一种可弯折的3D玻璃盖板及制作方法与流程
本发明涉及柔性显示,具体而言,涉及一种可弯折的3d玻璃盖板及制作方法。
背景技术:
1、目前消费级显示产品厂商,尤其是手机厂商,大多采用3d玻璃盖板对柔性屏进行保护,3d玻璃盖板具有更好的显示效果和更好的触觉反馈;而目前主流的手机厂商均已推出了折叠屏手机,而折叠屏手机使用柔性超薄玻璃(utg)作为其保护盖板,utg相比于传统刚性盖板有着韧性好的特点,但过薄的厚度导致其强度偏低,而且垂直于折叠方向的边缘无法实现弯曲,无法获得更好的显示效果和触觉反馈。
2、现有技术公开了一种3d保护盖结构的专利,公开号为cn206441041u,其中,3d玻璃盖板选用双曲面3d玻璃盖板或是四面弯曲3d玻璃盖板。现有技术还公开了一种超薄玻璃基板,公开号为cn215162174u,包括:一玻璃基板,玻璃基板的一侧设有沿预设弯折路径延展的至少一弯折应力消散槽;以及一高分子补强层,高分子补强层填充弯折应力消散槽,高分子补强层露出于玻璃基板的上表面与玻璃基板的上表面平齐。现有技术方案要么没有弯折设计,不能进行弯折,不适用于折叠屏,要么超薄玻璃边缘无弧度且厚度较薄,无法获得优良的视觉效果和触觉反馈,且耐冲击性能不够优秀。
技术实现思路
1、本发明在于提供一种可弯折的3d玻璃盖板及制作方法,该3d玻璃盖板拥有耐弯折、视觉效果佳、触觉反馈好、耐冲击性能优良的特点。
2、为实现上述目的,本发明采取的技术方案如下:
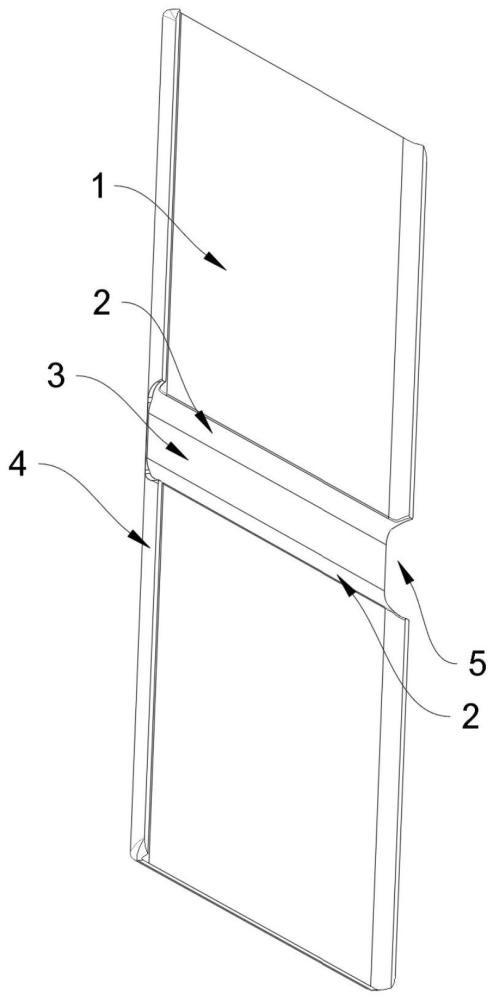
3、第一方面,本发明提供了一种可弯折的3d玻璃盖板,所述3d玻璃盖板背向触摸面的一面设置通槽结构的凹槽,该凹槽的槽底为弯折区;所述3d玻璃盖板的相对边设置至少一组弧形边缘,所述弧形边缘背向所述触摸面延伸;所述3d玻璃盖板未设置所述凹槽和弧形边缘的部分为平面区。
4、在本发明的一较佳实施方式中,所述凹槽为直通槽,且垂直或者平行于所述弧形边缘,所述凹槽的两端均设置缺口,两个所述缺口分别位于所述3d玻璃盖板的相对边。
5、在本发明的一较佳实施方式中,所述平面区的厚度为0.3-0.7mm。
6、在本发明的一较佳实施方式中,所述弯折区与平面区的连接面为过渡面,所述过渡面为弧形面,或倾斜于所述平面区和弯折区的直斜面,或垂直于所述平面区和弯折区的直面。
7、在本发明的一较佳实施方式中,所述过渡面的宽度为15-30mm。
8、在本发明的一较佳实施方式中,所述3d玻璃盖板的弯折区的厚度为30-50μm,宽度为5-15mm。
9、第二方面,本发明提供了一种第一方面所述3d玻璃盖板的制作方法,包括以下步骤:
10、s1、尺寸外形蚀刻:利用掩膜对大版玻璃上需要的外形进行保护,之后将多余的部分蚀刻掉,得到尺寸符合的2d小片玻璃;
11、s2、热弯:将小片玻璃投入热弯机,使用模具热压的方式加工得到具有弧形边缘的3d玻璃;
12、s3、抛光:对3d玻璃表面进行抛光处理;
13、s4、凹槽蚀刻:蚀刻出过渡面和弯折区;
14、s5、强化:将已蚀刻完毕的3d玻璃投入装有硝酸钾的强化炉中,对其进行强化处理;
15、s6、二强:将强化完毕的3d玻璃投入装有硝酸钾和硝酸钠的强化炉中,对其进行再次强化处理,得到3d玻璃盖板。
16、在本发明的一较佳实施方式中,步骤s1中,利用含氢氟酸的蚀刻液将大版玻璃上未进行外形保护的多余部分蚀刻掉;步骤s2中,热弯温度为550-650℃;步骤s3中,使用抛光机,利用抛光粉和抛光毛刷对热弯完成后的3d玻璃进行抛光处理。
17、在本发明的一较佳实施方式中,步骤s4中,总蚀刻时间至少20min;步骤s5和s6中,强化温度均为380-500℃,强化时间均为4-6h。
18、与现有技术相比,本发明的有益效果是:
19、1)本发明所述的3d玻璃盖板采用中部减薄的设计,易于实现3d玻璃盖板能够弯折的情况下,确保3d玻璃盖板的平均厚度能做的较大(本发明所述的3d玻璃盖板的主体部分为0.3-0.7mm的厚玻璃),抗冲击能力强。
20、2)本发明所述的3d玻璃盖板采用中部减薄的设计,能在不影响大部分区域强度的同时实现可弯折。
21、3)本发明所述的3d玻璃盖板边缘具有弧形设计且厚度能做的较大,能获得更好的视觉效果和触觉反馈。
22、4)缺口不仅能减少弯折区弯折时产生的应力,还方便布置转轴机构。
23、5)在3d玻璃盖板的制作方法中,省去了cnc开料、切割、倒角、倒边等处理步骤,同时无机械加工产生的微裂纹和尺寸精度不高等问题,确保了产品质量的同时,简化了生产工艺,提高生产效率,降低生产成本,通过两次强化处理,使3d玻璃盖板具有均匀的表面应力层,提高了抗冲击能力。
24、为使本发明的上述目的、特征和优点能更明显易懂,下文特举本发明实施例,并配合所附附图,作详细说明如下。
技术特征:
1.一种可弯折的3d玻璃盖板,其特征在于,所述3d玻璃盖板背向触摸面(6)的一面设置通槽结构的凹槽,该凹槽的槽底为弯折区(3);所述3d玻璃盖板的相对边设置至少一组弧形边缘(4),所述弧形边缘(4)背向所述触摸面(6)延伸;所述3d玻璃盖板未设置所述凹槽和弧形边缘(4)的部分为平面区(1)。
2.根据权利要求1所述的3d玻璃盖板,其特征在于,所述凹槽为直通槽,且垂直或者平行于所述弧形边缘(4),所述凹槽的两端均设置缺口(5),两个所述缺口(5)分别位于所述3d玻璃盖板的相对边。
3.根据权利要求1所述的3d玻璃盖板,其特征在于,所述平面区(1)的厚度为0.3-0.7mm。
4.根据权利要求3所述的3d玻璃盖板,其特征在于,所述弯折区(3)与平面区(1)的连接面为过渡面(2),所述过渡面(2)为弧形面,或倾斜于所述平面区(1)和弯折区(3)的直斜面,或垂直于所述平面区(1)和弯折区(3)的直面。
5.根据权利要求4所述的3d玻璃盖板,其特征在于,所述过渡面(2)的宽度为15-30mm。
6.根据权利要求1所述的3d玻璃盖板,其特征在于,所述3d玻璃盖板的弯折区(3)的厚度为30-50μm,宽度为5-15mm。
7.权利要求1~6任一项所述3d玻璃盖板的制作方法,其特征在于,包括以下步骤:
8.根据权利要求7所述的3d玻璃盖板,其特征在于,步骤s1中,利用含氢氟酸的蚀刻液将大版玻璃上未进行外形保护的多余部分蚀刻掉;步骤s2中,热弯温度为550-650℃;步骤s3中,使用抛光机,利用抛光粉和抛光毛刷对热弯完成后的3d玻璃进行抛光处理。
9.根据权利要求7或8所述的3d玻璃盖板,其特征在于,步骤s4中,总蚀刻时间至少20min;步骤s5和s6中,强化温度均为380-500℃,强化时间均为4-6h。
技术总结
本发明公开了一种可弯折的3D玻璃盖板及制作方法,涉及柔性显示技术领域。3D玻璃盖板背向触摸面的一面设置通槽结构的凹槽,该凹槽的槽底为弯折区;3D玻璃盖板的相对边设置至少一组弧形边缘;3D玻璃盖板未设置凹槽和弧形边缘的部分为平面区。制作方法包括尺寸外形蚀刻、热弯、抛光、凹槽蚀刻、强化和二强。本发明所述的3D玻璃盖板采用中部减薄的设计,易于实现3D玻璃盖板能够弯折的情况下,提高抗冲击能力,边缘具有弧形设计且厚度能做的较大,能获得更好的视觉效果和触觉反馈,所采用的制作工艺较为简单,提高提高生产效率,通过两次强化处理,使3D玻璃盖板具有均匀的表面应力层。
技术研发人员:李福生,韦新颖,朱波
受保护的技术使用者:成都拓米双都光电有限公司
技术研发日:
技术公布日:2024/6/30
- 还没有人留言评论。精彩留言会获得点赞!