柔性屋面板连续生产线及生产工艺的制作方法
1.本发明涉及柔性屋面板生产技术领域,尤其是一种柔性屋面板连续生产线及生产工艺。
背景技术:
2.通常柔性屋面是在工地现场复合制作,其步骤是:1.先制作压型钢板;2.将压型钢板安装在檩条上;3.再将岩棉复盖在压型钢上;4.将石膏板复盖在岩棉上,这三者用钉子固定在檩条上;5.最后在石膏板上满铺tpo或pvc防水卷材,这种屋面叫柔性屋面,这样情况下比较费时费力。
3.但国内外一直也没有这样的工艺设备可生产这样的产品,造成该产品一直没有入市。
技术实现要素:
4.本发明要解决的技术问题是:为了解决柔性屋面只能在工地现场复合制作问题,本发明提供了一种柔性屋面板连续生产线及生产工艺,将前三道工序在工厂通过柔性屋面板连续生产线从钢卷开卷、压型输送到与岩棉、石膏板等三者预制成为一体的夹芯板,在现场只要将防水芯材安装在夹芯板上即可,有效解决了现有上述问题。
5.本发明解决其技术问题所采用的技术方案是:
6.一种柔性屋面板连续生产线,包括上成型机、下成型机、第一岩棉输送机构、第一预热房、发泡房、第一双履带、防水透气层输送机构、石膏板输送机构、第二预热房、第二喷胶房以及第二双履带,所述第一双履带与所述第二双履带整体结构上为串联式。
7.一种采用上述的柔性屋面板连续生产线的生产工艺,包括如下步骤,
8.(1)在串列式夹芯板生产线上,将岩棉送入所述第一岩棉输送机构并输送至发泡房,设有的上、下钢板仍按继有模式开卷,并输送至所述发泡房,
9.(2)在第一双履带处,在所述上、下钢板上再压上防水透气层,形成夹芯板半成品,
10.(3)出第一双履带口后,所述夹芯板半成品输送到所述第二喷胶房,石膏板同时输送到所述喷胶房,经所述第二个双履带压制形成夹芯板。
11.进一步的,所述防水透气层可采用无纺布/牛皮纸/铝箔
12.本发明的有益效果是:本发明提供了一种柔性屋面板连续生产线及生产工艺,将前三道工序在工厂通过柔性屋面板连续生产线从钢卷开卷、压型输送到与岩棉、石膏板等三者预制成为一体的夹芯板,在现场只要将防水芯材安装在夹芯板上即可,省时省力,制成的夹芯板性能较优。
附图说明
13.下面结合附图和实施例对本发明进一步说明。
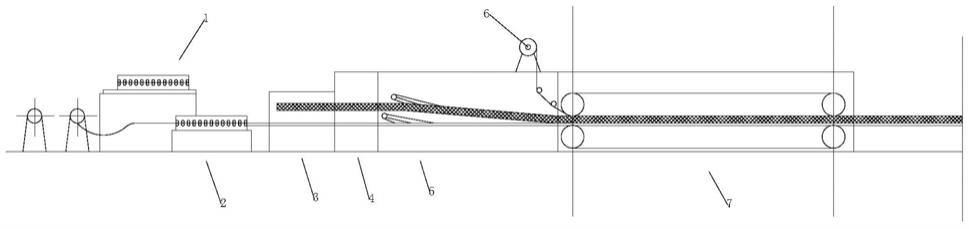
14.图1是本发明的柔性屋面板生产线的前半部分结构示意图;
15.图2是本发明的柔性屋面板生产线的后半部分结构示意图。
16.图中,1上成型机、2下成型机、3第一岩棉输送机构、4第一预热房、5发泡房、6防火透气层输送机构、7第一双履带、8石膏板输送机构、9第二预热房、10第二喷胶房,11第二双履带。
具体实施方式
17.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
18.由于图幅过大,为了表达更清晰,柔性屋面板生产线被拆分成图1和图2,构成一个整体生产线。
19.如图1、图2所示一种柔性屋面板连续生产线,包括上成型机1、下成型机2、第一岩棉输送机构3、第一预热房4、发泡房5、第一双履带7、防火透气层输送机构6、石膏板输送机构8、第二预热房9、第二喷胶房10以及第二双履带11,所述第一双履带7与所述第二双履带11整体结构上为串联式。
20.一种采用上述的柔性屋面板连续生产线的生产工艺,包括如下步骤,
21.(1)在串列式夹芯板生产线上,将岩棉送入所述第一岩棉输送机构并输送至发泡房,设有的上、下钢板仍按继有模式开卷,并输送至所述发泡房,
22.(2)在第一双履带处,在所述上、下钢板上再压上防水透气层,形成夹芯板半成品,
23.(3)出第一双履带口后,所述夹芯板半成品输送到所述第二喷胶房,石膏板同时输送到所述喷胶房,经所述第二个双履带压制形成夹芯板。
24.在一种具体实施方式中,所述防水透气层可采用无纺布/牛皮纸/铝箔。
25.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
技术特征:
1.一种柔性屋面板连续生产线,其特征在于,包括上成型机、下成型机、第一岩棉输送机构、第一预热房、发泡房、第一双履带、防水透气层输送机构、石膏板输送机构、第二预热房、第二喷胶房以及第二双履带,所述第一双履带与所述第二双履带整体结构上为串联式。2.一种采用如权利要求1所述的柔性屋面板连续生产线的生产工艺,其特征在于:包括如下步骤,(1)在串列式夹芯板生产线上,将岩棉送入所述第一岩棉输送机构并输送至发泡房,设有的上、下钢板仍按继有模式开卷,并输送至所述发泡房,(2)在第一双履带处,在所述上、下钢板上再压上防水透气层,形成夹芯板半成品,(3)出第一双履带口后,所述夹芯板半成品输送到所述第二喷胶房,石膏板同时输送到所述喷胶房,经所述第二个双履带压制形成夹芯板。3.根据权利要求2所述的柔性屋面板连续生产线的生产工艺,其特征在于:所述防水透气层可采用无纺布/牛皮纸/铝箔。
技术总结
本发明涉及柔性屋面板生产技术领域,尤其是一种柔性屋面板连续生产线及生产工艺,将前三道工序在工厂通过柔性屋面板连续生产线从钢卷开卷、压型输送到与岩棉、石膏板等三者预制成为一体的夹芯板,在现场只要将防水芯材安装在夹芯板上即可,省时省力,制成的夹芯板性能较优。能较优。能较优。
技术研发人员:伍禩全 贾富忠 徐兰
受保护的技术使用者:江苏晶雪节能科技股份有限公司
技术研发日:2021.09.28
技术公布日:2021/12/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1