一种超薄玻璃及其制备工艺的制作方法
本发明涉及玻璃生产,具体为一种超薄玻璃及其制备工艺。
背景技术:
1、手机超薄化是一个永恒的主题,智能手机作为现代科技发展的代表(替代身份证、钥匙、钱包、电脑),早已成为日常生活不可离身的重要工具。更轻薄的手机,能够节省随身携带的重量和空间,不会成为拿在手中或放在包里的累赘,减少因为长时间操作手机导致的手臂酸痛;而且如今手机不只是一种工具,更具有装饰品的属性,轻盈纤细的机身也能增加时尚的感觉,成为更多用户的选择。
2、目前,用于智能手机触摸屏显示器的盖板玻璃基板需求逐年增加,触摸屏技术得到快速而广泛的应用,现有触摸屏盖板的很多重要的工艺上还是人工流水作业,在超薄玻璃制造时,由于切割刀具长时间使用,刀具磨损需要更换时只能将切割刀具卸下更换全新的,但刀具并未全部损坏只是部分受损,这造成了一定的浪费,且切割刀具在使用时,切割液一般是置于切割刀具旁边使用流体作业,但在实际超薄玻璃切割时需要切割液的位置仅仅是刀具与玻璃接触的位置,这也造成了切割液的大量浪费。
3、申请人发现,切割刀具在对玻璃进行成型切割时,往往会对玻璃的边缘或者开孔处造成轻微磨损,玻璃边缘会形成一些轻微裂纹,检测后发现裂纹的产生会对玻璃整体的强度有所减小,因此该问题也是需要及时攻克的。
技术实现思路
1、本发明的目的在于克服上述背景技术困难,提供一种玻璃强度高不易碎的超薄玻璃及其制备工艺。
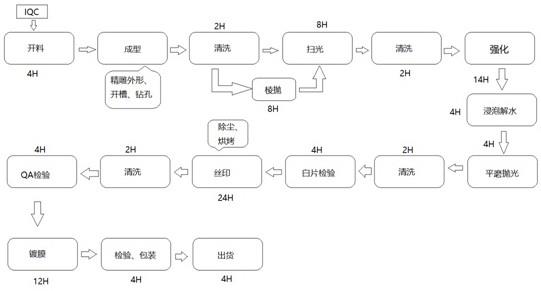
2、为达到上述目的,采用的技术方案为:一种超薄玻璃制备工艺,其特征是:包含以下步骤:开料--成型--清洗扫光--清洗--强化--浸泡解水--平磨抛光--清洗--白片检验--丝印--清洗--qa检验--镀膜--检验包装--出厂;
3、所述成型步骤采用组合切割刀具,所述组合切割刀具包含多组钻孔、扩孔和倒边的刀具;
4、所述强化包括一强和二强,强化预热温度为380℃,强化时间为6h±30min,强化温度为415℃,退火温度为100℃/1.5h,所述浸泡解水时间为1.5h。
5、进一步的,所述组合切割刀具包含刀柄、多个连接座和刀具,所述刀具套设在所述连接座上;所述刀柄内设有注液槽,所述连接座上设有可拆卸的套筒连接的多个钻孔刀具、扩孔刀具和倒边刀具,所述每个刀具上设有一个贯穿的喷水槽,所述连接座上设有与连接座注水槽和刀具喷水槽相连接的分液槽,所述刀具套筒与连接座上均设有对称的两个卡接槽,所述卡接槽内设有弹性组件,所述弹性组件受力时刀具上的喷水槽与连接座内分液槽相接达到喷水槽喷水效果。
6、进一步的,所述注液槽内为切割液,所述刀具套筒安装至连接座上时刀具套筒并未与连接座卡死此时刀具套筒还有回弹,所述切割刀具通电旋转时连接座旋转方向与刀具套筒回弹方向相反,所述弹性组件为弹簧。
7、进一步的,其中在成型过程中使用电磁铁工艺,所述组合切割刀具的转速45000rpm/35000rpm。
8、进一步的,所述刀柄长为35mm宽为6mm,所述连接座长13mm,所述组合切割工具整体长度为50mm。
9、进一步的,所述钻孔刀具的砂号为450目,所述扩孔刀具与倒边刀具的砂号为1000--1100目。
10、进一步的,所述一强使用的强化剂为硝酸钠,所述二强使用的强化剂为硝酸钾,所述一强中添加有修复剂,所述修复剂为氰酸酯树脂、有机硅树脂、酚醛树脂和聚酰亚胺中的至少一种。
11、进一步的,所述一强中使用修复剂为酚醛树脂和聚酰亚胺,所述一强中添加有催化剂硝酸铷,所述二强中添加有催化剂锡酸钾。
12、采用上述方案的有益效果为:一种玻璃强度高不易碎的超薄玻璃及其制备工艺,上述应用后,在制作超薄玻璃时,组合切割刀具的使用寿命分配到了各个刀具套筒上的零部件上,在需要更换组合切割刀具时只需要更换对应位置的不同刀具套筒即可,整体将切割刀具的使用寿命提升到了原始的5倍多,降低了超薄玻璃制备的基础成本,且更换切割刀具时只需要卸下需要更换的某一个刀具套筒,大大减少了更换整体刀具的时间,提高了玻璃制备的速率。且在使用切割刀具切割玻璃时,无需一直对着刀头进行流水释放切割液,当切割钻头切割刀超薄玻璃时,玻璃的摩擦力让某个刀具套筒的卡接槽与分液槽相接,达到切割液只从一个切割点的喷水槽喷出,降低了切割液的浪费,整体真正做到了降低玻璃制备中的各类消耗又能提高玻璃制作产能。
13、在切割提高产能的同时,玻璃在一强中使用的强化剂为硝酸钠、硝酸铷、酚醛树脂和聚酰亚胺,二强中使用的强化剂为硝酸钾和锡酸钾,第一次强化过程中的酚醛树脂和聚酰亚胺的熔点范围为350-450℃,强化过程中的预热温度和强化温度分别为380℃和415℃,从而酚醛树脂的热分解温度大概为360摄氏度,在此温度能够被分解,从而游离在强化剂中,聚酰亚胺的热分解温度可达到520℃,在强化剂中,聚酰亚胺不易被分解,酚醛树脂自身作为一种很好的粘合剂和修复玻璃的材料,可以让部分聚酰亚胺附着在玻璃表面,其聚酰亚胺自身的力学性能能起到提高玻璃强度的效果、介电性能能让玻璃原材中的“li+”元素与盐浴中游离的“na+”更佳快速交换,形成一个比较深的压缩应力层,“li+”与“na+”交换获得较深 dol;且由于聚酰亚胺的分子刚性较强,也能提升玻璃的强度;
14、在二强过程中,附着在玻璃表面的酚醛树脂和聚酰亚胺也同样起到了加快“k+”与“na+”快速交换,在表层形成压缩应力 cs;“k+”与“na+”交换获 得高的表面压缩cs,整体获得强度更高的玻璃。
技术特征:
1.一种超薄玻璃制备工艺,其特征是:包含以下步骤:开料--成型--清洗扫光--清洗--强化--浸泡解水--平磨抛光--清洗--白片检验--丝印--清洗--qa检验--镀膜--检验包装--出厂;
2.根据权利要求1所述的一种超薄玻璃制备工艺的组合切割刀具:其特征是:所述组合切割刀具包含刀柄(13)、多个连接座(5)和刀具,所述刀具套设在所述连接座(5)上;所述刀柄(13)内设有注液槽(1),所述连接座(5)上设有可拆卸的套筒连接的多个钻孔刀具(14)、扩孔刀具(15)和倒边刀具(16),所述每个刀具上设有一个贯穿的喷水槽(2),所述连接座(5)上设有与连接座(5)注水槽和刀具喷水槽(2)相连接的分液槽(3),所述刀具套筒与连接座(5)上均设有对称的两个卡接槽(19),所述卡接槽(19)内设有弹性组件(4),所述弹性组件(4)受力时刀具上的喷水槽(2)与连接座(5)内分液槽(3)相接达到喷水槽(2)喷水效果。
3.根据权利要求2所述的一种超薄玻璃制备工艺的组合切割刀具,其特征是:所述注液槽(1)内为切割液,所述刀具套筒安装至连接座(5)上时刀具套筒并未与连接座(5)卡死此时刀具套筒还有回弹,所述切割刀具通电旋转时连接座(5)旋转方向与刀具套筒回弹方向相反,所述弹性组件(4)为弹簧。
4.根据权利要求3所述的一种超薄玻璃制备工艺的组合切割刀具,其特征是:所述成型过程中使用电磁铁工艺,所述组合切割刀具的转速为45000rpm/35000rpm。
5.根据权利要求4所述的一种超薄玻璃制备工艺的组合切割刀具,其特征是:所述刀柄(13)长为35mm宽为6mm,所述连接座(5)长13mm,所述组合切割工具整体长度为50mm。
6.根据权利要求5所述的一种超薄玻璃制备工艺的组合切割刀具,其特征是:所述钻孔刀具(14)的砂号为450目,所述扩孔刀具(15)与倒边刀具(16)的砂号为1000--1100目。
7.根据权利要求1所述的一种超薄玻璃制备工艺,其特征是:所述一强使用的强化剂为硝酸钠,所述二强使用的强化剂为硝酸钾,所述一强中添加有修复剂,所述修复剂为氰酸酯树脂、有机硅树脂、酚醛树脂和聚酰亚胺中的至少一种。
8.根据权利要求7所述的一种超薄玻璃制备工艺,其特征是:所述一强中使用修复剂为酚醛树脂和聚酰亚胺,所述一强中添加有催化剂硝酸铷,所述二强中添加有催化剂锡酸钾。
技术总结
本发明公开了一种超薄玻璃及其制备工艺,属于玻璃生产技术领域,在制作超薄玻璃时,组合切割刀具的使用寿命分配到了各个刀具套筒上的零部件上,在需要更换组合切割刀具时只需要更换对应位置的不同刀具套筒即可,整体将切割刀具的使用寿命提升到了原始的5倍多,降低了超薄玻璃制备的基础成本,同时减少了更换整体刀具的时间提高玻璃制备的速率。切割道具在切割玻璃时摩擦力让单独一个刀具套筒的卡接槽与分液槽相接,使切割液只从一个切割点的喷水槽喷出,降低了切割液的浪费,整体真正做到了降低玻璃制备中的各类消耗又能提高玻璃制作产能。在玻璃强化的过程中对玻璃切割时产生的裂纹进行修复,提高了离子交换速率,增加了玻璃的整体强度。
技术研发人员:何强,张成源,李应钦,刘铁军,丁磊
受保护的技术使用者:贵州亮成电子有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!