预浸料坯、成型体及一体化成型体的制作方法
本发明涉及热固性树脂含浸于增强纤维而存在、并且热塑性树脂存在于预浸料坯的表面的至少一部分的预浸料坯。
背景技术:
1、使用热固性树脂作为基体、并与碳纤维、玻璃纤维等增强纤维组合而成的纤维增强复合材料不仅轻质,而且强度、刚性等力学特性、耐热性、耐腐蚀性优异,因此被应用于航空·航天、汽车、铁道车辆、船舶、土木建筑及运动用品等众多领域。然而,这些纤维增强复合材料不适于以单一的成型工序来制造具有复杂形状的部件、结构体。因此,在上述用途中,大多需要制备由纤维增强复合材料形成的部件,接下来,与同种或不同种的部件一体化。作为将由增强纤维和热固性树脂形成的纤维增强复合材料与同种或不同种的部件一体化的方法,可以采用螺栓、铆钉、螺钉等机械性接合方法、使用粘接剂的接合方法。在机械性接合方法中,由于需要预先加工出开孔等接合部分的工序,因此导致制造工序的时间变长以及制造成本的增加、由于开孔而存在材料强度降低这样的问题。在使用粘接剂的接合方法中,由于需要包括粘接剂的准备、粘接剂的涂布操作的粘接工序及固化工序,因此导致制造工序的时间变长,且在粘接强度方面也存在可靠性无法得到充分满足这样的课题。
2、对于这样的课题,专利文献1中公开了将由增强纤维和热固性树脂形成的纤维增强复合材料通过粘接剂而接合的方法。此外,专利文献2中公开了在由增强纤维和热固性树脂形成的纤维增强复合材料的表面具备热塑性树脂,通过注射成型将利用热塑性树脂形成的部件一体化的方法。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开2018-161801号公报
6、专利文献2:日本特开平10-138354号公报
技术实现思路
1、发明所要解决的课题
2、通常,对于专利文献1中所记载的这样的利用粘接剂将部件彼此粘接的方法而言,粘接剂的固化需要时间,并且有时接合强度也依赖于粘接剂本身的强度。
3、专利文献2中公开了如下方法:在由增强纤维和热固性树脂形成的预浸料坯的表面层叠了热塑性树脂膜之后,对于通过加热·加压固化而使预浸料坯与热塑性树脂层一体化了的纤维增强复合材料,通过向其表面进行热塑性树脂层注射成型来使包含热塑性树脂的部件一体化成型。然而,通过该方法得到的纤维增强复合材料由于热固性树脂已经固化而刚直,难以使用具有复杂的表面形状的模具进行赋形。此外,由于固化的热固性树脂失去表面的粘接性,因此无法准确地固定至模具内的所期望的部位,因而为了进行高效的增强·刚性化,配置精度不能变差。因此,认为专利文献2中的记载的技术被限定为在具有简单的平面形状的模具内应用。
4、本发明的课题在于提供具有适度的柔软性和粘接性、对复杂的模具表面的赋形性和对模具表面的密合性优异的在表面具有热塑性树脂的预浸料坯。此外,本发明的另一课题在于使用该预浸料坯来制备品质优异的纤维增强复合材料的成型体、特别是即使是复杂的形状也能够无困难地制作成型体。
5、用于解决课题的手段
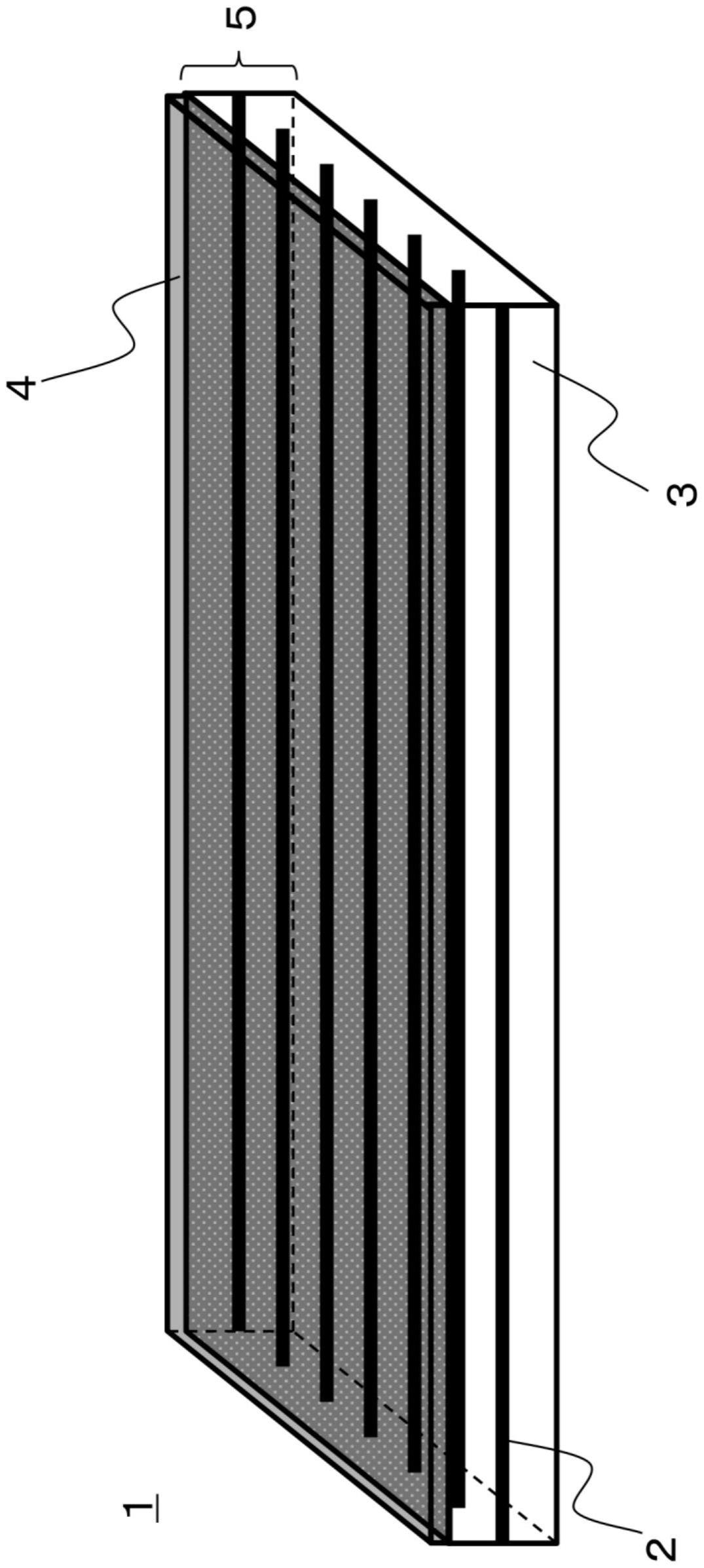
6、前述课题能够利用下述预浸料坯解决:预浸料坯,其为包含(a)增强纤维、(b)热固性树脂及(c)热塑性树脂的预浸料坯,(b)热固性树脂含浸于(a)增强纤维,并且,在预浸料坯的表面的至少一部分存在有(c)热塑性树脂,并且,该预浸料坯满足条件[i]、且满足条件[ii]或条件[iii]。
7、[i]:(b)热固性树脂的通过动态粘弹性测定法(dma法)进行等速升温测定而得的损耗角正切tanδ曲线中,在超过100℃且180℃以下的温度区域具有峰。
8、[ii]:该预浸料坯的通过动态粘弹性测定法(dma法)进行等温测定而求出的损耗角δ曲线中,该损耗角δ曲线具有示出极大值的点,并且,在与示出该极大值的点相比靠短时间侧具有示出损耗角δ比该极大值小5°以上的值的点。
9、[iii]:该预浸料坯的通过动态粘弹性测定法(dma法)进行等温测定而求出的损耗角δ曲线中,该损耗角δ曲线即使具有极大值,在与示出该极大值的点相比靠短时间侧也不具有示出损耗角δ比该极大值小5°以上的值的点,或者该损耗角δ曲线不具有示出极大值的点,而具有示出损耗角δ以-1.4°/分钟以上的斜率变小5°以上的下降行为的区间。
10、发明效果
11、根据本发明,能够得到具有适度的柔软性和粘接性、对复杂的模具表面的赋形性和对模具表面的密合性优异的在表面具有热塑性树脂的预浸料坯。此外,通过使用本发明的预浸料坯,能够得到品质优异的纤维增强复合材料的成型体。此外,即使在应用于增强·刚性化的情况下,本发明的预浸料坯也不易产生位置偏差,能高效地配置于目标部位。
技术特征:
1.预浸料坯,其为包含(a)增强纤维、(b)热固性树脂及(c)热塑性树脂的预浸料坯,其中,(b)热固性树脂含浸于(a)增强纤维,并且,在预浸料坯的表面的至少一部分存在有(c)热塑性树脂,并且,所述预浸料坯满足条件[i]、且满足条件[ii]或条件[iii],
2.如权利要求1所述的预浸料坯,其具有跨越包含(b)热固性树脂的树脂区域与包含(c)热塑性树脂的树脂区域的边界面而存在的(a)增强纤维。
3.如权利要求1或2所述的预浸料坯,其中,在所使用的(b)热固性树脂和(c)热塑性树脂中,使用已完成热固化的(b)热固性树脂与(c)热塑性树脂不介由粘接剂而接合的试验片时,基于jis k6850(1994)在室温(23℃)的气氛下测得的所述试验片的拉伸剪切强度示出为10mpa以上。
4.如权利要求1至3中任一项所述的预浸料坯,其悬垂性为3°以上。
5.如权利要求1至4中任一项所述的预浸料坯,其中,预浸料坯的平均厚度为50μm以上400μm以下,将所述平均厚度设为100%时,包含(c)热塑性树脂的树脂区域的平均厚度为2%以上55%以下。
6.如权利要求1至5中任一项所述的预浸料坯,其中,(a)增强纤维沿单向排列。
7.如权利要求6所述的预浸料坯,其中,与(a)增强纤维的排列方向正交且与预浸料坯片材的表面平行的方向上的拉伸强度为0.3mpa以上。
8.成型体,其是使用权利要求1至7中任一项所述的预浸料坯、并使(b)热固性树脂加热固化而成的。
9.一体化成型体,其中,在权利要求1至7中任一项所述的预浸料坯的(c)热塑性树脂所存在的那侧的面一体化有基于热塑性树脂的成型物。
技术总结
本发明的课题是提供表现出适度柔软性和粘接性、对复杂模具表面的赋形性、对模具表面的密合性优异、无预浸料坯的位置偏差、能对目标部位进行高效地增强·刚性化的预浸料坯及一体化成型体,主旨是预浸料坯包含(A)增强纤维、(B)热固性树脂及(C)热塑性树脂,且在预浸料坯的表面的至少一部分存在有(C)热塑性树脂,并满足条件[I]且满足条件[II]或条件[III]。[I]:(B)热固性树脂的通过动态粘弹性测定法(DMA法)进行等速升温测定的损耗角正切tanδ曲线中在超过100℃且180℃以下的温度区域具有峰。[II]:该预浸料坯的通过动态粘弹性测定法(DMA法)进行等温测定而求出的损耗角δ曲线中,该损耗角δ曲线具有示出极大值的点,且在与示出该极大值的点相比靠短时间侧具有示出损耗角δ比该极大值小5°以上的值的点。
技术研发人员:小野寺美穗,武部佳树,内藤悠太,三角润,中山义文,本间雅登
受保护的技术使用者:东丽株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!