一种多层复合弹性体漆面保护膜的制作方法
本发明涉及保护膜,具体是一种多层复合弹性体漆面保护膜。
背景技术:
1、漆面保护膜用于附着在物品表面,进而对物品的漆面进行保护。
2、现有技术中,如申请号为:2016208204302中公开的名称为:一种汽车漆面保护膜,其中汽车漆面保护膜为层状结构,层状结构包括顶部受热可修复层、中间加热电阻层以及底部基础层,加热电阻层为掺锡氧化铟层或石墨烯层,受热可修复层为聚氨酯丙烯酸树脂层。
3、但是现有技术中,如申请号为:2016208204302中提到的汽车漆面保护膜,其中基材层与离型膜层之间通过粘接层进行粘结,增加了保护膜的厚度,同时在生产过程中增加了上胶工艺,提高生产的成本,且保护膜本身的颜色层为进行保护,会对附着物的漆面造成损坏。
技术实现思路
1、本发明的目的在于提供一种多层复合弹性体漆面保护膜,以解决现有技术中的问题。
2、本发明的目的可以通过以下技术方案实现:
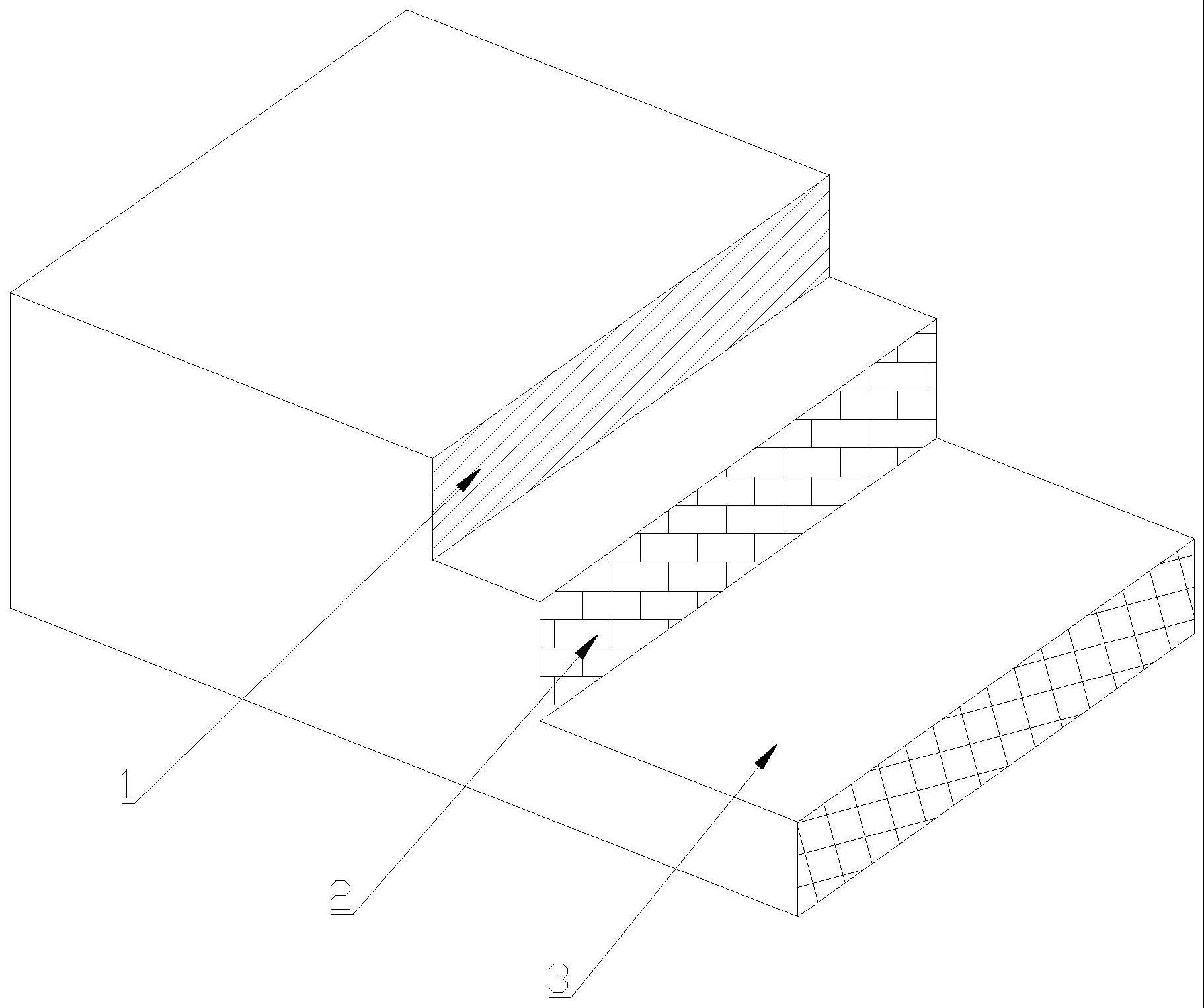
3、一种多层复合弹性体漆面保护膜,所述漆面保护膜为多层复合结构,所述漆面保护膜包括保护层一、颜色层和保护层二,颜色层一侧与用于防止颜色层老化的保护层一紧密连接,另一侧与用于防止色粉迁移渗透的保护层二紧密连接,通过保护层一、颜色层和保护层二挤出制得漆面保护膜。
4、优选地,所述保护层一的厚度为40-100um,保护层二的厚度为40-100um,颜色层的厚度为20-50um。
5、优选地,所述漆面保护膜总厚度大于100um。
6、优选地,所述保护层一和所述保护层二均采用不影响颜色层透光率的透明材质,其中为脂肪族透明tpu材质、透明聚酯弹性体材料tpee、透明聚烯烃弹性体poe、普通聚酯或聚醚类聚氨酯透明弹性体tpu中的一种。
7、优选地,所述颜色层材质为tpee、tpu、tpae中的一种,颜色层内均匀设置有用于呈色的色粉。
8、一种多层复合弹性体漆面保护膜的生产工艺,所述生产工艺用于制备所述漆面保护膜,其中生产工艺包括以下步骤:
9、步骤一、选取保护层一和保护层二的材质,再选取颜色层的材质,并向颜色层的原料内加入色粉。
10、步骤二、分别将保护层一、颜色层和保护层二的物料加入到挤出机不同的流道内。
11、步骤三、采用多层共挤工艺,挤出保护层一和保护层二,同时挤出颜色层。
12、步骤四、检测多层共挤制得的多层复合弹性体漆面保护膜。
13、优选地,所述步骤三中的挤出机挤出温度为的熔点温度以上15-25度。
14、优选地,所述步骤三中挤出机挤出温度为熔点温度以上20度。
15、优选地,所述步骤三中挤出机设定的挤出温度为190度,挤出机的转速为25rpm,挤出速度为5-8m/min。
16、本发明的有益效果:
17、1、本发明漆面保护膜,通过采用多层共挤制得的多层复合结构,制得的保护膜通过双层的保护层,对附着物的漆面进行保护,且中间层为颜色层,保护层有效的防止紫外线对颜色层的损害,且防止颜色层内的色粉迁移析出,损害漆面;
18、2、本发明漆面保护膜,结构简单,制备过程采用共挤工艺,直接成型出多层复合弹性体漆面保护膜,且保护层一、保护层二与颜色层的材质具有良好的粘合性,可紧密的连接,无需采用额外的粘合剂。
技术特征:
1.一种多层复合弹性体漆面保护膜,所述漆面保护膜为多层复合结构,其特征在于,所述漆面保护膜包括保护层一(1)、颜色层(2)和保护层二(3),颜色层(2)一侧与用于防止颜色层(2)老化的保护层一(1)紧密连接,另一侧与用于防止色粉迁移渗透的保护层二(3)紧密连接,通过保护层一(1)、颜色层(2)和保护层二(3)挤出制得漆面保护膜。
2.根据权利要求1所述的一种多层复合弹性体漆面保护膜,其特征在于,所述保护层一(1)的厚度为40-100um,保护层二(3)的厚度为40-100um,颜色层(2)的厚度为20-50um。
3.根据权利要求1所述的一种多层复合弹性体漆面保护膜,其特征在于,所述漆面保护膜总厚度为100-200um。
4.根据权利要求1所述的一种多层复合弹性体漆面保护膜,其特征在于,所述保护层一(1)和所述保护层二(3)均采用不影响颜色层(2)透光率的透明材质,其中材质为脂肪族透明tpu材质、透明聚酯弹性体材料tpee、透明聚烯烃弹性体poe、普通聚酯或聚醚类聚氨酯透明弹性体tpu中的一种。
5.根据权利要求4所述的一种多层复合弹性体漆面保护膜,其特征在于,所述颜色层(2)材质为tpee、tpu、tpae中的一种,颜色层(2)内均匀设置有用于呈色的色粉。
6.一种多层复合弹性体漆面保护膜的生产工艺,所述生产工艺用于制备如权利要求5所述的漆面保护膜,其中生产工艺包括以下步骤:
7.根据权利要求6所述的一种多层复合弹性体漆面保护膜的生产工艺,其特征在于,骤三中的挤出机挤出温度为熔点温度以上15-25度。
8.根据权利要求6所述的一种多层复合弹性体漆面保护膜的生产工艺,其特征在于,所述步骤三中挤出机挤出温度为熔点温度以上20度。
9.根据权利要求6所述的一种多层复合弹性体漆面保护膜的生产工艺,其特征在于,所述步骤三中挤出机设定的挤出温度为190度,挤出机的转速为25rpm,挤出速度为5-8m/min。
技术总结
本发明涉及保护膜技术领域,具体的是一种多层复合弹性体漆面保护膜,所述漆面保护膜为多层复合结构,所述漆面保护膜包括保护层一、颜色层和保护层二,颜色层一侧与用于防止颜色层老化的保护层一紧密连接,另一侧与用于防止色粉迁移渗透的保护层二紧密连接,通过保护层一、颜色层和保护层二挤出制得漆面保护膜。本发明漆面保护膜,通过采用多层共挤制得的多层复合结构,制得的保护膜通过双层的保护层,保护附着物的漆面,中间层为颜色层,保护层有效的防止紫外线对颜色层的损害,防止颜色层内的色粉迁移析出,制备采用共挤工艺,直接成型出漆面保护膜,保护层一、保护层二与颜色层的材质具有良好的粘合性,无需采用额外的粘合剂。
技术研发人员:彭俊星,薛伯勇,徐伟鹏
受保护的技术使用者:阿尔法(广东)高新材料有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!