一种树脂SMC预浸料片材的制作方法
一种树脂smc预浸料片材
技术领域
1.本实用新型涉及紫外线辐射固化复合材料技术领域,特别涉及一种光固化纤维增强复合片材,即树脂smc预浸料片材。
背景技术:
2.目前的输油、天然气管道,有很多要地埋。金属管道地埋后,在雨水、潮气、酸碱等的侵蚀下,会产生锈蚀现象,极大的影响金属管道的使用寿命。目前均采用片状模塑料包裹在金属管道的外层,从而隔绝外界不良影响,提高管道的使用寿命。
3.现在常用的方式是包裹一层片状模塑料,如果需要包裹两层或两层以上不同配方的片状模塑料,就要经过至少两次包裹的工艺,操作复杂,施工时间也成倍增加,同时两次或多次包裹的片状模塑料贴合度较差。
技术实现要素:
4.本实用新型的主要目的在于提供一种树脂smc预浸料片材,旨在克服包裹两层或两层以上不同配方的片状模塑料时,包裹工艺复杂,施工时间长及包裹质量差等缺点。
5.为实现上述目的,本实用新型提供一种树脂smc预浸料片材,所述树脂smc预浸料片材依次包括下膜层、a芯层、毛毡层、b芯层和上膜层五层结构,所述下膜层和上膜层为塑料复合膜层,所述a芯层为树脂糊a与纤维所形成的复合层,所述b芯层为树脂糊b所形成,所述毛毡层位于五层正中间。
6.可选地,所述塑料复合膜层的材料为pe和/或pa和/或pp。
7.可选地,所述a芯层和/或b芯层的厚度为2-3mm。
8.可选地,所述纤维包括碳纤维和/或玻璃纤维;所述纤维的长度为2.54-5.08cm。
9.可选地,所述树脂糊a与树脂糊b的组成成分相同。
10.可选地,所述树脂smc预浸料片材,在b芯层上依次增加毛毡层与c芯层形成七层结构,所述c芯层为树脂糊c所形成。
11.本实用新型提出的一种树脂smc预浸料片材,可使输油、天然气金属管道的外层快速、高质量地包裹两种或两种以上不同配方的片状模塑料。采用本树脂smc预浸料片材后,包裹管道施工时,只需要一次包裹,就达到原来两次或两次以上包裹的效果,极大的提高了施工效率,且一次成型的两种或两种以上不同配方的片状模塑料贴合度更高、品质更优;且生产该两种或两种以上不同配方的片状模塑料,相比以往的制备方法,提高了效率,也节省了成本。
附图说明
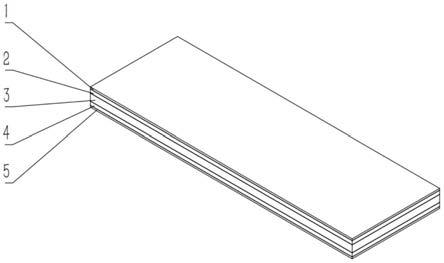
12.图1为树脂smc预浸料片材的五层结构图;
13.图2为树脂smc预浸料片材的七层结构图;
14.图3为五层树脂smc预浸料片材制造示意图;
15.图4为树脂smc预浸料片材制造示意图。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
17.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求的保护范围为准。
18.图1为本实用新型树脂smc预浸料片材的五层结构图,从下到上依次为下膜层5、a芯层4、毛毡层3、b芯层2和上膜层1。其中,下膜层和上膜层均为塑料复合膜层,材料可选pe、pa和pp;a芯层为树脂糊a与纤维所形成的复合层,b芯层为树脂糊b所形成,a芯层和b芯层的厚度为2-3mm,纤维包括碳纤维和/或玻璃纤维,其长度为2.54-5.08cm;毛毡层位于五层正中间。一般情况下,树脂糊a与树脂糊b的组成成分不同,是一次加工形成的两种不同配方的片状模塑料。但如果想包裹两层相同配方的片状模塑料时,将树脂糊a与树脂糊b的组成成分选为相同即可。
19.图2为本实用新型树脂smc预浸料片材的七层结构,从下到上依次为下膜层5、a芯层4、毛毡层3、b芯层2、毛毡层3和c芯层6和上膜层1,其中下膜层5、a芯层4、毛毡层3、b芯层2、和上膜层1同图1的五层结构,c芯层6为树脂糊c所形成。该七层结构的树脂smc预浸料片材是一次加工形成的三种不同配方的片状模塑料。如此类推,九层结构即可形成的四种不同配方的片状模塑料。
20.本实用新型五层/七层树脂smc预浸料片材对应的是两种/三种不同配方的片状模塑料,该结构的片材只需要一次包裹,就达到原来两次/三次包裹的效果,极大的提高了施工效率,且一次成型的两种/三种不同配方的片状模塑料贴合度更高、品质更优。
21.五层树脂smc预浸料片材制造过程如图3所示,将下膜卷9、毛毡卷8和上膜卷7分别放置在图示位置,将制好的两种不同配方的树脂糊a加入料槽11,树脂糊b加入料槽13,树脂糊a从料槽11下落至下树脂糊槽10,树脂糊b从料槽13下落至上树脂糊槽12;开动smc片材机,下膜卷9、上膜卷7、毛毡卷8同时送出材料,下膜层5经过下树脂糊槽10时涂覆树脂糊a,经过纤维切割区域14时,均匀撒布由纤维切割器15切成小段的纤维,之后和从毛毡卷8送出的毛毡层3贴合,上膜层1经过上树脂糊槽12时涂覆树脂糊b,之后涂覆好树脂糊b的上膜层1和涂覆好树脂糊a和纤维的下膜层5及毛毡层3贴合;并经过复合辊16滚压成形,使树脂糊浸透纤维,形成五层结构,后由收集装置17收集成卷并熟化。
22.针对七层结构的树脂smc预浸料片材的制备方法可参考五层片材的制备方法,另增加树脂糊槽和毛毡卷8即可。同时,为提高片材的制作效率,也可另行增加备用的毛毡卷或树脂糊槽等,如图4所示,毛毡卷21可替代毛毡卷8,料槽19、树脂糊槽18及膜卷20可代替料槽13、上树脂糊槽12和上膜卷7,这样,在不停机的情况下,可以更换毛毡卷或清洗树脂糊槽。
技术特征:
1.一种树脂smc预浸料片材,其特征在于,所述树脂smc预浸料片材依次包括下膜层、a芯层、毛毡层、b芯层和上膜层五层结构,所述下膜层和上膜层为塑料复合膜层,所述a芯层为树脂糊a与纤维所形成的复合层,所述b芯层为树脂糊b所形成,所述毛毡层位于五层正中间。2.如权利要求1所述的树脂smc预浸料片材,其特征在于,所述塑料复合膜层的材料为pe和/或pa和/或pp。3.如权利要求1所述的树脂smc预浸料片材,其特征在于,所述a芯层和/或b芯层的厚度为2-3mm。4.如权利要求1所述的树脂smc预浸料片材,其特征在于,所述纤维包括碳纤维和/或玻璃纤维。5.如权利要求4所述的树脂smc预浸料片材,其特征在于,所述纤维的长度为2.54-5.08cm。6.如权利要求1所述的树脂smc预浸料片材,其特征在于,所述树脂糊a与树脂糊b的组成成分相同。7.如权利要求1-6中任意一项所述的树脂smc预浸料片材,其特征在于,所述b芯层上依次增加毛毡层与c芯层形成七层结构,所述c芯层为树脂糊c所形成。
技术总结
本实用新型提供一种树脂SMC预浸料片材,所述树脂SMC预浸料片材依次包括下膜层、A芯层、毛毡层、B芯层和上膜层五层结构,A芯层为树脂糊A与纤维所形成的复合层,B芯层为树脂糊B所形成,毛毡层位于五层正中间。采用该树脂SMC预浸料片材施工时,只需要一次包裹,就达到原来两次或两次以上包裹的效果,极大的提高了施工效率,且一次成型的两种或两种以上不同配方的片状模塑料贴合度更高、品质更优。品质更优。品质更优。
技术研发人员:邓会龙 郭文 卫明凯
受保护的技术使用者:西安思卓新材料科技有限公司
技术研发日:2021.08.30
技术公布日:2022/3/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1