自动撕膜系统的制作方法
本申请涉及工业自动化,特别是涉及自动撕膜系统。
背景技术:
1、显示盖板作为电子设备的重要组成构件之一,显示盖板的制作工序是至关重要的,显示盖板的制作工序包括玻璃贴合工序,即采用真空贴合的方式在玻璃的外部贴上膜片,在玻璃贴合工序中,若存在贴合不良品,则需要对膜片进行拆除。
2、目前拆除膜片的方式主要是通过人工进行拆除,一方面使得工人的劳动强度大,且工人在拆除不良品时还存在被玻璃划伤的风险;另一方面人工拆除不良品的效率低下,需要投入更多的人力,导致人工成本增加。
技术实现思路
1、基于此,有必要针对膜片拆除不够智能化的问题,提供一种自动撕膜系统。
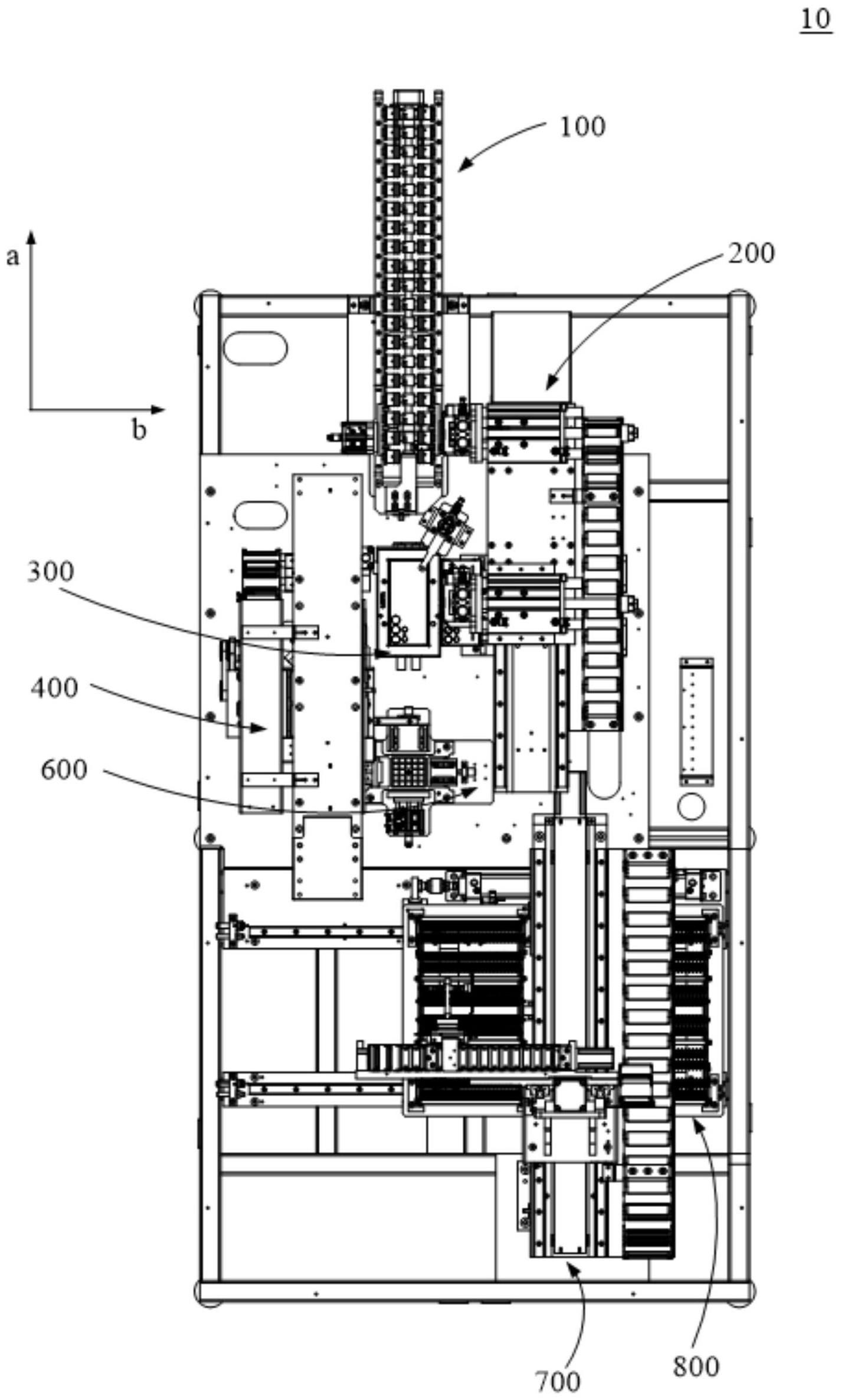
2、一种自动撕膜系统,用于分离显示组件中的玻璃和膜片,所述自动撕膜系统包括机架、加热装置、撕膜装置以及控制模块,其中:
3、所述加热装置用于加热放置于其上的所述显示组件,且与所述撕膜装置间隔设于所述机架;
4、所述撕膜装置包括夹爪机构及撕膜驱动模块,所述撕膜驱动模块的固定端安装于所述机架上,且所述撕膜驱动模块的输出端与所述夹爪机构相连接,所述撕膜驱动模块用于驱动所述夹爪机构移动,所述夹爪机构用于将所述膜片从所述玻璃上分离;
5、所述控制模块与所述加热装置、所述撕膜驱动模块及所述夹爪机构通信连接,用于控制所述加热装置动作且在所述加热装置加热所述显示组件设定时间后,控制所述撕膜驱动模块带动所述夹爪机构移动至所述加热装置,再控制所述夹爪机构动作。
6、在其中一个实施例中,所述加热装置包括加热管、依次连接的加热板及加热定位板,所述加热定位板背离所述加热板的一侧开设有加热定位凹槽,所述加热定位凹槽用于容置所述显示组件,所述加热板沿其长度方向开设有第一通孔,所述加热管穿过所述第一通孔固定于所述加热板,所述加热管与所述控制模块通信连接,所述加热管用于加热所述显示组件。
7、在其中一个实施例中,所述加热定位板内部形成有第一空腔,所述加热定位凹槽的底壁开设有多个与所述第一空腔连通的第一吸附孔,所述加热定位板的外部设置有与所述第一空腔连通的第一抽真空接头。
8、在其中一个实施例中,所述加热装置包括依次设置的隔热板、加热板及加热定位板,所述隔热板的数量至少为一个,所述加热定位板用于承载所述显示组件,所述加热板用于加热所述显示组件。
9、在其中一个实施例中,所述自动撕膜系统还包括与所述控制模块通信连接的传送装置和转运装置,其中:
10、所述传送装置设置于所述机架,沿第一方向分布于所述加热装置的一侧,用于传送所述显示组件;
11、所述转运装置设置于所述机架,沿第二方向分布于所述加热装置远离所述撕膜装置的一侧,用于转移所述传送装置上的所述显示组件至所述加热装置。
12、在其中一个实施例中,所述转运装置包括转运架、第一转运柱、第一吸嘴、第一转运驱动件及第二转运驱动件,其中:
13、所述第一转运柱可沿所述第一方向移动地安装于所述转运架;
14、所述第一转运驱动件设置于所述转运架,且与所述控制模块通信连接,用于在所述控制模块的控制下按设定路线驱动所述第一转运柱移动;
15、所述第二转运驱动件设置于所述第一转运柱,其输出端与所述第一吸嘴相连接,且与所述控制模块通信连接,用于在所述控制模块的控制下按所述设定路线驱动所述第一吸嘴上下移动;
16、所述第一吸嘴与所述控制模块通信连接,用于在所述控制模块的控制下吸取或释放所述显示组件。
17、在其中一个实施例中,所述撕膜装置还包括龙门架、撕膜移动板及第一移动块,所述撕膜驱动模块包括第一撕膜驱动机构及第二撕膜驱动机构,其中:
18、所述撕膜移动板、所述第一移动块及所述夹爪机构依次连接,且所述撕膜移动板背离所述第一移动块的一侧安装于所述龙门架;
19、所述第一撕膜驱动机构设置于所述龙门架,与所述控制模块通信连接,用于在所述控制模块的控制下驱动所述撕膜移动板按设定路线相对所述龙门架沿所述第一方向移动;
20、所述第二撕膜驱动机构设置于所述龙门架,与所述控制模块通信连接,用于在所述控制模块的控制下驱动所述第一移动块按设定路线相对所述撕膜移动板沿所述第二方向移动。
21、在其中一个实施例中,所述夹爪机构包括第一连接板、取料挡板、取料推板及取料驱动件,其中:
22、所述第一连接板的顶端与所述第一移动块相连接,其侧壁与所述取料挡板相连接,且背离所述第一移动块的一侧与所述取料驱动件相连接;
23、所述取料驱动件的输出端与所述取料推板相连接,且与所述控制模块通信连接,用于在所述控制模块的控制下驱动所述取料推板按所述设定路线朝向或背离所述取料挡板移动。
24、在其中一个实施例中,所述膜片上开设有贯穿其厚度的第二通孔,所述取料挡板靠近所述取料驱动件的一侧设置有第一齿牙,所述取料推板上设置有与所述第一齿牙相适配的第二齿牙,所述第二齿牙用于在夹取所述膜片时随所述取料推板的移动穿过所述第二通孔与所述第一齿牙啮合。
25、在其中一个实施例中,所述自动撕膜系统还包括固定装置,所述固定装置包括至少两个第一固定机构,两个所述第一固定机构沿所述第二方向分布在所述加热装置的两侧,所述第一固定机构与所述控制模块通信连接,所述第一固定机构用于在所述撕膜装置撕除所述膜片时按压所述玻璃。
26、在其中一个实施例中,所述第一固定机构包括第一固定座、第一滑动板、第一按压板、第一固定驱动件及第二固定驱动件,其中:
27、所述第一滑动板的一侧可沿所述第二方向移动地安装于所述第一固定座,另一侧位于所述第一固定座上方;
28、所述第一固定驱动件设置于所述第一固定座,与所述控制模块通信连接,用于在所述控制模块的控制下按所述设定路线驱动所述第一滑动板沿所述第二方向朝向或背离所述加热装置移动;
29、所述第二固定驱动件设置于所述第一滑动板,其输出端与所述第一按压板相连接,且与所述控制模块通信连接,用于在所述控制模块的控制下按所述设定路线驱动所述第一按压板上下移动。
30、上述自动撕膜系统,通过设置加热装置和撕膜装置,利用撕膜装置对加热后的显示组件进行除膜片处理,以机械装置代替人工完成对显示组件的去膜片过程,实现了撕除膜片的智能化操作,一方面了减轻了工人的体力劳动强度,也避免了工人在拆除不良品时存在被玻璃划伤的风险,另一方面提高了拆除不良品的效率,减少了人力成本的投入。
技术特征:
1.一种自动撕膜系统,用于分离显示组件中的玻璃和膜片,其特征在于,所述自动撕膜系统包括机架、加热装置、撕膜装置以及控制模块,其中:
2.根据权利要求1所述的自动撕膜系统,其特征在于,所述加热装置包括加热管、依次连接的加热板及加热定位板,所述加热定位板背离所述加热板的一侧开设有加热定位凹槽,所述加热定位凹槽用于容置所述显示组件,所述加热板沿其长度方向开设有第一通孔,所述加热管穿过所述第一通孔固定于所述加热板,所述加热管与所述控制模块通信连接,所述加热管用于加热所述显示组件。
3.根据权利要求2所述的自动撕膜系统,其特征在于,所述加热定位板内部形成有第一空腔,所述加热定位凹槽的底壁开设有多个与所述第一空腔连通的第一吸附孔,所述加热定位板的外部设置有与所述第一空腔连通的第一抽真空接头。
4.根据权利要求1-3中任一项所述的自动撕膜系统,其特征在于,所述加热装置包括依次设置的隔热板、加热板及加热定位板,所述隔热板的数量至少为一个,所述加热定位板用于承载所述显示组件,所述加热板用于加热所述显示组件。
5.根据权利要求1所述的自动撕膜系统,其特征在于,所述自动撕膜系统还包括与所述控制模块通信连接的传送装置和转运装置,其中:
6.根据权利要求5所述的自动撕膜系统,其特征在于,所述转运装置包括转运架、第一转运柱、第一吸嘴、第一转运驱动件及第二转运驱动件,其中:
7.根据权利要求1所述的自动撕膜系统,其特征在于,所述撕膜装置还包括龙门架、撕膜移动板及第一移动块,所述撕膜驱动模块包括第一撕膜驱动机构及第二撕膜驱动机构,其中:
8.根据权利要求7所述的自动撕膜系统,其特征在于,所述夹爪机构包括第一连接板、取料挡板、取料推板及取料驱动件,其中:
9.根据权利要求8所述的自动撕膜系统,所述膜片上开设有贯穿其厚度的第二通孔,其特征在于,所述取料挡板靠近所述取料驱动件的一侧设置有第一齿牙,所述取料推板上设置有与所述第一齿牙相适配的第二齿牙,所述第二齿牙用于在夹取所述膜片时随所述取料推板的移动穿过所述第二通孔与所述第一齿牙啮合。
10.根据权利要求5所述的自动撕膜系统,其特征在于,所述自动撕膜系统还包括固定装置,所述固定装置包括至少两个第一固定机构,两个所述第一固定机构沿所述第二方向分布在所述加热装置的两侧,所述第一固定机构与所述控制模块通信连接,所述第一固定机构用于在所述撕膜装置撕除所述膜片时按压所述玻璃。
11.根据权利要求10所述的自动撕膜系统,其特征在于,所述第一固定机构包括第一固定座、第一滑动板、第一按压板、第一固定驱动件及第二固定驱动件,其中:
技术总结
本申请涉及一种自动撕膜系统,用于分离显示组件中的玻璃和膜片。自动撕膜系统包括机架、控制模块、与控制模块通信连接的加热装置及撕膜装置,加热装置用于加热放于其上的显示组件,与撕膜装置间隔设于机架;撕膜装置包括夹爪机构及撕膜驱动模块,撕膜驱动模块的固定端安装于机架上,输出端与夹爪机构相连接,用于驱动夹爪机构移动,夹爪机构用于将膜片从玻璃上分离;控制模块用于控制加热装置动作且在加热装置加热显示组件设定时间后,控制撕膜驱动模块带动夹爪机构移动至加热装置,再控制夹爪机构动作。上述自动撕膜系统以机械装置代替人工去膜片,减轻工人劳动强度,避免工人在拆除不良品时被玻璃划伤,提高拆除不良品效率,减少人力成本投入。
技术研发人员:王武洋,彭能,王向阳,杨博,刘敏
受保护的技术使用者:维达力科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!