一体化大尺寸仿生双相互穿防护结构产品及制备方法与流程
本发明属于防护材料,尤其是一体化大尺寸仿生双相互穿防护结构产品及制备方法。
背景技术:
1、防护结构是保障人体生命安全与装备安全的重要屏障,传统防护结构多由陶瓷板、金属板通过聚合物粘接堆叠形成。
2、金属板与陶瓷板间的协同作用能有效镦粗和破坏子弹,减弱子弹杀伤力并消耗子弹能量;然而,传统防护结构存在诸多不足,性能单一,防护效果不佳,已经不能满足日益复杂、苛刻的冲击环境。
3、自然界生物材料,如海螺壳、红鲍鱼壳、螳螂虾前螯中的软相、硬相材料以双相互穿形式存在,具备杰出的强度、韧性及能量吸收能力。
4、因此,发展仿生双相互穿防护结构,对提升现有防护结构具有重要意义,现有仿生双相互穿防护结构中的硬相由冷冻铸造等方式、将离散的微米级硬质相定向排布形成,力学性能提升有限,难以实现大尺寸结构的一体化成型;因此,急需开发一种一体化成型的强度高、韧性好、能量吸收水平高的大尺寸仿生双相互穿防护结构。
技术实现思路
1、本发明的目的是,提供一体化大尺寸仿生双相互穿防护结构产品及制备方法,通过仿生高强韧生物,采用建模软件完成一体化成型大尺寸仿生陶瓷骨架结构设计,以高强度的陶瓷为原料,通过3d打印制备出高强度一体化成型大尺寸仿生陶瓷骨架;再通过高温熔渗的处理方式,将金属与仿生陶瓷骨架复合,得到一种一体化成型、强度高、韧性好、能量吸收水平高的大尺寸仿生双相互穿防护结构,制备方法科学可靠,适合推广。
2、为实现上述目的,本发明提供如下技术方案:
3、一体化大尺寸仿生双相互穿防护结构产品及制备方法,其中:
4、一体化大尺寸仿生双相互穿防护结构产品的制备方法,包括如下技术步骤:
5、步骤一、一体化成型大尺寸仿生陶瓷骨架结构设计,包括:
6、①通过建模软件,完成一体化成型大尺寸仿生陶瓷骨架模型绘制,并导出stl格式文件,以备3d打印;
7、②采用10dim软件对所述stl文件进行切片处理,得到光固化3d打印机可识别的一体化成型大尺寸仿生陶瓷骨架的tdp文件;
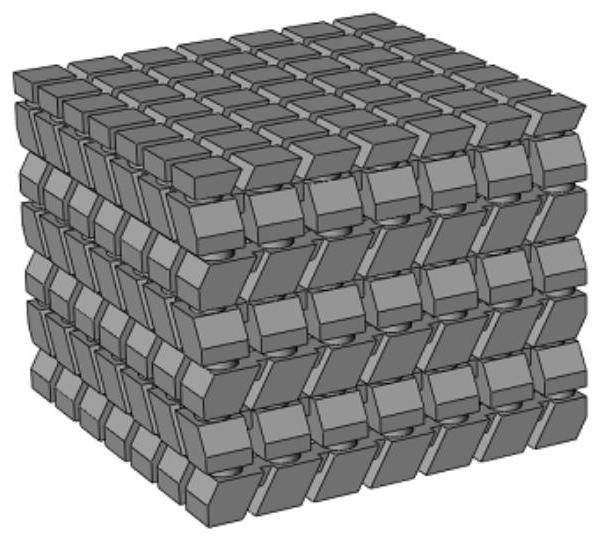
8、所述仿生陶瓷骨架,其结构设计为:一体化海螺壳交叉层状结构、一体化红鲍鱼壳砖-泥结构和/或一体化螳螂虾前螯布里冈结构;
9、作为一种举例说明,所述仿生陶瓷骨架占仿生双相互穿防护结构体积的50%~95%。
10、作为一种举例说明,所述仿生陶瓷骨架的长、宽、高为10~200mm,且彼此无相等要求。
11、作为一种举例说明,所述仿生陶瓷骨架由胞元在x、y、z方向周期排列组成,胞元的长、宽、高为0.5~10mm,且彼此无相等要求。
12、作为一种举例说明,所述仿生陶瓷骨架的胞元通过中间结构连接形成一体化结构。
13、作为一种举例说明,所述中间结构为任意的、适合连接的形状,无固定要求。
14、步骤二、一体化成型大尺寸仿生陶瓷骨架3d打印制备,包括:
15、①配制打印一体化成型大尺寸仿生陶瓷骨架所需的陶瓷浆料;
16、②将所述tdp文件导入打印机,设置紫外光功率为4000~13000μw/cm2,首层曝光时间为5~25s,其余层曝光时间为2~12s;
17、③打印完成后去除生坯上的支撑材料,并用无水乙醇清洗,获得一体化成型大尺寸仿生陶瓷骨架的生坯;
18、④对所述生坯进行排脂、烧结处理,得到3d打印的一体化成型大尺寸仿生陶瓷骨架;
19、作为一种举例说明,所述陶瓷浆料包含:陶瓷粉体、光敏树脂、烧结助剂、分散剂以及光引发剂。
20、作为一种举例说明,所述陶瓷粉体为:氧化铝、氧化锆和氧化硅中的任意一种或组合。
21、作为一种举例说明,所述打印机为光固化3d打印机,采用立体光刻成型方案、数字光处理成型方案中的一种或组合。
22、作为一种举例说明,所述陶瓷粉体的固含量为:40vol%~60vol%;所述光敏树脂为:hdda、tmpta中的一种或组合,光敏树脂的含量为40vol%~60vol%;所述烧结助剂为二氧化钛、氧化钇和氧化镁的一种或组合,烧结助剂的含量为陶瓷浆料的0.5-8wt%;所述分散剂为kos110分散剂或路博润超分散剂17000;分散剂含量为陶瓷粉体的0.2wt%~2wt%;所述光引发剂为tpo,光引发剂含量为光敏树脂的0.2wt%~2wt%。
23、作为一种举例说明,所述排脂操作是在500~650℃,保温1~3h的环境参数下进行,所述烧结操作是在1300~1700℃,保温2~6h的环境参数下进行。
24、步骤三、一体化成型大尺寸仿生双相互穿防护结构的制备:
25、将所述仿生陶瓷骨架埋入金属粉中,并置于真空烧结炉中融化,通过真空熔渗使金属液体充满所述仿生陶瓷骨架所在空间,得到一体化成型大尺寸仿生双相互穿防护结构。
26、作为一种举例说明,所述金属为铝合金和钛合金中的一种或组合。
27、作为一种举例说明,所述真空熔渗温度为600-1900℃。
28、一体化大尺寸仿生双相互穿防护结构产品,依照一体化大尺寸仿生双相互穿防护结构产品的制备方法得到的一体化大尺寸仿生双相互穿防护结构产品,包括:防弹装甲、防弹衣、防弹盾牌、防弹头盔以及其他防护类产品。
29、本发明的有益效果:
30、1、本发明通过设计一体化成型大尺寸仿生双相互穿防护结构中仿生陶瓷骨架胞元的构型、体积分数、尺寸,实现了对其力学性能设计与调控的提升与优化。
31、2、本发明以高强度的陶瓷粉体为原料,通过3d打印制备了一体化成型高强度仿生陶瓷骨架;通过高温熔渗透将金属与陶瓷骨架复合,得到了一体化成型大尺寸仿生双相互穿防护结构,具有强度高、能量吸收水平高的特性。
32、3、本发明制备方法设计科学、合理、易操作,采用光固化3d打印成型技术,如立体光刻成型技术(sla)、数字光处理成型技术(dlp),可实现多种复杂结构的高精度成型。
技术特征:
1.一体化大尺寸仿生双相互穿防护结构产品的制备方法,其特征在于,包括如下技术步骤:
2.根据权利要求1所述的一体化大尺寸仿生双相互穿防护结构产品的制备方法,其特征在于,所述仿生陶瓷骨架占仿生双相互穿防护结构体积的50%~95%。
3.根据权利要求1所述的一体化大尺寸仿生双相互穿防护结构产品的制备方法,其特征在于,所述仿生陶瓷骨架的长、宽、高为10~200mm,且彼此无相等要求。
4.根据权利要求1所述的一体化大尺寸仿生双相互穿防护结构产品的制备方法,其特征在于,所述仿生陶瓷骨架由胞元在x、y、z方向周期排列组成,胞元的长、宽、高为0.5~10mm,所述仿生陶瓷骨架的胞元通过中间结构连接形成一体化结构。
5.根据权利要求1所述的一体化大尺寸仿生双相互穿防护结构产品的制备方法,其特征在于,所述陶瓷粉体为:氧化铝、氧化锆和氧化硅中的任意一种或组合;所述打印机为光固化3d打印机,采用立体光刻成型方案、数字光处理成型方案中的一种或组合。
6.根据权利要求1所述的一体化大尺寸仿生双相互穿防护结构产品的制备方法,其特征在于,所述陶瓷粉体的固含量为:40vol%~60vol%;所述光敏树脂为:hdda、tmpta中的一种或组合,光敏树脂的含量为40vol%~60vol%;所述烧结助剂为二氧化钛、氧化钇和氧化镁的一种或组合,烧结助剂的含量为陶瓷浆料的0.5-8wt%;所述分散剂为kos110分散剂或路博润超分散剂17000;分散剂含量为陶瓷粉体的0.2wt%~2wt%;所述光引发剂为tpo,光引发剂含量为光敏树脂的0.2wt%~2wt%。
7.根据权利要求1所述的一体化大尺寸仿生双相互穿防护结构产品的制备方法,其特征在于,所述排脂操作是在500~650℃,保温1~3h的环境参数下进行,所述烧结操作是在1300~1700℃,保温2~6h的环境参数下进行。
8.根据权利要求1所述的一体化大尺寸仿生双相互穿防护结构产品的制备方法,其特征在于,所述金属为铝合金和钛合金中的一种或组合。
9.根据权利要求1所述的一体化大尺寸仿生双相互穿防护结构产品的制备方法,其特征在于,所述真空熔渗温度为600-1900℃。
10.一体化大尺寸仿生双相互穿防护结构产品,其特征在于,依据权利要求1-9任一权利要求所述的制备方法,得到的一体化大尺寸仿生双相互穿防护结构产品。
技术总结
本发明提供一体化大尺寸仿生双相互穿防护结构产品及制备方法,包括:通过建模软件,完成一体化成型大尺寸仿生陶瓷骨架模型绘制,并导出stl格式文件,采用10dim软件对所述stl文件进行切片处理,得到光固化3D打印机可识别的仿生陶瓷骨架的tdp文件;配制打印一体化成型大尺寸仿生陶瓷骨架所需的陶瓷浆料;将所述tdp文件导入打印机,打印完成后去除生坯上的支撑材料,将仿生陶瓷骨架埋入金属粉中,并置于真空烧结炉中融化,通过真空熔渗使金属液体充满所述仿生陶瓷骨架所在空间,得到一体化成型大尺寸仿生双相互穿防护结构及产品,具有强度高、能量吸收水平高的特性;本发明制备方法设计科学、合理、易操作,可实现多种复杂结构的高精度成型。
技术研发人员:何汝杰,李营,张艳朋,张燕,张学勤,刘凯
受保护的技术使用者:北京普凡防护科技有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!