光伏电池及其制造方法和串联焊接方法与流程
本申请主要涉及光伏电池领域,尤其涉及一种光伏电池及其制造方法和串联焊接方法。
背景技术:
1、银浆在电池成本中所占的比例在逐步提高,这使得降低银浆的单耗和提升电池效率成为了行业内亟需解决的问题。为解决上述问题,本领域技术人员通常采用在光伏电池上取消主栅线的方法。通过取消主栅线,可以降低银耗,还能通过焊带直接在细栅线上进行焊接,实现细栅和焊带的重合。这种设计减少了栅线的遮光面积,从而提升了电池的功率输出。
2、但是在取消主栅线后,其中一片光伏电池的细栅上焊接的焊带如何引入到另一片光伏电池,并与另一片光伏电池串联焊接成为一大难题。因为正面细栅上焊接的焊带在引入另一片光伏电池背面时,容易造成对准偏移及隐裂等问题。
技术实现思路
1、本申请针对一光伏电池的焊带引入另一光伏电池时容易发生对准偏移和隐裂的技术问题,提供一种光伏电池及其制造方法和串联焊接方法,能够避免焊接时发生对准偏移和隐裂的问题。
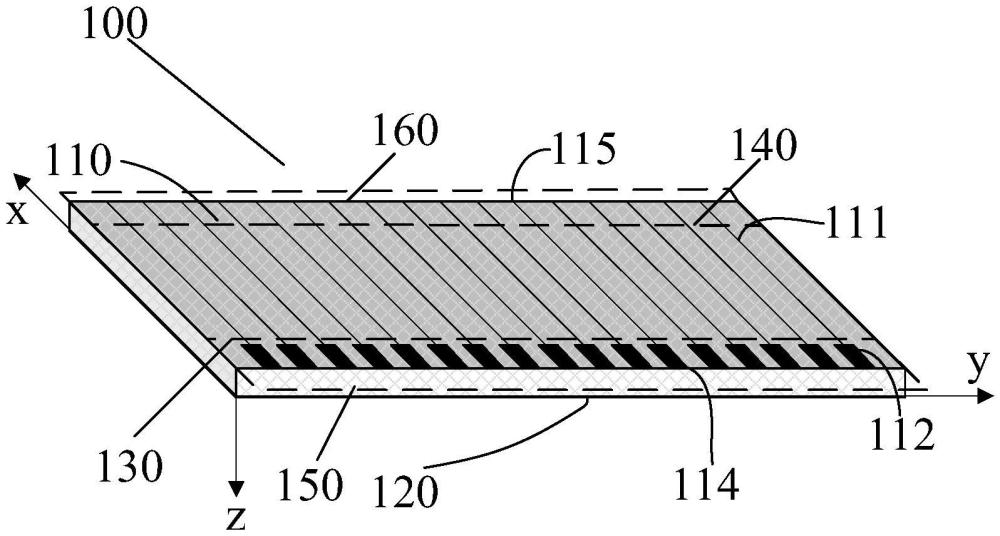
2、为解决上述技术问题,本申请提供了一种光伏电池,包括相对设置的第一面和第二面,第一面设置有第一栅线和第一加粗部,第二面设置有第二栅线和第二加粗部;第一栅线具有第一端和第二端,第一加粗部设置于第一栅线的第一端,第一加粗部的宽度大于第一栅线的宽度;第二栅线具有第一端和第二端,第二加粗部设置于第二栅线的第二端,第二加粗部的宽度大于第二栅线的宽度;其中,光伏电池沿第一方向具有相对设置的第一侧和第二侧,第一栅线的第一端与第二栅线的第一端都靠近第一侧,第一栅线的第二端与第二栅线的第二端都靠近第二侧。
3、可选地,光伏电池的第一面具有相对设置的第一边缘区和第二边缘区,第一加粗部的至少部分位于第一边缘区中;光伏电池的第二面具有相对设置的第一边缘区和第二边缘区,第二加粗部的至少部分位于第二边缘区中;
4、其中,第一面的第一边缘区与第二面的第一边缘区都靠近第一侧,第一面的第二边缘区与第二面的第二边缘区都靠近第二侧。
5、可选地,第一加粗部和/或第二加粗部的宽度沿第一方向逐渐减小,或者宽度沿第一方向逐渐变大,或者宽度保持一致呈矩形图案。
6、可选地,第一加粗部和第二加粗部的长度范围都是300-1500微米,宽度范围都是30-500微米。
7、可选地,第一栅线在第一面沿第二方向等间隔设置,第二栅线在第二面沿第二方向等间隔设置,其中,第二方向垂直于第一方向。
8、可选地,第一栅线以及第二栅线的等间隔间距为2-6毫米。
9、可选地,第一栅线和所述第二栅线的宽度范围都是10-50微米。
10、可选地,第一加粗部和第二加粗部在同一平面的投影,以光伏电池沿第二方向的中轴线呈轴对称,同一平面平行于第一面或第二面,第二方向与第一方向垂直。为解决上述技术问题,本申请还提供一种光伏电池的制造方法,用于制造如前所述的光伏电池。该制造方法包括以下步骤:
11、获取电池片;在电池片的第一面制作第一栅线,在电池片的第二面制作第二栅线;切割电池片,得到若干光伏电池,光伏电池的第一面上具有切割后的第一栅线,第二面上具有切割后的第二栅线;在光伏电池的第一栅线的第一端设置第一加粗部,第一加粗部的宽度大于第一栅线的宽度;在光伏电池的第二栅线的第二端设置第二加粗部,第二加粗部的宽度大于第二栅线的宽度;其中,光伏电池沿第一方向具有相对设置的第一侧和第二侧,第一栅线的第一端与第二栅线的第一端都靠近第一侧,第一栅线的第二端与第二栅线的第二端都靠近第二侧。
12、可选地,光伏电池的第一面具有相对设置的第一边缘区和第二边缘区,第一加粗部的至少部分位于第一边缘区中;光伏电池的第二面具有相对设置的第一边缘区和第二边缘区,第二加粗部的至少部分位于第二边缘区中;其中,第一面的第一边缘区与第二面的第一边缘区都靠近第一侧,第一面的第二边缘区与第二面的第二边缘区都靠近第二侧。
13、可选地,在切割电池片之前,制造方法还包括:在光伏电池的第一栅线上焊接第一焊带。
14、可选地,在切割电池片之后,制造方法包括:在光伏电池的第二栅线上焊接第二焊带。
15、可选地,在切割电池片之前,制造方法包括:
16、在电池片的第一栅线上焊接第一焊带;以及在电池片的第二栅线上焊接第二焊带。
17、可选地,第一焊带设置在第一栅线上,并使位于第一边缘区中的至少部分第一加粗部暴露;第二焊带设置在第二栅线上,并使位于第二边缘区中的至少部分第二加粗部暴露。
18、为解决上述技术问题,本申请还提供一种光伏电池的串联焊接方法,用于如前所述的光伏电池。该串联焊接方法包括以下步骤:
19、在第一光伏电池的第一加粗部或者第二加粗部设置焊接材料;在第二光伏电池的第一加粗部或者第二加粗部设置焊接材料;将第一光伏电池的第一加粗部与第二光伏电池的第二加粗部重叠,或者将第一光伏电池的第二加粗部与第二光伏电池的第一加粗部重叠;焊接固化第一光伏电池的第一加粗部和第二光伏电池的第二加粗部,或者焊接固化第一光伏电池的第二加粗部与第二光伏电池的第一加粗部。
20、可选地,串联焊接方法中,焊接材料是导电粘结材料或导电铜带。
21、本申请通过在光伏电池的第一面设置第一栅线和第一加粗部,在第二面设置第二栅线和第二加粗部,有利于在后续过程中将一光伏电池的第一加粗部与另一光伏电池的第二加粗部重叠,进行串联焊接。焊接过程中无需额外采用焊带将一光伏电池正面连接另一光伏电池的底部进行串联焊接,避免了对准偏移和发生隐裂等问题。
技术特征:
1.一种光伏电池,其特征在于,包括相对设置的第一面和第二面,所述第一面设置有第一栅线和第一加粗部,所述第二面设置有第二栅线和第二加粗部;
2.如权利要求1所述的光伏电池,其特征在于,所述第一面具有相对设置的第一边缘区和第二边缘区,所述第一加粗部的至少部分位于所述第一边缘区中;
3.如权利要求2所述的光伏电池,其特征在于,所述第一加粗部和/或所述第二加粗部的宽度沿所述第一方向逐渐减小,或者所述宽度沿所述第一方向逐渐变大,或者所述宽度保持一致呈矩形图案。
4.如权利要求3所述的光伏电池,其特征在于,所述第一加粗部和所述第二加粗部的长度范围都是300-1500微米,宽度范围都是30-500微米。
5.如权利要求1所述的光伏电池,其特征在于,所述第一栅线在所述第一面沿第二方向等间隔设置,所述第二栅线在所述第二面沿所述第二方向等间隔设置,其中,所述第二方向垂直于所述第一方向。
6.如权利要求5所述的光伏电池,其特征在于,所述第一栅线和所述第二栅线的等间隔间距都是2-6毫米。
7.如权利要求1所述的光伏电池,其特征在于,所述第一栅线和所述第二栅线的宽度范围都是10-50微米。
8.如权利要求1所述的光伏电池,其特征在于,所述第一加粗部和所述第二加粗部在同一平面的投影,以所述光伏电池沿第二方向的中轴线呈轴对称,其中所述同一平面平行于所述第一面或所述第二面,所述第二方向与所述第一方向垂直。
9.一种光伏电池的制造方法,其特征在于,包括:
10.如权利要求9所述的制造方法,其特征在于,所述光伏电池的第一面具有相对设置的第一边缘区和第二边缘区,所述第一加粗部的至少部分位于所述第一边缘区中;
11.如权利要求9所述的制造方法,其特征在于,在切割所述电池片之前,所述制造方法还包括:
12.如权利要求9所述的制造方法,其特征在于,在切割所述电池片之后,所述制造方法包括:
13.如权利要求9所述的制造方法,其特征在于,在切割所述电池片之前,所述制造方法包括:
14.如权利要求11-13任一项所述的制造方法,其特征在于,第一焊带设置在所述第一栅线上,并使位于第一边缘区中的至少部分所述第一加粗部暴露;
15.一种光伏电池的串联焊接方法,其特征在于,所述串联焊接方法应用于如权利要求1-8任一项所述的光伏电池,所述串联焊接方法包括:
16.如权利要求15所述的串联焊接方法,其特征在于,所述焊接材料是导电粘结材料或导电铜带。
技术总结
本申请提供了一种光伏电池及其制造方法和串联焊接方法,包括相对设置的第一面和第二面,第一面设置有第一栅线和第一加粗部,第二面设置有第二栅线和第二加粗部;第一栅线具有第一端和第二端,第一加粗部设置于第一栅线的第一端;第二栅线具有第一端和第二端,第二加粗部设置于第二栅线的第二端。通过在光伏电池的第一面设置第一栅线和第一加粗部,在第二面设置第二栅线和第二加粗部,将一光伏电池的第一加粗部与另一光伏电池的第二加粗部重叠,进行串联焊接。焊接过程中无需额外采用焊带将一光伏电池正面连接另一光伏电池的底部进行串联焊接,避免了对准偏移和发生隐裂等问题。
技术研发人员:郭俊盼,李志伟
受保护的技术使用者:天合光能股份有限公司
技术研发日:
技术公布日:2025/4/17
- 还没有人留言评论。精彩留言会获得点赞!