一种烟花自动生产系统和厂房的制作方法
本发明涉及烟花自动生产设备领域,具体涉及一种烟花自动生产系统和厂房。
背景技术:
1、烟花,又称花炮、烟火、焰火、炮仗,根据《中国烟花爆竹标准—安全与质量》对烟花爆竹的定义为:以烟火药为原料,用于产生声光色的娱乐用品。中国劳动人民较早发明,常用于盛大的典礼或表演中。国家标准《烟花爆竹安全与质量》中烟花爆竹共分为14大类,分别为喷花类、旋转类、升空类、旋转升空类、吐珠类、线香类、烟雾类、造型玩具类、摩擦类、小礼花类、礼花弹类、架子烟花、爆竹类、组合烟花(由多个单筒组合而成的烟花产品)。现有的组合烟花在生产生产系统的效率不高,且占用面积大集成度不高的问题,因此需要一种新的生产系统集成度高,效率高同时价格便宜。
技术实现思路
1、本发明的主要目的是提供一种烟花自动生产系统,旨在解决现有组合烟花在生产生产系统的效率不高,且占用面积大集成度不高的问题的问题。
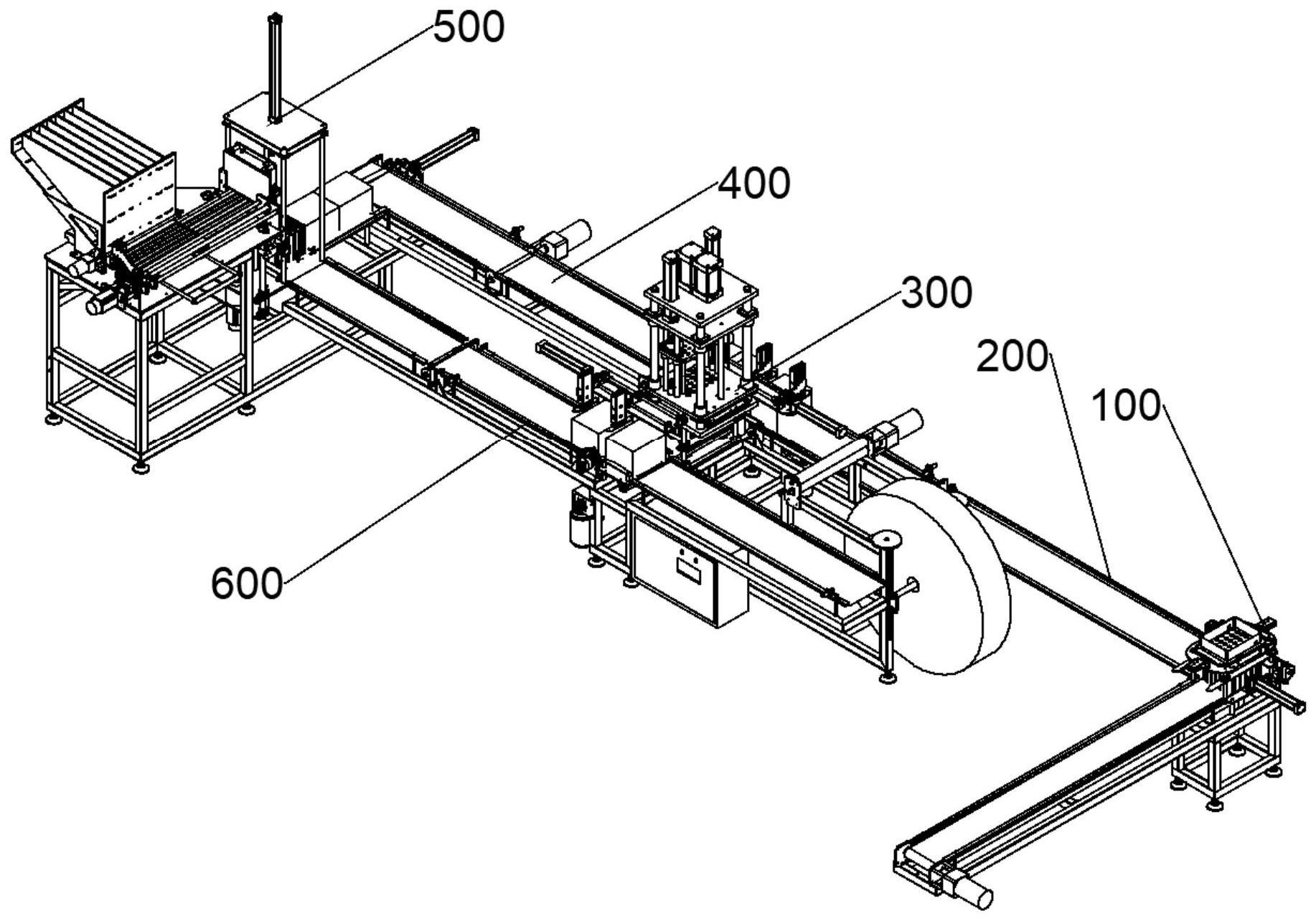
2、为实现上述目的,本发明提出的烟花自动生产系统,包括依次连接的底火填装设备、第一传送带、烟花纸片填装设备、第二传送带、内筒填装设备和第三传送带;所述烟花纸片填装设备包括纸片裁装组件、传送板、往复驱动装置和限位装置;所述传送板设置在所述纸片裁装组件下方,所述传送板的两端均设置有限位装置,所述第一传送带的出口端与所述第二传送带的入口端均连接于其中一个所述限位装置,所述第三传送带的出口端连接于另一所述限位装置;所述内筒填装设备包括限位槽、料斗、料斗驱动装置、内筒推动装置、填装模板和模板移动装置,所述限位槽设置有多个并排设置,所述料斗设置在所述限位槽的背离地面的一侧,所述料斗驱动装置用于带动所述料斗垂直所述限位槽的方向移动,所述内筒推动装置用于限位槽上的烟花内筒到所述填装模板内,所述模板移动装置用于带动所述填装模板移动。
3、优选地,所述底火填装设备包括火药暂存罐、定量模板、定量模板驱动部件、限位模板,所述火药暂存罐的底部开设有多个第一通孔,所述定量模板设置在所述火药暂存罐的朝向地面的一侧,所述定量模板上开设有与所述第一通孔对应的定量孔,所述定量模板驱动部件用于驱动所述定量模板滑动以使所述定量孔和所述第一通孔错开或者重合,所述限位模板设置在所述定量模板的朝向地面的一侧,所述限位模板上开设有与所述定量孔对应的限位孔。
4、优选地,所述料斗包括底板、挡板和多个平行且垂直所述底板的隔离板,所述底板与所述限位槽之间设置有倾斜角,所述挡板与所述隔离板垂直,所述挡板与所述限位槽平行,所述隔离板与所述限位槽平行设置。
5、优选地,所述填装模板上开设有多个填装孔,所述填装孔均布在所述填装模板上。
6、优选地,所述模板移动装置包括升降底座、升降导轨、升降底座驱动装置和旋转底座驱动装置;所述升降底座滑动设置在所述升降导轨上,所述升降底座驱动装置用于驱动所述升降底座移动,所述升降底座驱动装置的移动端与所述料斗底座连接,所述填装模板与所述升降底座旋转连接,旋转底座驱动装置用于驱动所述填装模板旋转。
7、优选地,所述内筒填装设备还包括定位平台、推入部件、推出部件和定位部件,所述定位部件对应所述填装模板设置在所述定位平台上,所述推入部件推入所述第二传送带上的烟花外筒到所述限位部件,所述推出部件用于推出所述烟花外筒到所述的第三传送带上,所述限位部件部件包括第一限位板和与所述第一限位板平行的第二限位板。
8、优选地,所述内筒推动装置包括推板导轨、推板底座、弹性部件、第一传感器、推板动力部件、推板升降部件和内筒推板;所述推板导轨平行所述限位槽设置,所述推板底座滑动设置在所述推板导轨上,所述推板动力部件用于驱动所述推板底座移动,所述推板升降部件的固定端通过所述弹性部件与所述推板底座连接,所述推板升降部件的移动端与所述内筒推板连接,所述第一传感器用于检测所述弹性部件是否压缩,所述内筒推板用于抵接并推动所述烟花内筒。
9、优选地,所述内筒推动装置还包括推杆、小推板、弹簧、第二传感器,所述内筒推板上设置有导向筒,所述推杆一端与所述小推板连接,所述推杆的另一端穿过所述导向筒与所述弹簧移动端连接,所述弹簧固定端与所述内筒推板连接,所述小推板用于抵接并推动所述烟花内筒,所述第二传感器用于检测所述弹簧的拉力。
10、优选地,包括房体和设置在所述房体内的如上任一所述烟花自动生产系统。
11、优选地,底火填装设备和烟花纸片填装设备之间,以及内筒填装设备和烟花纸片填装设备之间均设置有隔离墙,所述隔离墙上设置有传送孔,以用于传送带穿过。
12、本发明的技术方案中,烟花外筒进入到底火填装设备进行填充底火,然后通过第一传送带进入到烟花纸片填装设备,烟花纸片填装设备填装纸片后将通过第二传送带进入到内筒填装设备,烟花内筒通过料斗进入到限位槽内,内筒推动装置将限位槽上的烟花内筒到所述填装模板内,填装模板一次性将烟花内筒填装到烟花外筒内,烟花外筒通过第三传送带传回纸片裁装组件从而再次进行填装纸片,纸片裁装组件设置为双工位,现放入烟花外筒和移出烟花外筒同步进行,实现双工位的设置,有效提高了烟花纸片填装设备的生产效率,减少一个烟花制片机,增加了生产系统的集中度,同时节约成本,减少成本和占用面积,同时且在进行填装时限位槽上的烟花内筒连续对填装模板进行填装,填装效率高,填装模板一次性将烟花内筒放置到烟花外筒内。
技术特征:
1.一种烟花自动生产系统,其特征在于,包括依次连接的底火填装设备、第一传送带、烟花纸片填装设备、第二传送带、内筒填装设备和第三传送带;所述烟花纸片填装设备包括纸片裁装组件、传送板、往复驱动装置和限位装置;所述传送板设置在所述纸片裁装组件下方,所述传送板的两端均设置有限位装置,所述第一传送带的出口端与所述第二传送带的入口端均连接于其中一个所述限位装置,所述第三传送带的出口端连接于另一所述限位装置;所述内筒填装设备包括限位槽、料斗、料斗驱动装置、内筒推动装置、填装模板、模板移动装置,所述限位槽设置有多个并排设置,所述料斗设置在所述限位槽的背离地面的一侧,所述料斗驱动装置用于带动所述料斗垂直所述限位槽的方向移动,所述内筒推动装置用于限位槽上的烟花内筒到所述填装模板内,所述模板移动装置用于带动所述填装模板移动,所述压制组件将所述填装模板内的烟花内筒压制到所述烟花外筒内。
2.如权利要求1所述的烟花自动生产系统,其特征在于,所述底火填装设备包括火药暂存罐、定量模板、定量模板驱动部件、限位模板,所述火药暂存罐的底部开设有多个第一通孔,所述定量模板设置在所述火药暂存罐的朝向地面的一侧,所述定量模板上开设有与所述第一通孔对应的定量孔,所述定量模板驱动部件用于驱动所述定量模板滑动以使所述定量孔和所述第一通孔错开或者重合,所述限位模板设置在所述定量模板的朝向地面的一侧,所述限位模板上开设有与所述定量孔对应的限位孔。
3.如权利要求1所述的烟花自动生产系统,其特征在于,所述料斗包括底板、挡板和多个平行且垂直所述底板的隔离板,所述底板与所述限位槽之间设置有倾斜角,所述挡板与所述隔离板垂直,所述挡板与所述限位槽平行,所述隔离板与所述限位槽平行设置。
4.如权利要求1所述的烟花自动生产系统,其特征在于,所述填装模板上开设有多个填装孔,所述填装孔均布在所述填装模板上。
5.如权利要求1所述的烟花自动生产系统,其特征在于,所述模板移动装置包括升降底座、升降导轨、升降底座驱动装置和旋转底座驱动装置;所述升降底座滑动设置在所述升降导轨上,所述升降底座驱动装置用于驱动所述升降底座移动,所述升降底座驱动装置的移动端与所述料斗底座连接,所述填装模板与所述升降底座旋转连接,旋转底座驱动装置用于驱动所述填装模板旋转。
6.如权利要求1所述的烟花自动生产系统,其特征在于,所述内筒填装设备还包括定位平台、推入部件、推出部件和定位部件,所述定位部件对应所述填装模板设置在所述定位平台上,所述推入部件推入所述第二传送带上的烟花外筒到所述限位部件,所述推出部件用于推出所述烟花外筒到所述的第三传送带上,所述限位部件部件包括第一限位板和与所述第一限位板平行的第二限位板。
7.如权利要求1-6中任一所述的烟花自动生产系统,其特征在于,所述内筒推动装置包括推板导轨、推板底座、弹性部件、第一传感器、推板动力部件、推板升降部件和内筒推板;所述推板导轨平行所述限位槽设置,所述推板底座滑动设置在所述推板导轨上,所述推板动力部件用于驱动所述推板底座移动,所述推板升降部件的固定端通过所述弹性部件与所述推板底座连接,所述推板升降部件的移动端与所述内筒推板连接,所述第一传感器用于检测所述弹性部件是否压缩,所述内筒推板用于抵接并推动所述烟花内筒。
8.如权利要求7所述的烟花自动生产系统,其特征在于,所述内筒推动装置还包括推杆、小推板、弹簧、第二传感器,所述内筒推板上设置有导向筒,所述推杆一端与所述小推板连接,所述推杆的另一端穿过所述导向筒与所述弹簧移动端连接,所述弹簧固定端与所述内筒推板连接,所述小推板用于抵接并推动所述烟花内筒,所述第二传感器用于检测所述弹簧的拉力。
9.一种烟花自动生产厂房,其特征在于,包括房体和设置在所述房体内的如权利要求1-8中任一所述烟花自动生产系统。
10.如权利要求9所述的一种烟花自动生产厂房,其特征在于,底火填装设备和烟花纸片填装设备之间,以及内筒填装设备和烟花纸片填装设备之间均设置有隔离墙,所述隔离墙上设置有传送孔,以用于传送带穿过。
技术总结
本发明公开一种烟花自动生产系统及厂房,包括依次连接的底火填装设备、第一传送带、烟花纸片填装设备、第二传送带、内筒填装设备和第三传送带;所述烟花纸片填装设备包括纸片裁装组件、传送板、往复驱动装置和限位装置;所述传送板设置在所述纸片裁装组件下方,所述传送板的两端均设置有限位装置。本发明的技术方案中,纸片裁装组件设置为双工位,现放入烟花外筒和移出烟花外筒同步进行,实现双工位的设置,有效提高了烟花纸片填装设备的生产效率,减少一个烟花制片机,节约成本,减少成本和占用面积,同时且在进行填装时限位槽上的烟花内筒连续对填装模板进行填装,填装效率高,填装模板一次性将烟花内筒放置到烟花外筒内。
技术研发人员:刘益三
受保护的技术使用者:浏阳市益三机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!