一种柔性、轻质复合防热套及其制备方法与流程
[0001]
本发明涉及一种航天用仪器、仪表、电连接器、设备的热防护材料,具体涉及一种对飞行器上的的仪器、仪表、设备、装置进行保护的具备柔性、轻质复合防热套。
背景技术:
[0002]
根据飞行器某型号要求,研发一种具备电磁屏蔽并保护设备用的防热套,要求该防热套在285kw/m2热流条件下,保持55秒,防热套内铝制模具内表面温升不高于20℃。且在高温高湿、低温环境下循环30次后,涂层表面不开裂且防热性能无影响。温循要求如下:
技术实现要素:
[0003]
本发明要解决的技术问题是提供一种柔性、轻质复合防热套。
[0004]
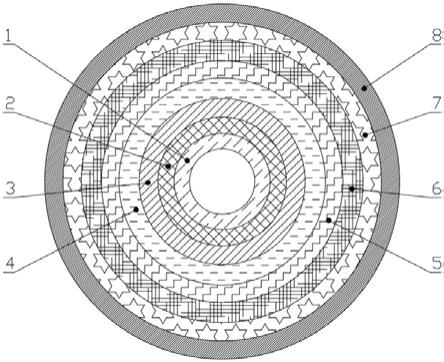
为解决上述技术问题,本发明关于柔性、轻质复合防热套的技术方案是:一种柔性、轻质复合防热套,该防热套由内到外分为八层,第一层由柔性基材布作为骨架基材,第二层为芳纶布层,第三层为柔性基材布层,第四层为低导热涂料层,第五层为相变储能涂料层,第六层为柔性特种防隔热涂料层,第七层为快速导热硅胶层,第八层为镀铝层。
[0005]
优选地,所述柔性基材布由b型石英玻璃纤维布双面涂覆低导热涂料固化制成。
[0006]
更优选地,所述第一、三层柔性基材布层与第二层芳纶布层的厚度均为0.25mm。
[0007]
更优选地,所述低导热涂料层厚度为0.2mm~0.3mm,所述相变储能涂料层厚度为0.4mm~0.6mm,所述柔性特种防隔热涂料层厚度为0.6mm~0.8mm,所述快速导热硅胶层厚度为0.2mm~0.3mm,所述镀铝层的厚度为0.04um~0.08um。
[0008]
更优选地,所述防热套上设有止裂孔和穿绳孔,所述穿绳孔中贯穿有不锈钢玻璃纤维绳。
[0009]
更优选地,所述防热套上设有空心铆钉。
[0010]
本发明关于上述柔性、轻质复合防热套的制作方法包括以下工艺步骤:
①
配制液体硅橡胶:取由a、b两组份可流动性的液体硅胶组成的加成型液体硅橡胶,将加成型液体硅橡胶的a、b两组份按质量比1:1配制,搅拌均匀后在25℃左右温度下晾置30min;
②
根据模具用配制的液体硅橡胶涂刷柔性基材布的搭接处制作防热套的第一层;
③
在芳纶布一面涂刷配制的液体硅橡胶并贴合在柔性基材布上,形成防热套的第二层;
④
在柔性基材布一面涂刷配制的液体硅橡胶并贴合在第二层芳纶布上,形成防热套的第三层;
⑤
在第三层柔性基材布的外表面涂刷低导热涂料,待其固化后形成连续的第四层低导
热涂料层;
⑥
在第四层低导热涂料层外涂刷相变储能涂料,形成第五层相变储能涂料层;
⑦
在第五层相变储能涂料层的外表面涂刷柔性特种隔热涂料,待其固化后形成连续的第六层柔性特种防隔热涂料层;
⑧
在第六层柔性特种防隔热涂料层外表面涂刷快速导热硅胶,形成第七层快速导热硅胶层;
⑨
在第七层快速导热硅胶层外镀铝膜,形成第八层镀铝层;
⑩
依据图纸在防热套规定部位冲止裂孔和穿绳孔、装配铆钉、开缝。
[0011]
优选地,制备柔性特种防隔热涂料的方法为:首先,取由a、b两组份可流动性的液体硅胶组成的加成型液体硅橡胶,将a组份液体硅胶、硅胶阻燃剂、ar级的硼酸锌、ar级氢氧化铝、粒径为2nm~20nm的二氧化硅气凝胶粉按质量比(36~42:10~15:3~6:3~6:0.1~0.2)的比例投入混合设备搅匀,即得a涂料;其次,将b组份液体硅胶、硅胶阻燃剂、ar级的硼酸锌、ar级氢氧化铝、粒径为2nm~20nm的二氧化硅气凝胶粉按质量比(36~42:10~15:3~6:3~6:0.1~0.2)的比例投入混合设备搅匀,即得b涂料;然后,将ar级二甲苯、环己酮按质量比1:1混合,形成混合溶剂,制成的混合溶剂用于稀释涂料,调节粘度;最后,将a涂料、b涂料按质量比1:1比例投入混合设备搅匀,然后加入与a涂料或b涂料相同质量的混合溶剂,继续搅拌至均相,即得柔性特种防隔热涂料。
[0012]
更优选地,制备快速导热硅胶的方法为:首先,将ar级二甲苯、环己酮按质量比1:1进行混合,形成混合溶剂;其次,取由a、b两组份可流动性的液体硅胶组成的加成型液体硅橡胶,将100份a组份液体硅胶、30~35份ar级氧化铝、15~25份ar级氢氧化镁、5~10份氮化硼、10~15份混合溶剂混合均匀后置于研磨机内研磨,涂料细度达到25um后停止研磨,即得c涂料;然后,将100份b组份液体硅胶、30~35份ar级氧化铝、15~25份ar级氢氧化镁、5~10份氮化硼、10~15份混合溶剂混合均匀后置于研磨机内研磨,当涂料细度达到25um以下后停止研磨,即得d涂料;最后,将c涂料、d涂料按质量比1:1比例投入混合设备搅匀,接着加入与c涂料或d涂料相同质量的混合溶剂,继续搅拌至均相,即得快速导热硅胶。
[0013]
更优选地,镀膜前的整个工艺步骤在温度为15~35℃、相对湿度不大于75%的环境下进行。
[0014]
本发明的柔性、轻质复合防热套通过柔性基材布复合芳纶布增强力学强度、改善柔韧性和降低导热系数及减轻产品重量;通过低导热涂层来实现阻缓热量传递;通过相变储能层实现蓄热;通过柔性特种防隔热涂料层实现阻燃和防止烧蚀性烧穿以阻缓热量传递;通过导热硅胶层实现快速传热,避免热量聚集;通过镀铝层来实现光子反射,增强反辐射效果,还能通过镀铝来实现电磁屏蔽效果,同时起到隔绝效果,防止湿气进入。并且,该防热套通过本发明的制作工艺进行加工,能够让该防热套具有电磁屏蔽、耐温循、柔性、轻质防热等功能,使得该防热套在285kw/m2热流条件下,保持55秒,防热套内铝制模具内表面温升不高于20℃,且在高温高湿、低温环境下循环30次后,涂层表面不开裂且防热性能无影响。
附图说明
[0015]
图1为本发明实施例中的结构示意图。
[0016]
图中:1——第一层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2——第二层
ꢀꢀꢀꢀꢀꢀꢀ
3——第三层4——第四层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5——第五层
ꢀꢀꢀꢀꢀꢀꢀ
6——第六层7——第七层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8——第八层。
具体实施方式
[0017]
实施例1如图1所示,本发明关于柔性、轻质复合防热套的优选实施例是:一种柔性、轻质复合防热套,该防热套由内到外分为八层,第一层1由柔性基材布作为骨架基材,第二层2为芳纶布层,第三层3为柔性基材布层,第四层4为低导热涂料层,第五层5为相变储能涂料层,第六层6为柔性特种防隔热涂料层,第七层7为快速导热硅胶层,第八层8为镀铝层;该防热套上设有止裂孔、穿绳孔、空心铆钉,该穿绳孔中贯穿有不锈钢玻璃纤维绳。其中,柔性基材布可以由b型石英玻璃纤维布双面涂覆低导热涂料固化制成,能够减缓热量传递;第一、三层1、3柔性基材布层与第二层2芳纶布层的厚度均为0.25mm,低导热涂料层厚度为0.2mm,相变储能涂料层厚度为0.4mm,柔性特种防隔热涂料层厚度为0.6mm,快速导热硅胶层厚度为0.2mm,镀铝层的厚度为0.04um。
[0018]
本实施例关于上述柔性、轻质复合防热套的制作方法包括以下工艺步骤:(1)制作模具根据需防护的仪器、仪表、设备、装置的外形尺寸,制作加工相应的木质模具,模具回厂后对模具进行校验;(2)按模具展开图裁剪柔性基材布、芳纶布按模具展开图裁剪0.25mm厚的柔性基材布、芳纶布,选择最优方案,控制多余物的产生;(3)配制液体硅橡胶取由a、b两组份可流动性的液体硅胶组成的加成型液体硅橡胶,将加成型液体硅橡胶的a、b两组份按质量比1:1配制,搅拌均匀后在25℃左右温度下晾置30min,备用;(4)涂刷液体硅橡胶将配制的液体硅橡胶涂刷在柔性基材布的搭接处,搭接处距边距15~20mm;(5)在模具上包覆成型将裁剪的柔性基材布在模具上包覆好,用胶带固定;(6)拆除紧固装置经24小时室温处置或120℃烘烤1h后,拆除用于固定的胶带;(7)贴合芳纶布按模具展开图裁剪0.25mm厚的芳纶布,选择最优方案,控制多余物的产生。将配制的液体硅橡胶涂刷一面后在柔性基材布上贴合并用胶带绑扎固定;(8)拆除紧固装置经24小时室温处置或120℃烘烤1h后,拆除用于固定的胶带;
(9)贴合柔性基材布将配制的液体硅橡胶在柔性基材布一面涂刷后贴合芳纶布上并用胶带绑扎固定;(10)拆除紧固装置经24小时室温处置或120℃烘烤1h后,拆除用于固定的胶带;(11)配制低导热涂料按制备方法配制,并且低导热涂料为现配现用,配制一次在2小时内用完;(12)刷涂低导热涂料人工用棕毛刷涂刷涂料,确保无流痕,每次涂刷涂料约增厚0.03~0.06mm;(13)晾干涂刷完毕后,将产品置于25
±
5℃,相对湿度低于65%的房间内自然晾干,一般时间为10~15min;(14)烘烤固化将自然晾干的产品置于120℃电加热箱中烘烤40~60min;(15)冷却将烘烤完毕的产品置于20~30℃,相对湿度低于65%的房间内自然冷却;(16)修整、清洁对外表面采用0
#
水砂纸试擦,剔除多余物的表面处理;(17)配制相变储能涂料按制备方法配制,并且相变储能涂料为现配现用,配制一次在2小时内用完;(18)刷涂相变储能涂料人工用棕毛刷涂刷涂料,确保无流痕,每次涂刷涂料约增厚0.03~0.06mm;(19)晾干涂刷完毕后,将产品置于20~30℃,相对湿度低于65%的房间内自然晾干,一般时间为10~15min;(20)烘烤固化将自然晾干的产品置于120℃电加热箱中烘烤40~60min;(21)冷却将烘烤完毕的产品置于20~30℃,相对湿度低于65%的房间内自然冷却;(22)修整、清洁对外表面采用0
#
水砂纸试擦,剔除多余物的表面处理;(23)配制柔性特种防隔热涂料按制备方法配制,并且,柔性特种防隔热涂料为现配现用,配制一次在2小时内用完;(24)刷涂柔性特种防隔热涂料人工用棕毛刷涂刷涂料,确保无流痕,每次涂刷涂料约增厚0.03~0.06mm;(25)晾干涂刷完毕后,将产品置于20~30℃,相对湿度低于65%的房间内自然晾干,一般时间为10~15min;(26)烘烤固化将自然晾干的产品置于120℃电加热箱中烘烤40~60min;
(27)冷却将烘烤完毕的产品置于20~30℃,相对湿度低于65%的房间内自然冷却;(28)修整、清洁对外表面采用0
#
水砂纸试擦,剔除多余物的表面处理;(29)配制快速导热硅胶按制备方法配制,并且,快速导热硅胶为现配现用,配制一次在2小时内用完;(30)刷涂快速导热硅胶人工用棕毛刷涂刷快速导热硅胶,确保无流痕,每次涂刷快速导热硅胶约增厚0.03~0.06mm;(31)晾干涂刷完毕后,将产品置于20~30℃,相对湿度低于65%的房间内自然晾干,一般时间为10~15min;(32)烘烤固化将自然晾干的产品置于120℃电加热箱中烘烤40~60min;(33)冷却将烘烤完毕的产品置于20~30℃,相对湿度低于65%的房间内自然冷却;(34)修整、清洁对外表面采用0
#
水砂纸试擦,剔除多余物的表面处理;(35)镀膜预处理将防热套置于150~170℃的鼓风干燥箱中,烘烤2~4小时后转置于真空蒸发镀膜机内,抽真空;(36)镀铝膜当真空度达到1.0
×
10
~2
pa~1.0
×
10
~4
pa后,开启真空蒸发镀膜,镀膜靶材采用纯度为99.5%的铝锭。镀铝厚度达到0.04um后停止镀膜;(37)画线、裁多余物、打孔、打铆、开缝依据图纸要求画线、裁剪至规定尺寸;依据图纸在规定部位冲止裂孔和穿绳孔、装配铆钉、开缝;(38)印字、标识按图纸要求,在规定部位用醇酸树脂漆印字标识;(39)配系不锈钢玻璃纤维绳或铆接按图纸要求用不锈钢玻璃纤维绳贯穿穿绳孔,多余部位捆绑成团(安装时解开),采用螺杆穿过空心铆钉,用螺母固定。
[0019]
作为优选地,制备柔性特种防隔热涂料的方法为:首先,取由a、b两组份可流动性的液体硅胶组成的加成型液体硅橡胶,将a组份液体硅胶、硅胶阻燃剂、ar级的硼酸锌、ar级氢氧化铝、粒径为2nm~20nm的二氧化硅气凝胶粉按质量比36:10:3:3:0.1的比例投入混合设备搅匀,即得a涂料;其次,将b组份液体硅胶、硅胶阻燃剂、ar级的硼酸锌、ar级氢氧化铝、粒径为2nm~20nm的二氧化硅气凝胶粉按质量比36:10:3:3:0.1的比例投入混合设备搅匀,即得b涂料;然后,将ar级二甲苯、环己酮按质量比1:1混合,形成混合溶剂,制成的混合溶剂用于稀
释涂料,调节粘度;最后,将a涂料、b涂料按质量比1:1比例投入混合设备搅匀,然后加入与a涂料或b涂料相同质量的混合溶剂,继续搅拌至均相,即得柔性特种防隔热涂料。
[0020]
作为优选地,制备快速导热硅胶的方法为:首先,将ar级二甲苯、环己酮按质量比1:1进行混合,形成混合溶剂;其次,取由a、b两组份可流动性的液体硅胶组成的加成型液体硅橡胶,将100份a组份液体硅胶、30份ar级氧化铝、15份ar级氢氧化镁、5份氮化硼、10份混合溶剂混合均匀后置于研磨机内研磨,涂料细度达到25um后停止研磨,即得c涂料;然后,将100份b组份液体硅胶、30份ar级氧化铝、15份ar级氢氧化镁、5份氮化硼、10份混合溶剂混合均匀后置于研磨机内研磨,当涂料细度达到25um以下后停止研磨,即得d涂料;最后,将c涂料、d涂料按质量比1:1比例投入混合设备搅匀,接着加入与c涂料或d涂料相同质量的混合溶剂,继续搅拌至均相,即得快速导热硅胶。
[0021]
作为优选地,镀膜前的整个工艺步骤在温度为15~35℃、相对湿度不大于75%的环境下进行。
[0022]
其中,制备低导热涂料的方法为:首先,取由a、b两组份可流动性的液体硅胶组成的加成型液体硅橡胶,将a组份液体硅胶、粒径为2nm~20nm的二氧化硅气凝胶粉按质量比70:(2~5)比例投入混合设备搅匀,即得e涂料;其次,将b组份液体硅胶、粒径为2nm~20nm的二氧化硅气凝胶粉按质量比70:(2~5)比例投入混合设备搅匀,即得f涂料;然后,将ar级二甲苯、环己酮按质量比1:1进行混合,形成混合溶剂,制成的混合溶剂用于稀释涂料,调节粘度;最后,将e涂料、f涂料按质量比1:1比例投入混合设备搅匀,然后加入与e涂料或f涂料相同质量的混合溶剂,继续搅拌至均相,即得低导热涂料。
[0023]
其中,制备相变储能涂料的方法为:首先,取由a、b两组份可流动性的液体硅胶组成的加成型液体硅橡胶,将a组份液体硅胶、相变温度为185℃的有机固~固相变材料按质量比(20~40):(10~30)比例投入混合设备搅匀,即得g涂料;其次,将b组份液体硅胶、相变温度为185℃的有机固~固相变材料按质量比(20~40):(10~30)比例投入混合设备搅匀,即得h涂料;然后,将ar级二甲苯、环己酮按质量比1:1进行混合,形成混合溶剂,制成的混合溶剂用于稀释涂料,调节粘度;最后,将g涂料、h涂料按质量比1:1比例投入混合设备搅匀,然后加入与g涂料或h涂料相同质量的混合溶剂,继续搅拌至均相,即得相变储能涂料。
[0024]
实施例2与实施例1相比,区别在于:低导热涂料层厚度为0.3mm,相变储能涂料层厚度为0.5mm,柔性特种防隔热涂料层厚度为0.7mm,快速导热硅胶层厚度为0.3mm,镀铝层的厚度为0.06um;制备防热套的方法中,步骤36中镀铝厚度达到0.06um后停止镀膜;制备柔性特种防隔热涂料的方法中,a组份液体硅胶、硅胶阻燃剂、ar级的硼酸锌、ar级氢氧化铝、粒径为2nm~20nm的二氧化硅气凝胶粉的质量比比例为40:12:5: 5:0.1,b组份液体硅胶、硅胶阻燃剂、ar级的硼酸锌、ar级氢氧化铝、粒径为2nm~20nm的二氧化硅气凝胶粉的质量比比例为40:12:5: 5:0.1;制备快速导热硅胶的方法中,制作a组份涂料的原料按质量份包括:100份a组份液体硅胶、33份ar级氧化铝、20份ar级氢氧化镁、8份氮化硼、13份混合溶剂,制作b组份涂料的原料按质量份包括:100份b组份液体硅胶、33份ar级氧化铝、20份ar级氢氧化镁、8份氮化硼、13份混合溶剂。
[0025]
实施例3
与实施例1相比,区别在于:低导热涂料层厚度为0.3mm,相变储能涂料层厚度为0.6mm,柔性特种防隔热涂料层厚度为0.8mm,快速导热硅胶层厚度为0.3mm,镀铝层的厚度为0.08um;制备防热套的方法中,步骤36中镀铝厚度达到0.08um后停止镀膜;制备柔性特种防隔热涂料的方法中,a组份液体硅胶、硅胶阻燃剂、ar级的硼酸锌、ar级氢氧化铝、粒径为2nm~20nm的二氧化硅气凝胶粉的质量比比例为42:15:6:6:0.2,b组份液体硅胶、硅胶阻燃剂、ar级的硼酸锌、ar级氢氧化铝、粒径为2nm~20nm的二氧化硅气凝胶粉的质量比比例为42:15:6:6:0.2;制备快速导热硅胶的方法中,制作a组份涂料的原料按质量份包括:100份a组份液体硅胶、35份ar级氧化铝、25份ar级氢氧化镁、10份氮化硼、15份混合溶剂,制作b组份涂料的原料按质量份包括:100份b组份液体硅胶、35份ar级氧化铝、25份ar级氢氧化镁、10份氮化硼、15份混合溶剂。
[0026]
上述所有实施例的柔性、轻质复合防热套,通过柔性基材布复合芳纶布增强力学强度、改善柔韧性和降低导热系数及减轻产品重量;通过低导热涂层来实现阻缓热量传递;通过相变储能层实现蓄热;通过柔性特种防隔热涂料层实现阻燃和防止烧蚀性烧穿以阻缓热量传递;通过导热硅胶层实现快速传热,避免热量聚集;通过镀铝层来实现光子反射,增强反辐射效果,还能通过镀铝来实现电磁屏蔽效果,同时起到隔绝效果,防止湿气进入。并且,该防热套通过本发明的制作工艺进行加工,能够让该防热套具有电磁屏蔽、耐温循、柔性、轻质防热等功能,使得该防热套在285kw/m2热流条件下,保持55秒,防热套内铝制模具内表面温升不高于20℃,且在高温高湿、低温环境下循环30次后,涂层表面不开裂且防热性能无影响。
[0027]
上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本发明的保护范围之内。
[0028]
为了让本领域普通技术人员更方便地理解本发明相对于现有技术的改进之处,本发明的一些附图和描述已经被简化,并且为了清楚起见,本申请文件还省略了一些其它元素,本领域普通技术人员应该意识到这些省略的元素也可构成本发明的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1