食品包装回收膜再生土工膜及其制备方法与流程
本发明涉及多层结构体,尤其涉及一种薄膜,更加涉及一种食品包装回收膜再生土工膜及其制备方法。
背景技术:
1、日常生活中,食品包装和食品的密切关系早已被千家万户所认知。无论是商店、超市还是家庭,处处都可见设计精美、实用方便的食品包装。食品包装就像食品的贴身衣物一样,是现代食品工业的最后一道工序,它不但起到保护、宣传食品的作用,而且便于食品的储藏、运输和销售。在很大程度上,食品包装已经成为食品不可分割的组成部分,对食品质量将产生直接或间接的影响。
2、目前,食品包装所采用的膜通常是多层材料薄膜复合而成,常见为pp/pa/pet/pe等多层材料复合而成的薄膜,由于这些材料极性与流动性能相差很大,使得食品包装膜使用后,即使回收清洗后,也无法高价值化利用,通常仅仅作为卡板填充材料使用。此举大大浪费了资源,不符合目前倡导的废旧膜回收利用的举措。
3、因而,如何将食品包装膜回收后最大价值的进行利用,是业界急需解决的难题。
技术实现思路
1、基于上述问题,本发明的目的在于提供一种食品包装回收膜再生土工膜及其制备方法,本发明将食品包装回收膜转化为土工膜,变废为宝,将食品包装膜回收后最大价值的进行利用。且所制得的土工膜各方面性能较佳,可作为原生态土工膜的替换产品。
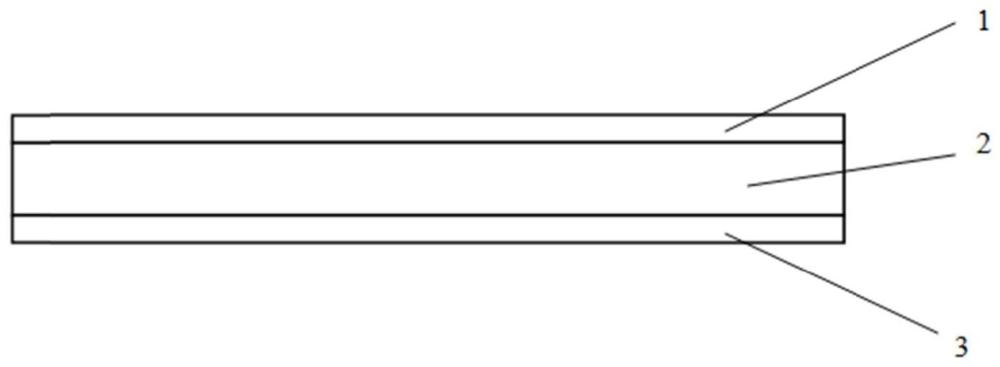
2、为实现上述目的,本发明第一方面提供了一种食品包装回收膜再生土工膜,包括依次设置的最外层、中间层和最内层。所述最外层和所述最内层以所述中间层为轴呈对称分布。按重量百分数计,所述最外层和所述最内层包括85.0~95.0%的高密度聚乙烯、1.0~10.0%的中密度聚乙烯、1.0~5.0%的第一相容剂和0.5~2.0%的硅烷改性蒙脱土。所述中间层包括75.0~93.0%的食品包装回收膜、5.0~20.0%的第二相容剂和2.0~8.0%的乙烯-醋酸乙烯共聚物。
3、本发明的食品包装回收膜再生土工膜中,通过最外层和最内层以中间层为轴呈对称分布,也就是整个土工膜呈对称结构,在受到外力影响时,土工膜中的各层能保持受力的均匀性防止局部因受力不均而产生变形乃至撕裂。同时,最外层和最内层在高密度聚乙烯的基础上加入少量的中密度聚乙烯、第一相容剂和硅烷改性蒙脱土,硅烷改性蒙脱土可提高土工膜的力学性能,第一相容剂可使硅烷改性蒙脱土均匀分散于高密度聚乙烯中,并产生良好的界面相互作用,使得其与中间层的食品包装回收膜能较好的复合。中间层在食品包装回收膜的基础上增加第二相容剂和乙烯-醋酸乙烯共聚物,乙烯-醋酸乙烯共聚物可调节聚乙烯的极性,再通过第二相容剂的添加,使得食品包装回收膜中的pa、pet、pp能够与聚乙烯形成比较好的相容性,从而实现吹膜加工。在硅烷改性蒙脱土的基础上,再结合食品包装回收膜中的pa、pet等可改善土工膜的挺度、强度等力学性能。因而可使得土工膜各方面性能较佳,以作为原生态土工膜的替换产品。
4、作为本发明的一技术方案,所述最外层、所述中间层和所述最内层的厚度之比为1~2:3~8:1~2。
5、作为本发明的一技术方案,所述高密度聚乙烯的密度为0.956g/cm3以上,熔融指数为≤0.04g/10min。
6、作为本发明的一技术方案,所述中密度聚乙烯的密度为0.935~0.950g/cm3,熔融指数为<0.5g/10min。
7、作为本发明的一技术方案,所述第一相容剂包括马来酸酐接枝聚乙烯和/马来酸酐接枝苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物。
8、作为本发明的一技术方案,所述硅烷改性蒙脱土为采用十六烷基三丁基溴化鏻插层改性蒙脱土,并采用十六烷基三甲氧基硅烷进行改性。
9、作为本发明的一技术方案,所述第二相容剂包括乙烯-丙烯酸丁酯-甲基丙烯酸缩水甘油三元共聚物和马来酸酐接枝聚烯烃类化合物。
10、作为本发明的一技术方案,所述马来酸酐接枝聚烯烃类化合物包括马来酸酐接枝聚烯烃弹性体、马来酸酐接枝聚乙烯和三元乙丙橡胶接枝甲基丙烯酸甲酯。
11、作为本发明的一技术方案,所述乙烯-醋酸乙烯共聚物中醋酸乙烯单元的含量为10~20wt.%。
12、本发明的第二方面提供了一种食品包装回收膜再生土工膜的制备方法,将所述最外层、所述中间层和所述最内层的原料各自按照配方比混合均匀,分别送至三层共挤吹膜机组的挤出机,再依次经挤出、过水冷却、牵引、120~130℃下加热软化、二次吹胀、收卷定型。
13、本发明的制备方法将食品包装回收膜进行利用以制得土工膜,通过变废为宝,以将食品包装膜回收后最大价值的进行利用。
技术特征:
1.一种食品包装回收膜再生土工膜,包括依次设置的最外层、中间层和最内层,其特征在于,所述最外层和所述最内层以所述中间层为轴呈对称分布,按重量百分数计,所述最外层和所述最内层包括85.0~95.0%的高密度聚乙烯、1.0~10.0%的中密度聚乙烯、1.0~5.0%的第一相容剂和0.5~2.0%的硅烷改性蒙脱土,所述中间层包括75.0~93.0%的食品包装回收膜、5.0~20.0%的第二相容剂和2.0~8.0%的乙烯-醋酸乙烯共聚物。
2.根据权利要求1所述的食品包装回收膜再生土工膜,其特征在于,所述最外层、所述中间层和所述最内层的厚度之比为1~2:3~8:1~2。
3.根据权利要求1所述的食品包装回收膜再生土工膜,其特征在于,所述高密度聚乙烯的密度为0.956g/cm3以上,熔融指数为≤0.04g/10min。
4.根据权利要求1所述的食品包装回收膜再生土工膜,其特征在于,所述中密度聚乙烯的密度为0.935~0.950g/cm3,熔融指数为<0.5g/10min。
5.根据权利要求1所述的食品包装回收膜再生土工膜,其特征在于,所述第一相容剂包括马来酸酐接枝聚乙烯和/马来酸酐接枝苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物。
6.根据权利要求1所述的食品包装回收膜再生土工膜,其特征在于,所述硅烷改性蒙脱土为采用十六烷基三丁基溴化鏻插层改性蒙脱土,并采用十六烷基三甲氧基硅烷进行改性。
7.根据权利要求1所述的食品包装回收膜再生土工膜,其特征在于,所述第二相容剂包括乙烯-丙烯酸丁酯-甲基丙烯酸缩水甘油三元共聚物和马来酸酐接枝聚烯烃类化合物。
8.根据权利要求7所述的食品包装回收膜再生土工膜,其特征在于,所述马来酸酐接枝聚烯烃类化合物包括马来酸酐接枝聚烯烃弹性体、马来酸酐接枝聚乙烯和三元乙丙橡胶接枝甲基丙烯酸甲酯。
9.根据权利要求1所述的食品包装回收膜再生土工膜,其特征在于,所述乙烯-醋酸乙烯共聚物中醋酸乙烯单元的含量为10~20wt.%。
10.根据权利要求1~9任一项所述的食品包装回收膜再生土工膜的制备方法,其特征在于,包括:将所述最外层、所述中间层和所述最内层的原料各自按照配方比混合均匀,分别送至三层共挤吹膜机组的挤出机,再依次经挤出、过水冷却、牵引、120~130℃下加热软化、二次吹胀、收卷定型。
技术总结
本发明提供了一种食品包装回收膜再生土工膜及其制备方法。食品包装回收膜再生土工膜包括依次设置的最外层、中间层和最内层。最外层和最内层以中间层为轴呈对称分布。按重量百分数计,最外层和最内层包括85.0~95.0%的高密度聚乙烯、1.0~10.0%的中密度聚乙烯、1.0~5.0%的第一相容剂和0.5~2.0%的硅烷改性蒙脱土。中间层包括75.0~93.0%的食品包装回收膜、5.0~20.0%的第二相容剂和2.0~8.0%的乙烯‑醋酸乙烯共聚物。在硅烷改性蒙脱土的基础上,再结合食品包装回收膜中的PA、PET等可改善土工膜的挺度、强度等力学性能。因而可使得土工膜各方面性能较佳,以作为原生态土工膜的替换产品。
技术研发人员:黄卫东,陈侨,黄镇荣,林城,黄伟东
受保护的技术使用者:东莞市正新包装制品有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!