一种双面棉布料生产工艺的制作方法
1.本发明涉及纺织技术领域,具体涉及一种双面棉布料生产工艺。
背景技术:
2.植绒布料是将短绒毛(通常是0.03-0.5cm)垂直固定于涂覆有粘合剂的基布上的布料,植绒的原理是利用电荷同性相斥异性相吸的物理特性,使绒毛带上负电荷,把需要植绒的物体放在零电位或接地条件下,绒毛受到异电位被植物体的吸引,呈垂直状加速飞升到需要植绒的物体表面上,由于被植物体涂有胶粘剂,绒毛就被垂直粘在被植物体上。按照植绒机械的不同,总体上分为:1、植绒机流水线式植绒。2、箱式植绒。3、喷头式植绒。按照植绒面的不同,植绒布料分为单面植绒布料和双面植绒布料,顾明思意单面植绒布料就是在基布的一面进行植绒,而双面植绒布料需要在基布的两面进行植绒。目前对于双层复合基布双面植绒而言,总共需要三次胶黏剂的涂布和刮平,第一次是先将构成基布的两层布料进行胶黏复合;剩余两次是分别在两层布料的植绒面涂布和刮平胶黏剂,然后再进行植绒;这种一方面方式生产效率低,另一方面需要多次对胶黏剂烘干,而多次高温烘干会对胶黏基质和绒毛产生反复的不良影响,造成产品的总体质量不稳定,即使可以通过低温烘干或其他方式进行一定的补救,但又会付出教工效率降低、生产成本增高等代价。
技术实现要素:
3.本发明的目的在于提供一种双面棉布料生产工艺,一方面能够提升双面植绒布料的生产效率,另一方面生产的产品质量稳定。
4.为实现上述发明目的,本发明所采用的技术方案是:一种双面棉布料生产工艺,包括如下步骤:
5.a、在两层构成植绒基布的棉布层上分别开设过胶孔,且两层棉布层上的过胶孔相互交错;
6.b、在两层棉布层的粘合面涂覆过量的胶黏剂,并将两层棉布层经碾辊压合,使过量的胶黏剂经过胶孔转移至棉布层的植绒面;
7.c、利用刮平器将过胶孔透出的胶黏剂在棉布层的植绒面上刮平,形成双面带胶的植绒基布;
8.d、将双面带胶的植绒基布进行植绒;
9.e、植绒完成后对胶黏剂进行固化。
10.优选的,所述胶黏剂采用uv光固化胶黏剂,所述步骤e中通过uv固化机对胶黏剂进行固化。
11.优选的,所述过胶孔为成排设置在棉布层上的直径为0.1-0.3cm的圆孔。
12.优选的,所述刮平器包括支架,所述支架包括连接杆和固定在连接杆上的、沿棉布层宽度方向延伸的u形槽,所述u形槽的开口朝向棉布层,u形槽靠近棉布层来向的一侧沿u形槽的长度方向均匀设置有若干倾斜的刮片,所述刮片呈梯形;u形槽远离棉布层来向的一
侧设置有沿u形槽长度方向延伸的倾斜的刮条,所述刮条的横截面呈弧形,且刮条的弧背朝向棉布层。
13.本发明的有益效果集中体现在:
14.1、通过一次上胶、一次粘合、一次刮平即实现了两层棉布层的复合和双面上胶,能够极大的提升双面植绒布的加工效率。
15.2、由于不需要通过反复的烘干,植绒完成后一次固化即可,能够降低高温对面料的质量影响,提高了质量的稳定性。
16.3、优选采用uv光固化胶黏剂进行粘合,能够进一步缓解受到高温的影响。
附图说明
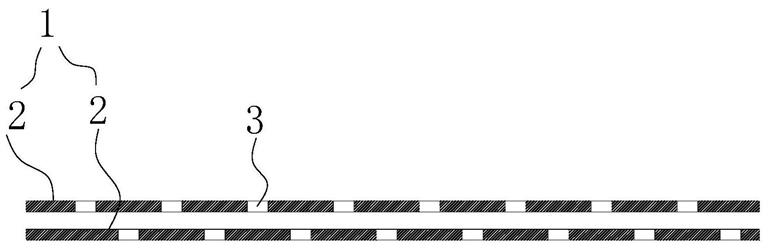
17.图1为棉布层上的过胶孔的结构示意图;
18.图2为棉布层经碾辊压合的结构示意图;
19.图3为一种优选的刮平器的结构示意图;
20.图4为刮片的安装示意图。
具体实施方式
21.一种双面棉布料生产工艺,与传统的双面植绒工艺相比,将植绒基布1的上胶复合、棉布层两个植绒面5的上胶合并为一道工序,极大的提高了生产效率,无需反复进行胶黏剂的烘干固化,降低了高温影响,保证了植绒布的质量稳定性。
22.下面结合图纸对本发明进行阐述,本发明的具体操作步骤如下:
23.a、在两层构成植绒基布1的棉布层2上分别开设过胶孔3,且两层棉布层2上的过胶孔3相互交错;如图1中所示,本发明的植绒基布1是由两层棉布层2构成的,两层棉布层2复合后,能够极大的提升植绒布的挺廓感,避免在植绒后出现塌陷、布料软度过大等情形。在棉布层2上开设的过胶孔3用于过量的胶黏剂的通过,所述过胶孔3一般为成排设置在棉布层2上的直径为0.1-0.3cm的圆孔。
24.b、在两层棉布层2的粘合面涂覆过量的胶黏剂,此处所述的过量的胶黏剂是指超过单纯复合用量的胶黏剂,其本质上除包含棉布层2复合用的胶黏剂外,还包括应当涂覆在棉布层2植绒面5上的胶黏剂。并将两层棉布层2经碾辊4压合,使过量的胶黏剂经过胶孔3转移至棉布层2的植绒面5;在压合处理的过程中,应当注意对棉布层2边沿的封闭,防止过多的胶黏剂从边沿被压出,为了实现上述效果,一般碾辊4的两端与棉布层2相对的区域压力更大,而中心一段相对更小;以使得胶黏剂主动朝过胶孔3处转移,配合u形卡边条的使用,能够进一步限止胶黏剂过多的从边沿压出,u形卡边条通常设置在棉布层2进入碾辊4之前的两侧边沿,其与机架固定连接,实现对棉布层2边沿的夹紧。碾辊4一方面起到对两层棉布层2的压合作用,另一方面也可以对胶黏剂起到简单的分散作用。在图2中即是表示碾辊4对棉布层2的复合过程。
25.c、当胶黏剂3从过胶孔3转移至植绒面5上后,利用刮平器将过胶孔3透出的胶黏剂在棉布层2的植绒面5上刮平,形成双面带胶的植绒基布1;本发明所采用的刮平器可以就是刮辊、刮板等,如图3和4中所示,也可以是所述刮平器包括支架,所述支架包括连接杆6和固定在连接杆6上的、沿棉布层2宽度方向延伸的u形槽7,所述u形槽7的开口朝向棉布层2,u形
槽7靠近棉布层2来向的一侧沿u形槽7的长度方向均匀设置有若干倾斜的刮片8,所述刮片8呈梯形;u形槽7远离棉布层2来向的一侧设置有沿u形槽7长度方向延伸的倾斜的刮条9,所述刮条9的横截面呈弧形,且刮条9的弧背朝向棉布层2。刮片8用于对胶黏剂进行初步刮平,刮条9用于将初步刮平的胶黏剂完全刮平。
26.d、在棉布层2的植绒面5上胶完成后,将双面带胶的植绒基布1进行植绒;植绒方式可以采用现有技术中的多种形式,例如:植绒机流水线式植绒、箱式植绒、喷头式植绒等。
27.e、植绒完成后对胶黏剂进行固化,在采用普通胶黏剂进行植绒时,通过烘干即可完成对胶黏剂的固化,但这种方式由于温度较高,对于部分细密绒毛而言,会对其质量造成一定的影响。为此,本发明更好的做法还可以是,所述胶黏剂采用uv光固化胶黏剂,所述步骤e中通过uv固化机对胶黏剂进行固化。采用这种方式后,uv固化机进行光照辐射,即可快速的实现低温固化,进一步减少高温的影响。当然,在植绒厚度较大、植绒密度较大的情况下,由于光照辐射的透射率有效,其固化时间相对较长,因此其更适合中低密度短绒毛的植绒胶黏剂固化。
技术特征:
1.一种双面棉布料生产工艺,其特征在于,包括如下步骤:a、在两层构成植绒基布(1)的棉布层(2)上分别开设过胶孔(3),且两层棉布层(2)上的过胶孔(3)相互交错;b、在两层棉布层(2)的粘合面涂覆过量的胶黏剂,并将两层棉布层(2)经碾辊(4)压合,使过量的胶黏剂经过胶孔(3)转移至棉布层(2)的植绒面(5);c、利用刮平器将过胶孔(3)透出的胶黏剂在棉布层(2)的植绒面(5)上刮平,形成双面带胶的植绒基布(1);d、将双面带胶的植绒基布(1)进行植绒;e、植绒完成后对胶黏剂进行固化。2.根据权利要求1所述的双面棉布料生产工艺,其特征在于:所述胶黏剂采用uv光固化胶黏剂,所述步骤e中通过uv固化机对胶黏剂进行固化。3.根据权利要求2所述的双面棉布料生产工艺,其特征在于:所述过胶孔(3)为成排设置在棉布层(2)上的直径为0.1-0.3cm的圆孔。4.根据权利要求3所述的双面棉布料生产工艺,其特征在于:所述刮平器包括支架,所述支架包括连接杆(6)和固定在连接杆(6)上的、沿棉布层(2)宽度方向延伸的u形槽(7),所述u形槽(7)的开口朝向棉布层(2),u形槽(7)靠近棉布层(2)来向的一侧沿u形槽(7)的长度方向均匀设置有若干倾斜的刮片(8),所述刮片(8)呈梯形;u形槽(7)远离棉布层(2)来向的一侧设置有沿u形槽(7)长度方向延伸的倾斜的刮条(9),所述刮条(9)的横截面呈弧形,且刮条(9)的弧背朝向棉布层(2)。
技术总结
本发明涉及纺织技术领域。目的在于提供一种双面棉布料生产工艺,包括如下步骤:A、在两层构成植绒基布的棉布层上分别开设过胶孔,且两层棉布层上的过胶孔相互交错;B、在两层棉布层的粘合面涂覆过量的胶黏剂,并将两层棉布层经碾辊压合,使过量的胶黏剂经过胶孔转移至棉布层的植绒面;C、利用刮平器将过胶孔透出的胶黏剂在棉布层的植绒面上刮平,形成双面带胶的植绒基布;D、将双面带胶的植绒基布进行植绒;E、植绒完成后对胶黏剂进行固化。本发明通过一次上胶、一次粘合、一次刮平即实现了两层棉布层的复合和双面上胶,能够极大的提升双面植绒布的加工效率。布的加工效率。布的加工效率。
技术研发人员:杨伟峰
受保护的技术使用者:绍兴汇艺针织有限公司
技术研发日:2021.11.25
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1