一种果蔬包装用复合材料及其生产方法
8wt%,硅藻土6-15wt%。,芯层可以起到增加透过率的效果,即可以增加果蔬包装材料整体的透气性和水蒸气透过性,大幅降低果蔬存在无氧呼吸的可能性,延缓果蔬变质腐烂的速度,同时也可以大大降低果蔬包装材料内部结露的概率,避免细菌的滋生;
16.优选的,所述芯层的配比为:树脂75wt%,热塑弹性体10wt%,偶联剂5wt%,硅藻土10wt%。
17.进一步地,所述透气层的配比为:树脂75-80wt%,分散剂10-15wt%,亲水剂5-8wt%,透气层的设置,可以进一步增加果蔬包装材料整体的透气效果,保证气体的流通,延长果蔬的贮藏时间。
18.进一步地,所述树脂为高密度聚乙烯、低密度聚乙烯、线性低密度聚乙烯、聚氯乙烯、聚苯乙烯、聚四氟乙烯中的一种或多种;
19.优选的,树脂为线性低密度聚乙烯和聚苯乙烯的混合材料。
20.进一步地,所述热塑弹性体为丙烯基弹性体,用于增加黏性,使得树脂能够更好的与其它原料粘合,也可以保证果蔬包装材料整体的强度;
21.进一步地,所述抗菌剂及纳米阻隔填料包括纳米银线、氧化石墨烯、改性氧化石墨烯(羟基、氨基、羧基、环氧基改性)的一种或多种。抗菌剂及纳米阻隔填料的加入可以有效增强包装材料的抗菌性能。
22.进一步地,所述亲水剂为聚山梨酯-20、壬烷基酚聚氧乙烯醚缩合物、聚氧乙烯脂肪醇醚、聚氧乙烯与鲸蜡醇加成物、聚氧乙烯聚丙二醇缩合物中的一种;
23.优选的,亲水剂为聚氧乙烯脂肪醇醚,降低果蔬包装材料的表面张力,即可以增加水蒸气的透过率,大大降低结露的可能性,避免细菌的滋生。
24.一种果蔬包装用复合材料的生产方法,包括以下步骤:
25.s1.利用4-8wt%的偶联剂对6-15wt%硅藻土进行改性,将改性后硅藻土与75-80wt%树脂混合均匀,然后将混合后的配料置于造粒机中进行造粒,制备得到含有硅藻土的母粒;
26.s2.按质量分数称取75-80wt%的树脂和15-20wt%的左旋聚乳酸,并将称取的原料加入到反应器中,向反应器中导入惰性气体进行气体保护,将10-15wt%热塑弹性体和s1中含有硅藻土的母粒加入到所述反应容器,在搅拌条件下,将反应器加热升温至130-140℃,使含有硅藻土的母粒完全溶解;
27.s3.再向反应器中加入10-15wt%分散剂、5-8wt%亲水剂和3-5wt%抗菌剂及纳米阻隔填料,继续在惰性气体和130-140℃条件下恒温反应10-12h;
28.s4.反应结束后,将反应得到的原料置入吹膜机,在150-200℃的温度下吹出膜筒、利用复合机组制成多层复合膜,进而得到复合材料。
29.进一步地,所述s1中改性后硅藻土与树脂的混合温度100℃-120℃,混合时间6-8min,混合转速300rpm,保证硅藻土与树脂的充分混合效果。
30.进一步地,所述s2中的惰性气体为氦气、氖气、氩气、氪气、氙气中的一种;
31.优选的,惰性气体为氩气。
32.与现有技术相比,本发明具有以下优点:
33.本发明通过果蔬包装复合材料的应用,可以大幅增加果蔬包装材料的透气性,大大降低包装材料内果蔬存在无氧呼吸的可能性,进而可以大幅降低果蔬变质腐烂的速度,
大大提高了果蔬贮藏的时间,使得果蔬可以长时间的保存,满足使用者的使用需求,提高使用者的使用体验。
附图说明
34.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
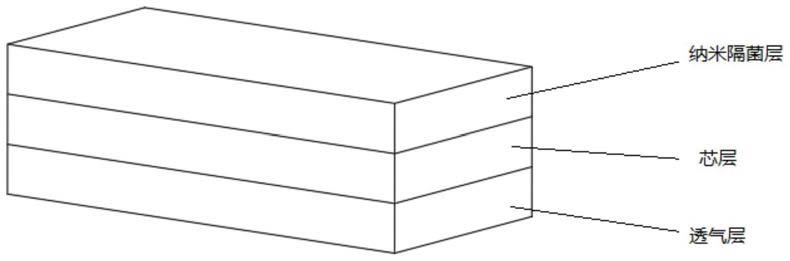
35.图1为本发明中一种果蔬包装用复合材料的示意图;
36.图2为本发明中一种果蔬包装用复合材料的实施例透过率数据对比图;
37.图3为本发明中一种果蔬包装用复合材料的贮藏时间对比图;
38.图4为本发明中一种果蔬包装用复合材料的对比例透过率数据对比图。
具体实施方式
39.以下将结合附图所示的各实施方式对本发明进行详细描述。但该等实施方式并不限制本发明,本领域的普通技术人员根据该等实施方式所做出的结构、方法、或功能上的变换均包含在本发明的保护范围内。
40.实施例1
41.s1.利用4wt%的偶联剂对8wt%硅藻土进行改性,将改性后硅藻土与78wt%的线性低密度聚乙烯和聚苯乙烯混合材料在100℃的条件下以300rpm混合6min,然后将混合后的配料置于造粒机中进行造粒,制备得到含有8%硅藻土的母粒;
42.s2.按质量分数称取75wt%的线性低密度聚乙烯和聚苯乙烯的混合材料和15wt%的左旋聚乳酸,并将称取的原料加入到反应器中,向反应器中导入氦气进行气体保护,将8wt%丙烯基弹性体和s1中含有8%硅藻土的母粒加入到所述反应容器,在搅拌条件下,将反应器加热升温至130℃,使含有硅藻土的母粒完全溶解;
43.s3.再向反应器中加入10wt%分散剂、2wt%聚山梨酯-20和3wt%抗菌剂及纳米阻隔填料,继续在氦气和130℃条件下恒温反应10h,使得纳米隔菌层、芯层和透气层的质量百分比计为25%、55%和20%;
44.s4.反应结束后,将反应得到的原料置入吹膜机,在150℃的温度下吹出膜筒、利用复合机组制成多层复合膜,进而得到复合材料。
45.实施例2
46.s1.利用8wt%的偶联剂对11wt%硅藻土进行改性,将改性后硅藻土与81wt%的线性低密度聚乙烯和聚苯乙烯混合材料在100℃的条件下以300rpm混合6min,然后将混合后的配料置于造粒机中进行造粒,制备得到含有10.8%硅藻土的母粒;
47.s2.按质量分数称取76wt%的线性低密度聚乙烯和聚苯乙烯的混合材料和15wt%的左旋聚乳酸,并将称取的原料加入到反应器中,向反应器中导入氦气进行气体保护,将10wt%丙烯基弹性体和s1中含有10.8%硅藻土的母粒加入到所述反应容器,在搅拌条件下,将反应器加热升温至132℃,使含有硅藻土的母粒完全溶解;
48.s3.再向反应器中加入11wt%分散剂、3wt%聚山梨酯-20和3wt%抗菌剂及纳米阻
隔填料,继续在氦气和132℃条件下恒温反应11h,使得纳米隔菌层、芯层和透气层的质量百分比计为23%、59%和18%;
49.s4.反应结束后,将反应得到的原料置入吹膜机,在153℃的温度下吹出膜筒、利用复合机组制成多层复合膜,进而得到复合材料。
50.实施例3
51.s1.利用8wt%的偶联剂对13wt%硅藻土进行改性,将改性后硅藻土与79wt%的线性低密度聚乙烯和聚苯乙烯混合材料在105℃的条件下以300rpm混合7min,然后将混合后的配料置于造粒机中进行造粒,制备得到含有12.8%硅藻土的母粒;
52.s2.按质量分数称取75wt%的线性低密度聚乙烯和聚苯乙烯的混合材料和15wt%的左旋聚乳酸,并将称取的原料加入到反应器中,向反应器中导入氦气进行气体保护,将9wt%丙烯基弹性体和s1中含有12.8%硅藻土的母粒加入到所述反应容器,在搅拌条件下,将反应器加热升温至135℃,使含有硅藻土的母粒完全溶解;
53.s3.再向反应器中加入12wt%分散剂、5wt%聚山梨酯-20和3wt%抗菌剂及纳米阻隔填料,继续在氦气和135℃条件下恒温反应10h,使得纳米隔菌层、芯层和透气层的质量百分比计为20%、65%和15%;
54.s4.反应结束后,将反应得到的原料置入吹膜机,在161℃的温度下吹出膜筒、利用复合机组制成多层复合膜,进而得到复合材料。
55.实施例4
56.s1.利用5wt%的偶联剂对15wt%硅藻土进行改性,将改性后硅藻土与80wt%的线性低密度聚乙烯和聚苯乙烯混合材料在112℃的条件下以300rpm混合8min,然后将混合后的配料置于造粒机中进行造粒,制备得到含有14.5%硅藻土的母粒;
57.s2.按质量分数称取77wt%的线性低密度聚乙烯和聚苯乙烯的混合材料和18wt%的左旋聚乳酸,并将称取的原料加入到反应器中,向反应器中导入氦气进行气体保护,将11wt%丙烯基弹性体和s1中含有14.5%硅藻土的母粒加入到所述反应容器,在搅拌条件下,将反应器加热升温至138℃,使含有硅藻土的母粒完全溶解;
58.s3.再向反应器中加入11wt%分散剂、3wt%聚山梨酯-20和4wt%抗菌剂及纳米阻隔填料,继续在氦气和137℃条件下恒温反应12h,使得纳米隔菌层、芯层和透气层的质量百分比计为15%、73%和12%;
59.s4.反应结束后,将反应得到的原料置入吹膜机,在185℃的温度下吹出膜筒、利用复合机组制成多层复合膜,进而得到复合材料。
60.实施例5
61.s1.利用5wt%的偶联剂对15wt%硅藻土进行改性,将改性后硅藻土与80wt%的线性低密度聚乙烯和聚苯乙烯混合材料在120℃的条件下以300rpm混合8min,然后将混合后的配料置于造粒机中进行造粒,制备得到含有15%硅藻土的母粒;
62.s2.按质量分数称取79wt%的线性低密度聚乙烯和聚苯乙烯的混合材料和20wt%的左旋聚乳酸,并将称取的原料加入到反应器中,向反应器中导入氦气进行气体保护,将12wt%丙烯基弹性体和s1中含有15%硅藻土的母粒加入到所述反应容器,在搅拌条件下,将反应器加热升温至140℃,使含有硅藻土的母粒完全溶解;
63.s3.再向反应器中加入14wt%分散剂、5wt%聚山梨酯-20和5wt%抗菌剂及纳米阻
隔填料,继续在氦气和140℃条件下恒温反应12h,使得纳米隔菌层、芯层和透气层的质量百分比计为10%、75%和15%;
64.s4.反应结束后,将反应得到的原料置入吹膜机,在200℃的温度下吹出膜筒、利用复合机组制成多层复合膜,进而得到复合材料。
65.参图2所示,实施例1-5中的芯层质量百分比分别为55%、59%、65%、73%、75%,氧气透过率分别为719cm3/m2·
d、872cm3/m2·
d、932cm3/m2·
d、1021cm3/m2·
d、1075cm3/m2·
d,二氧化碳透过率分别为965cm3/m2·
d、1045cm3/m2·
d、1198cm3/m2·
d、1237cm3/m2·
d、1281cm3/m2·
d,水蒸气的透过率分别为642cm3/m2·
d、731cm3/m2·
d、865cm3/m2·
d、910cm3/m2·
d、937cm3/m2·
d,表明随着芯层质量百分比的逐渐增加,氧气透过率、二氧化碳透过率和水蒸气的透过率也逐渐增加,且芯层质量百分比比重越大,氧气透过率、二氧化碳透过率和水蒸气的透过率也就越好。
66.参图3所示,实施例1-5中在-10-0℃的贮藏天数分别为23、25、28、31、30,在0-10℃的贮藏天数分别为12、13、13、20、22,在10-20℃的贮藏天数分别为5、5、7、12、13,表明温度越高,果蔬越容易变质腐烂,且氧气透过率、二氧化碳透过率和水蒸气透过率越高,果蔬贮藏的时间越长。
67.对比例1
68.提供了一种果蔬包装用复合材料及其生产方法,与实施例5不同的是,s3中加入的亲水剂为壬烷基酚聚氧乙烯醚缩合物。
69.对比例2
70.提供了一种果蔬包装用复合材料及其生产方法,与实施例5不同的是,s3中加入的亲水剂为聚氧乙烯与鲸蜡醇加成物。
71.对比例3
72.提供了一种果蔬包装用复合材料及其生产方法,与实施例5不同的是,s3中加入的亲水剂为聚氧乙烯脂肪醇醚。
73.对比例4
74.提供了一种果蔬包装用复合材料及其生产方法,与实施例5不同的是,s3中加入的亲水剂为聚氧乙烯聚丙二醇缩合物。
75.参图3-图4所示,对比例1-4中的氧气透过率分别为1020cm3/m2·
d、1017cm3/m2·
d、1027cm3/m2·
d、1021cm3/m2·
d,二氧化碳透过率分别为1235cm3/m2·
d、1145cm3/m2·
d、1286cm3/m2·
d、1237cm3/m2·
d,水蒸气的透过率分别为900cm3/m2·
d、915cm3/m2·
d、913cm3/m2·
d、910cm3/m2·
d,在-10-0℃的贮藏天数分别为27、28、34、33,在0-10℃的贮藏天数分别为17、19、21、21,在10-20℃的贮藏天数分别为12、13、12、13,表明亲水剂对果蔬贮藏的透气性有一定的影响,且亲水剂为聚氧乙烯脂肪醇醚的透过率最高,贮藏天数最多。
76.由以上技术方案可以看出,本发明具有以下有益效果:
77.本发明通过果蔬包装复合材料的应用,可以大幅增加果蔬包装材料的透气性,大大降低包装材料内果蔬存在无氧呼吸的可能性,进而可以大幅降低果蔬变质腐烂的速度,大大提高了果蔬贮藏的时间,使得果蔬可以长时间的保存,满足使用者的使用需求,提高使用者的使用体验。
78.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在
不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
79.此外,应当理解,虽然本说明书按照实施例加以描述,但并非每个实施例仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1