一种整体浇铸式包覆工装的制作方法
1.本实用新型涉及一种整体浇铸式包覆工装,属于浇铸包覆领域。
背景技术:
2.包覆是通过将药柱放置在包覆工装内,将包覆材料倒置于其中,通过一定时间的固化,达到对药柱外表面和端面的涂覆,满足装药表面包覆的要求。
3.目前包覆的方法有以下几种:第一,浇铸包覆;第二,套包;第三,喷涂包覆。某装药产品的中心开有通孔的圆柱体药柱结构,该药柱产品的外表面和端面设有包覆层,该药柱产品尺寸较小,根据其配方、感度等综合考虑,需要选择浇铸包覆的方式。
4.普通的浇铸工装,操作繁琐,通常是采用在药柱表面粘接定位块的操作方法,生产效率低,不利于该装药产品的批量化生产。
技术实现要素:
5.本实用新型的目的是为了传统浇铸工装对筒形药柱的端面和侧面进行包覆时,操作繁琐、生产效率低,为此提供一种整体浇铸式包覆工装。
6.本实用新型的目的是通过下述技术方案实现的。
7.本实用新型的一种整体浇铸式包覆工装,包括支撑套、底座、压块和两个相同结构的限位柱;
8.所述支撑套为内径与包覆后药柱产品外径相匹配的筒形件;
9.两个所述限位柱分别为上限位柱和下限位柱,每个所述限位柱均为阶梯状圆柱体结构,其中较小圆柱段的直径与待包覆药柱产品的内孔直径相匹配;
10.所述底座的上表面为定位平面,所述底座的上表面开有环形定位槽,所述环形定位槽的宽度与所述支撑套的端部外形相匹配,所述底座上表面环形定位槽的圆心处开有下限位柱定位盲孔,所述下限位柱定位盲孔的直径与所述限位柱较大圆柱段的直径相匹配,所述限位柱较大圆柱段长度与所述下限位柱定位盲孔的深度之差与待包覆药柱产品下端面的包覆厚度相匹配;
11.所述压块为直径与所述支撑套内径相匹配的圆柱体结构,所述压块的下端面中心开有上限位柱定位盲孔,所述限位柱较大圆柱段长度与所述上限位柱定位盲孔的深度之差与待包覆药柱产品上端面的包覆厚度相匹配;
12.所述支撑套的下端插入所述底座上表面的环形定位槽内,所述下限位柱和所述上限位柱分别将较小圆柱段一端插入待包覆药柱产品内孔的两端,所述下限位柱较大圆柱段一端插入所述底座上表面的下限位柱定位盲孔内,所述压块插入所述支撑套的上端口部,且使所述上限位柱较大圆柱段一端插入所述压块下端面的上限位柱定位盲孔内,使待包覆药柱产品的侧壁与所述支撑套的内壁之间、待包覆药柱产品的下端面与所述底座的上表面之间、待包覆药柱产品的上端面与所述压块的下端面之间形成浇铸腔体。
13.所述压块上轴向开有圆周均布的溢流孔。
14.工作过程:
15.浇铸时,先将所述支撑套的下端插入所述底座上表面的环形定位槽内;再将所述下限位柱和所述上限位柱分别将较小圆柱段一端插入待包覆药柱产品内孔的两端;然后将待包覆药柱产品装入所述支撑套内腔,且使所述下限位柱较大圆柱段一端插入所述底座上表面的下限位柱定位盲孔内;向所述支撑套内腔倒入包覆液,使包覆液液面超过待包覆药柱产品上端包覆层的高度后,进行静置、抽真空操作;再然后将压块插入所述支撑套的上端口部,且使所述上限位柱较大圆柱段一端插入所述压块下端面的上限位柱定位盲孔内,静置固化;最后将包覆后的药柱产品从包覆工装中取出,包覆完成。
16.有益效果
17.本实用新型的包覆工装,能够实现对小尺寸筒形药柱整体包覆的操作,结构简单,操作简便,包覆效果可靠。本实用新型的包覆工装通过限位柱和压块结构,确保了药柱包覆层端侧面厚度精确性,代替了在药柱表面粘接定位块的操作,减少了危险作业工序和时间,提高了生产效率,有利于产品的批量化生产。
附图说明
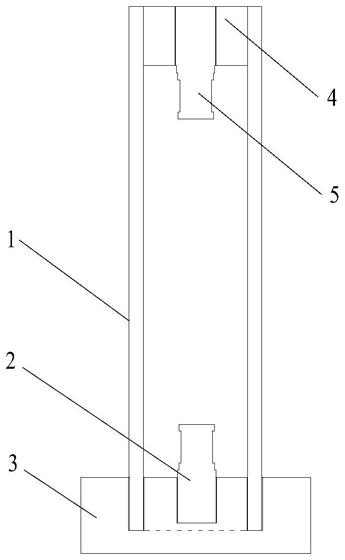
18.图1为本实用新型包覆工装的结构示意图;
19.其中,1-支撑套、2-下限位柱;3-底座;4-压块;5-上限位柱。
具体实施方式
20.下面结合附图与实施例对本实用新型的内容作进一步说明。
21.实施例
22.如图1所示,本实用新型的一种整体浇铸式包覆工装,包括支撑套1、底座3、压块4和两个相同结构的限位柱;
23.所述支撑套1为内径与包覆后药柱产品外径相匹配的筒形件;
24.两个所述限位柱分别为上限位柱4和下限位柱2,每个所述限位柱均为阶梯状圆柱体结构,其中较小圆柱段的直径与待包覆药柱产品的内孔直径相匹配;
25.所述底座3的上表面为定位平面,所述底座3的上表面开有环形定位槽,所述环形定位槽的宽度与所述支撑套1的端部外形相匹配,所述底座3上表面环形定位槽的圆心处开有下限位柱定位盲孔,所述下限位柱定位盲孔的直径与所述限位柱较大圆柱段的直径相匹配,所述限位柱较大圆柱段长度与所述下限位柱定位盲孔的深度之差与待包覆药柱产品下端面的包覆厚度相匹配;
26.所述压块4为直径与所述支撑套1内径相匹配的圆柱体结构,所述压块4的下端面中心开有上限位柱定位盲孔,所述限位柱较大圆柱段长度与所述上限位柱定位盲孔的深度之差与待包覆药柱产品上端面的包覆厚度相匹配;
27.所述支撑套1的下端插入所述底座3上表面的环形定位槽内,所述下限位柱2和所述上限位柱4分别将较小圆柱段一端插入待包覆药柱产品内孔的两端,所述下限位柱2较大圆柱段一端插入所述底座3上表面的下限位柱定位盲孔内,所述压块4插入所述支撑套1的上端口部,且使所述上限位柱4较大圆柱段一端插入所述压块4下端面的上限位柱定位盲孔内,使待包覆药柱产品的侧壁与所述支撑套1的内壁之间、待包覆药柱产品的下端面与所述
底座3的上表面之间、待包覆药柱产品的上端面与所述压块4的下端面之间形成浇铸腔体。
28.所述压块4上轴向开有圆周均布的溢流孔。
29.工作过程:
30.浇铸时,先将所述支撑套1的下端插入所述底座3上表面的环形定位槽内;再将所述下限位柱2和所述上限位柱4分别将较小圆柱段一端插入待包覆药柱产品内孔的两端;然后将待包覆药柱产品装入所述支撑套1内腔,且使所述下限位柱2较大圆柱段一端插入所述底座3上表面的下限位柱定位盲孔内;向所述支撑套1内腔倒入包覆液,使包覆液液面超过待包覆药柱产品上端包覆层的高度后,进行静置、抽真空操作;再然后将压块4插入所述支撑套1的上端口部,且使所述上限位柱4较大圆柱段一端插入所述压块4下端面的上限位柱定位盲孔内,静置固化;最后将包覆后的药柱产品从包覆工装中取出,包覆完成。
技术特征:
1.一种整体浇铸式包覆工装,其特征是:包括支撑套、底座、压块和两个相同结构的限位柱;所述支撑套为内径与包覆后药柱产品外径相匹配的筒形件;两个所述限位柱分别为上限位柱和下限位柱,每个所述限位柱均为阶梯状圆柱体结构,其中较小圆柱段的直径与待包覆药柱产品的内孔直径相匹配;所述底座的上表面为定位平面,所述底座的上表面开有环形定位槽,所述环形定位槽的宽度与所述支撑套的端部外形相匹配,所述底座上表面环形定位槽的圆心处开有下限位柱定位盲孔,所述下限位柱定位盲孔的直径与所述限位柱较大圆柱段的直径相匹配,所述限位柱较大圆柱段长度与所述下限位柱定位盲孔的深度之差与待包覆药柱产品下端面的包覆厚度相匹配;所述压块为直径与所述支撑套内径相匹配的圆柱体结构,所述压块的下端面中心开有上限位柱定位盲孔,所述限位柱较大圆柱段长度与所述上限位柱定位盲孔的深度之差与待包覆药柱产品上端面的包覆厚度相匹配;所述支撑套的下端插入所述底座上表面的环形定位槽内,所述下限位柱和所述上限位柱分别将较小圆柱段一端插入待包覆药柱产品内孔的两端,所述下限位柱较大圆柱段一端插入所述底座上表面的下限位柱定位盲孔内,所述压块插入所述支撑套的上端口部,且使所述上限位柱较大圆柱段一端插入所述压块下端面的上限位柱定位盲孔内,使待包覆药柱产品的侧壁与所述支撑套的内壁之间、待包覆药柱产品的下端面与所述底座的上表面之间、待包覆药柱产品的上端面与所述压块的下端面之间形成浇铸腔体。2.如权利要求1所述的一种整体浇铸式包覆工装,其特征是:所述压块上轴向开有圆周均布的溢流孔。
技术总结
本实用新型公开了一种整体浇铸式包覆工装,包括支撑套、底座、压块和两个相同结构的限位柱;支撑套的下端插入底座上表面的环形定位槽内,下限位柱和上限位柱分别将较小圆柱段一端插入待包覆药柱产品内孔的两端,下限位柱较大圆柱段一端插入底座上表面的下限位柱定位盲孔内,压块插入所述支撑套的上端口部,且使上限位柱较大圆柱段一端插入压块下端面的上限位柱定位盲孔内,使待包覆药柱产品的侧壁与支撑套的内壁之间、待包覆药柱产品的下端面与底座的上表面之间、待包覆药柱产品的上端面与压块的下端面之间形成浇铸腔体。本实用新型的包覆工装,能够实现对小尺寸筒形药柱整体包覆的操作。的操作。的操作。
技术研发人员:李芳 郜浩田 韩少华 韩彩虹 王德全 刘成波 丁升 师艳婷
受保护的技术使用者:山西北方兴安化学工业有限公司
技术研发日:2020.12.04
技术公布日:2022/2/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1