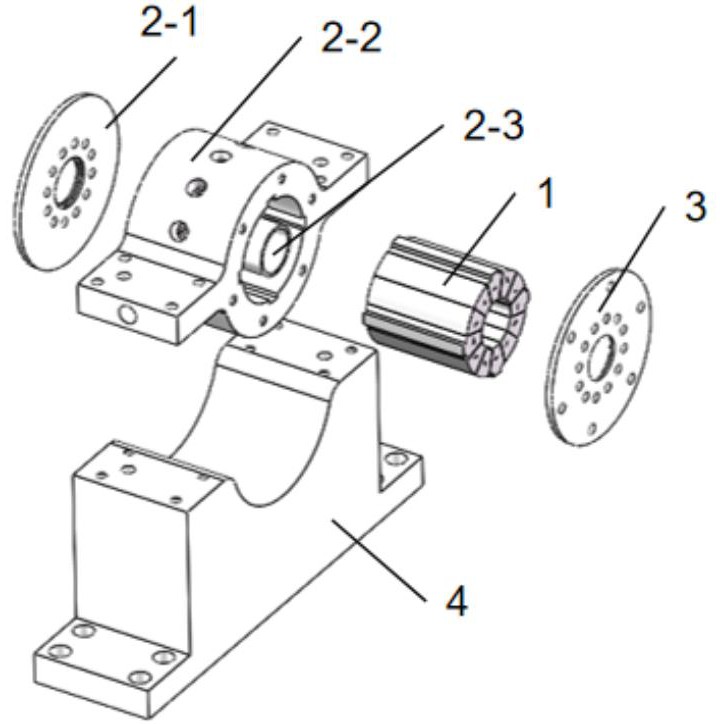
5、永磁铁壳体,包括中心内筒以及套设在所述中心内筒外部且两端开口的环形外壳,所述永磁块封装于所述中心内筒和所述外壳之间的环形空间内,所述外壳的外壁上对称布置有定位凸台,所述外壳的两端设置有壳体底座和磁铁固定端盖,所述壳体底座和所述磁铁固定端盖上均设置有与所述中心内筒相连通的通孔;
6、磁铁支撑座,所述磁铁支撑座上设置有容纳所述外壳的凹槽,所述凹槽的两端向外延伸形成支撑所述定位凸台的装配面。
7、所述的永磁型四极铁,优选地,所述永磁块包括异形磁块和扇形磁块,相邻两个所述异形磁块之间设置有至少两块所述扇形磁块。
8、所述的永磁型四极铁,优选地,所述永磁块的横截面为扇形面,所述永磁块的两扇形面角度加工误差不超过1°,所述永磁块内孔加工误差≤0.02mm。
9、所述的永磁型四极铁,优选地,所述永磁块的充磁要求为每个所述永磁块的最终磁场强度测量值和设计值的差不超过5‰,磁化方向与设计值的偏角不超过±3°。
10、所述的永磁型四极铁,优选地,每个所述永磁块与所述中心内筒的贴合度要求≤±0.01mm。
11、所述的永磁型四极铁,优选地,所述永磁块的表面可设置有镀层,所述镀层的厚度≤0.02mm。
12、所述的永磁型四极铁,优选地,所述磁铁支撑座上设置有两个销孔,其中,一个销孔在yz平面上,横截面为圆形;另一个销孔的横截面为椭圆形;两个所述销孔在z向的尺寸精度误差≤0.01,椭圆形孔到束流线的尺寸精度误差≤0.02。
13、所述的永磁型四极铁,优选地,所述磁铁支撑座的装配面的平面度≤0.01。
14、本发明第二方面提供一种上述永磁型四极铁的组装方法,包括如下步骤:
15、对所述永磁块的原料进行锻打处理,然后切割制成所述永磁块;
16、根据磁场强度和磁化方向的设计值,对所述永磁块进行充磁;
17、将所述壳体底座、所述外壳以及所述中心内筒焊接成一个整体,焊接后一体加工,所述定位凸台依据所述中心内筒的机械中心进行加工,以所述定位凸台为基准加工所述磁铁支撑座的装配面及两个销孔;
18、将充磁的所述永磁块依次装入所述中心内筒和所述外壳之间的环形空间内,然后将所述磁铁固定端盖与所述外壳固定在一起;
19、将所述永磁铁壳体置于所述磁铁支撑座上,并通过所述定位凸台与所述磁铁支撑座的装配面连接在一起,形成所述的永磁型四极铁。
20、本发明第三方面提供一种加速器,包括上述任意一项所述的永磁型四极铁。
21、本发明由于采取以上技术方案,其具有以下优点:
22、1、本发明的永磁型四极铁机械中心和磁中心的同轴度≤±0.03mm,束流中心与永磁型四极铁的磁中心偏差小,束流质心振荡小,可保证束流的传输效率。
23、2、本发明的永磁型四极铁机械中心或磁中心的高精度引出,引出误差≤0.02mm。
24、3、本发明通过磁铁壳体一体高精度的加工,将磁铁机械中心或者磁中心引出到外筒的定位凸台上,以定位凸台为基准加工磁铁支撑座装配面及两个销孔,从而保证多组永磁型四极铁机械中心或磁中心的高精度准直。
25、4、本发明通过束流动力学计算,合理利用了多组磁场梯度存在差异的永磁型四极铁,提高了磁块的利用率。
技术特征:
1.一种永磁型四极铁,其特征在于,包括:
2.根据权利要求1所述的永磁型四极铁,其特征在于,所述永磁块(1)包括异形磁块(1-1)和扇形磁块(1-2),相邻两个所述异形磁块(1-1)之间设置有至少两块所述扇形磁块(1-2)。
3.根据权利要求1所述的永磁型四极铁,其特征在于,所述永磁块(1)的横截面为扇形面,所述永磁块(1)的两扇形面角度加工误差不超过1°,所述永磁块(1)内孔加工误差≤0.02mm。
4.根据权利要求1所述的永磁型四极铁,其特征在于,所述永磁块(1)的充磁要求为每个所述永磁块(1)的最终磁场强度测量值和设计值的差不超过5‰,磁化方向与设计值的偏角不超过±3°。
5.根据权利要求1所述的永磁型四极铁,其特征在于,每个所述永磁块(1)与所述中心内筒(2-3)的贴合度要求≤±0.01mm。
6.根据权利要求1所述的永磁型四极铁,其特征在于,所述永磁块(1)的表面设置有镀层,所述镀层的厚度≤0.02mm。
7.根据权利要求1所述的永磁型四极铁,其特征在于,所述磁铁支撑座(4)上设置有两个销孔,其中,一个销孔在yz平面上,横截面为圆形;另一个销孔的横截面为椭圆形;两个所述销孔在z向的尺寸精度误差≤0.01,椭圆形孔到束流线的尺寸精度误差≤0.02。
8.根据权利要求1所述的永磁型四极铁,其特征在于,所述磁铁支撑座(4)的装配面的平面度≤0.01。
9.一种根据权利要求1-8任意一项所述的永磁型四极铁的组装方法,其特征在于,包括如下步骤:
10.一种加速器,其特征在于,包括权利要求1-8任意一项所述的永磁型四极铁。
技术总结
本发明涉及一种永磁型四极铁、四极铁的组装方法和加速器,永磁型四极铁包括:若干块环形拼接或焊接在一起的永磁块,永磁铁壳体,包括中心内筒以及套设在所述中心内筒外部且两端开口的环形外壳,所述永磁块封装于所述中心内筒和所述外壳之间的环形空间内,所述外壳的外壁上对称布置有定位凸台,所述外壳的两端设置有壳体底座和磁铁固定端盖,所述壳体底座和磁铁固定端盖上均设置有与所述中心内筒相连通的通孔;磁铁支撑座,所述磁铁支撑座上设置有容纳所述外壳的凹槽,所述凹槽的两端向外延伸形成支撑所述定位凸台的装配面。该永磁型四极铁的机械中心和磁中心的同轴度≤±0.03mm。
技术研发人员:何源,窦为平,金晓凤,韩晓科,杨静,王志军,姚庆高,吕明邦,王锋锋,张斌,张军辉,黎晓晓
受保护的技术使用者:中国科学院近代物理研究所
技术研发日:
技术公布日:2024/12/2
- 还没有人留言评论。精彩留言会获得点赞!