一种装配锥形头锥的组装型轻便工装的制作方法
本技术属于弹药装配领域,具体涉及一种装配锥形头锥的组装型轻便工装。
背景技术:
1、一些炮射弹药的结构件比较多,尤其是外径结构件的装配问题,因为炮射弹丸需要在飞行时具有小的外形阻力,因此外径要求光滑。如果弹丸装配不到位,弹丸在发射后其每分钟约一万转以上的旋转速度对各部件的旋紧力有较高要求,因此需要设计专用的装配工装进行装配。传统技术的缺陷:传统的装配工装一般是用夹具抱紧弹体,夹具和弹体之间使用薄牛皮减少夹具对弹体表面的损坏及增加摩擦力,并且夹具一般很笨重,这种设计适用于一般的圆柱体装配。一旦零件是异形,这种夹具能够可夹的外径很小,无法提供可靠的旋紧力,无法保证达到弹丸需要的旋紧力矩,如果没有旋紧,弹丸发射时零件间就会产生相对转动,影响弹丸工作可靠性。
技术实现思路
1、(一)要解决的技术问题
2、本实用新型要解决的技术问题是如何提供一种装配锥形头锥的组装型轻便工装,以解决前部在与弹体装配时,由于外部没有受力点,使锥形头锥无法可靠旋紧的问题。
3、(二)技术方案
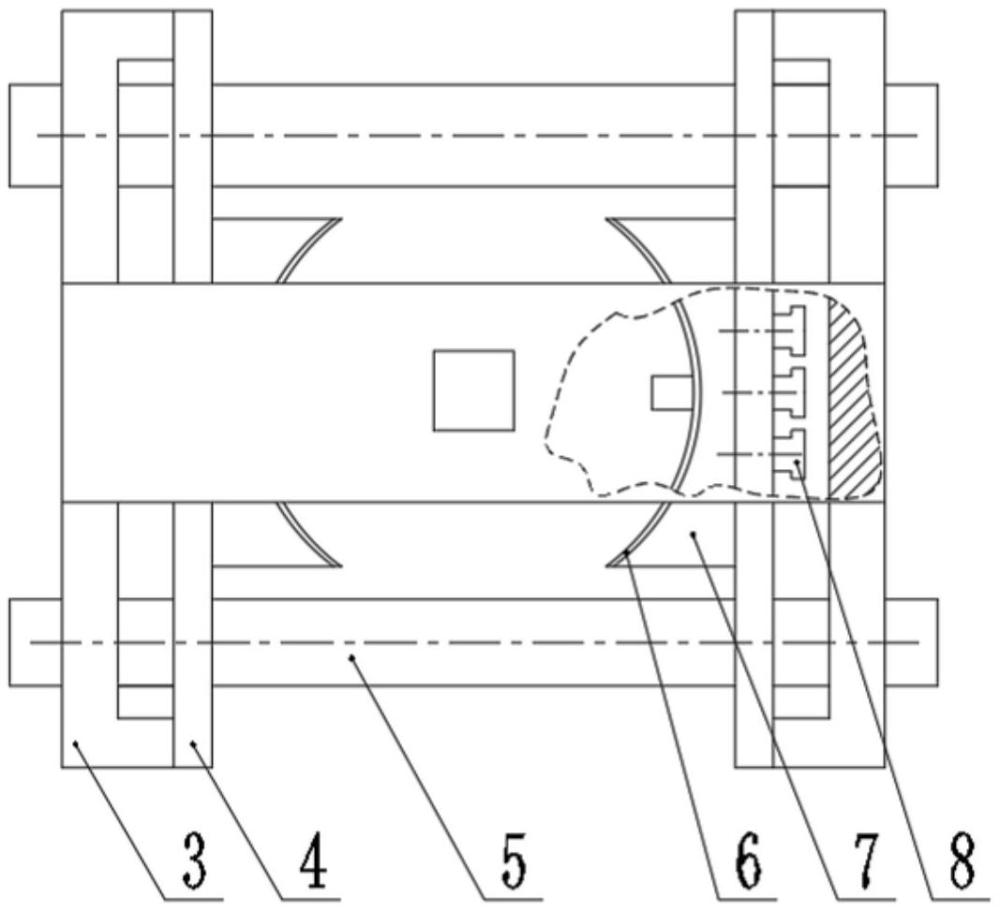
4、为了解决上述技术问题,本实用新型提出一种装配锥形头锥的组装型轻便工装,包括:u型力矩架3、卡板4、连接杆5、牛皮6、外形夹块7、定位销钉8;
5、所述u型力矩架3是组装型轻便工装的上力矩部件,力矩扳手通过u型力矩架3的顶端方形孔来给锥形头锥上力矩。
6、所述u型力矩架3左右两端为定位部,两个定位部之间设置有u型横梁,u型横梁顶端中部开设有方形孔;
7、所述卡板4设置有2个,每个所述卡板4两端开设有大圆孔,大圆孔内插入连接杆5,通过连接杆5将卡板4连接u型力矩架3的定位部,所述卡板4中部开设有三个定位孔,定位孔内穿设销钉,卡板4通过销钉连接外形夹块7,
8、所述外形夹块7设有一端弧形面,弧形面上粘接牛皮6,另一端为直面,直面上对应开设有三个定位孔,用于连接卡板4;
9、所述卡板4与外形夹块7三个定位孔中的中心孔插入销钉8后贯穿插入锥形头锥1的装配孔内,预紧锥形头锥1后,将u型力矩架3通过连接杆5固定,使用力矩扳手插入u型力矩架3上方力矩孔,完成力矩拧紧。
10、所述卡板4两端开设的大圆孔直径设置为20mm。
11、所述连接杆5设置为个直径19mm的钢直棒。
12、(三)有益效果
13、本实用新型提出零件结构简单,组装简单,易于操作,保证了装配锥形头锥1时不磕碰弹体2并能够可靠拧紧锥形头锥1。可根据不同尺寸的锥形头锥,更换u型力矩架,满足各种尺寸规格的锥形头锥零件装配,具备一定的通用性。
14、本实用新型装配锥形头锥的组装型轻便工装提高了装配效率,并且工装进行了轻量可组装化设计,不但工装重量轻,而且工装各个部件的组合可以单独进行零件装配,提高了装配工艺可靠性。
技术特征:
1.一种装配锥形头锥的组装型轻便工装,其特征在于,包括:u型力矩架(3)、卡板(4)、连接杆(5)、牛皮(6)、外形夹块(7)、定位销钉(8);
2.如权利要求1所述的装配锥形头锥的组装型轻便工装,其特征在于,所述卡板(4)两端开设的大圆孔直径设置为20mm。
3.如权利要求1所述的装配锥形头锥的组装型轻便工装,其特征在于,所述连接杆(5)设置为直径19mm的钢直棒。
技术总结
本技术涉及一种装配锥形头锥的组装型轻便工装,属于弹药装配领域。包括:U型力矩架3、卡板4、连接杆5、牛皮6、外形夹块7、定位销钉8,安装零件将卡板4和外形夹块7使用销钉8装配在一起,然后使用销钉8,将两对卡板4和外形夹块7组件通过中心孔贯穿插入锥形头锥1的装配孔内。预紧锥形头锥1后,将U型力矩架3通过连接杆5安装在工具上,使用力矩扳手插入U型力矩架3上方力矩孔,完成力矩拧紧。装配锥形头锥的组装型轻便工装提高了装配质量和效率,由于轻便,避免了安全事故的发生。
技术研发人员:周威,关军,李志锋,董睿,张琦琦,张镇洲,薛世超,张硕,林雪,杜凤艳
受保护的技术使用者:辽沈工业集团有限公司
技术研发日:20231213
技术公布日:2024/10/24
- 还没有人留言评论。精彩留言会获得点赞!