一种复合隔热保温板材及其制备方法与流程
本发明涉及保温材料,具体涉及一种复合隔热保温板材及其制备方法。
背景技术:
1、随着全球能源危机和生态环境恶化等问题加剧,节能环保已引发高度关注,人们对隔热保温技术提出了越来越高的要求。
2、近年来,保温材料发展迅速。目前常用的保温材料,从材质成份上,主要可以分为有机保温材料、无机保温材料和复合保温材料三大类。它们性能各异,优势也各不相同。
3、有机保温材料譬如常见的聚苯板、聚氨酯泡沫等,重量轻密性较高、防水耐潮致、可加工性较好,综合造价低,得到广泛应用。但存在一定的缺点,如耐老化性能差,易燃烧,一旦着火会伴有烟雾和毒气,对环境和人体健康造成危害。
4、无机保温材料譬如岩棉、玻璃棉、气凝胶毡等,因不燃、耐高温、性能稳定,使用率呈逐年递增的趋势。但其容重大、导热系数高、吸水率较高,且生产成本高、工艺复杂、施工难度高,易产生粉尘、细小纤维等物质。
5、有机和无机保温材料都存在着一定的缺点,为了克服保温隔热材料的不足,开发安全性能高、防火阻燃、隔热保温的绿复合隔热保温材料具有重要意义。
技术实现思路
1、针对现有技术中的缺陷,本发明的目的是提供一种复合隔热保温板材,具有良好的保温隔热性能、防火性能和热辐射反射性能,达到a1级防火标准,且制备工艺简单,可批量化生产。
2、为实现上述目的,本发明提供如下技术方案:
3、第一方面,本发明提供一种复合隔热保温板材,包括金属箔、保温材料和纤维网,其中,所述金属箔位于所述保温材料的内部,所述纤维网位于所述保温材料的外侧,所述金属箔涂布改性无机胶黏剂,所述纤维网涂布改性无机胶黏剂。
4、进一步地,所述金属箔的厚度为10~95μm。
5、进一步地,所述保温板材的厚度为2.5~100mm。
6、进一步地,所述改性无机胶黏剂为纳米无机树脂。
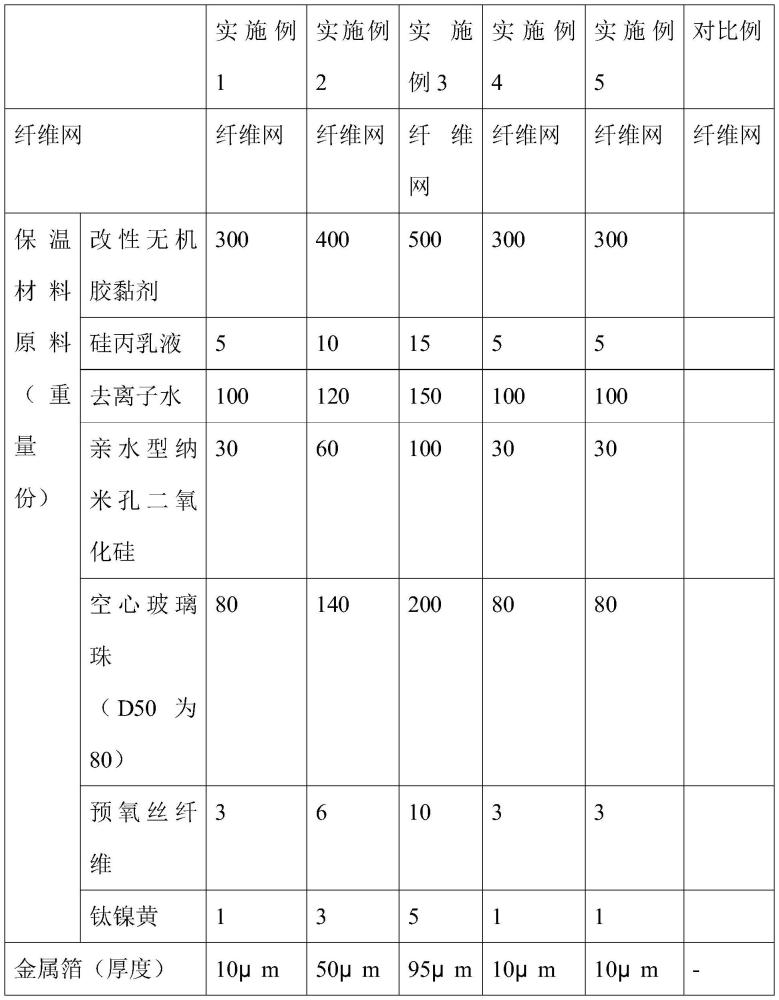
7、进一步地,所述保温材料的原料,按重量份计,包括:所述改性无机胶黏剂300~500份,硅丙乳液5~15份,去离子水100~150份,亲水型纳米孔二氧化硅30~100份,d50为80的空心玻璃珠80~200份,预氧丝纤维3~10份,钛镍黄1~5份。
8、第二方面,本发明提供所述复合隔热保温板材的制备方法,其特征在于,包括以下步骤:
9、步骤1,制备保温材料:
10、步骤(100)按重量份计,准备原料包括:所述改性无机胶黏剂300~500份,硅丙乳液5~15份,去离子水100~150份,亲水型纳米孔二氧化硅30~100份,d50为80的空心玻璃珠80~200份,预氧丝纤维3~10份,钛镍黄1~5份;
11、步骤(101)将所述改性无机胶黏剂与所述硅丙乳液进行预混,搅拌均匀,得到预混乳液;
12、步骤(102)将所述纳米孔二氧化硅和所述预氧丝纤维加入所述步骤(101)得到的所述预混乳液中,低速分散,得到分散乳液;
13、步骤(103)将所述d50为80的空心玻璃珠、所述钛镍黄和所述去离子水加入所述步骤(102)得到的所述分散乳液中,充分搅拌,得到保温材料备用;
14、步骤2,在金属箔上涂布所述改性无机胶黏剂,备用;
15、步骤3,在纤维网上涂布所述改性无机胶黏剂,然后在所述纤维网上铺上所述步骤1得到的所述保温材料,铺上所述步骤2得到的所述金属箔,再铺上所述步骤1得到的所述保温材料,获得板材胚料;
16、步骤4,将所述步骤3得到的所述板材胚料模压成型为保温板材。
17、进一步地,所述步骤(101)中,搅拌速度为300~450r/min,搅拌时间控制在15~20分钟;所述步骤(102)中,低速分散的条件为:采用水泥净浆双速搅拌机,转速200~350r/min,时间控制在15~20min;所述步骤(103)中,搅拌速度为300~450r/min,搅拌时间控制在30~40min。
18、进一步地,所述步骤4中,模压成型的条件为:压力为0.3~1kg/cm2,时间控制在10~30秒。
19、进一步地,所述复合隔热保温板材的制备方法还包括步骤5,将所述步骤4得到的所述保温板材进行真空薄膜封装。
20、进一步地,所述步骤5中,所述真空薄膜封装采用pet膜或pi膜。
21、本发明技术方案,具有如下优点:
22、本发明复合隔热保温板材的保温材料中二氧化硅的含量较高,二氧化硅的热辐射系数0.95-0.98,在保温材料中加入金属箔,可有效阻断二氧化硅在高温下的热辐射传热,提高板材耐高温冲击性能。金属箔涂布改性无机胶黏剂,可防止金属箔氧化,并增强金属箔与板材的附着力。保温材料中还加入纤维网,可起到加固和支撑作用,纤维网涂布改性无机胶黏剂,可增强其与板材的附着力。
23、本发明复合隔热保温板材导热系数低(无封装裸板的导热系数为0.03-0.04w/m·k,pet/pi膜真空封装板的导热系数为0.018-0.025w/m·k),对火焰和1000℃以上高温的热冲击有很好的阻断性,可以反射热辐,达到a1级防火标准,且制备工艺简单,可批量化生产,广泛应用于工业及建筑隔热保温场景。
技术特征:
1.一种复合隔热保温板材,其特征在于,包括金属箔、保温材料和纤维网,其中,所述金属箔位于所述保温材料的内部,所述纤维网位于所述保温材料的外侧,所述金属箔涂布改性无机胶黏剂,所述纤维网的涂布改性无机胶黏剂。
2.根据权利要求1所述的复合隔热保温板材,其特征在于,所述金属箔的厚度为10~95μm。
3.根据权利要求1所述的复合隔热保温板材,其特征在于,所述保温板材的厚度为2.5~100mm。
4.根据权利要求1所述的复合隔热保温板材,其特征在于,所述改性无机胶黏剂为纳米无机树脂。
5.根据权利要求1所述的复合隔热保温板材,其特征在于,所述保温材料的原料,按重量份计,包括:所述改性无机胶黏剂300~500份,硅丙乳液5~15份,去离子水100~150份,亲水型纳米孔二氧化硅30~100份,d50为80的空心玻璃珠80~200份,预氧丝纤维3~10份,钛镍黄1~5份。
6.根据权利要求1至5任一项所述的复合隔热保温板材的制备方法,其特征在于,包括以下步骤:
7.根据权利要求5所述的复合隔热保温板材的制备方法,其特征在于,所述步骤(101)中,搅拌速度为300~450r/min,搅拌时间控制在15~20分钟;所述步骤(102)中,低速分散的条件为:采用水泥净浆双速搅拌机,转速200~350r/min,时间控制在15~20min;所述步骤(103)中,搅拌速度为300~450r/min,时间控制在30~40min。
8.根据权利要求5所述的复合隔热保温板材的制备方法,其特征在于,所述步骤4中,所述模压成型的条件为:压力为0.3~1kg/cm2,时间控制在10~30秒。
9.根据权利要求5所述的复合隔热保温板材的制备方法,其特征在于,还包括步骤5,将所述步骤4得到的所述保温板材进行真空薄膜封装。
10.根据权利要求5所述的复合隔热保温板材的制备方法,其特征在于,所述步骤5中,所述真空薄膜封装采用pet膜或pi膜。
技术总结
本发明提供一种复合隔热保温板材及其制备方法。以改性无机胶黏剂、硅丙乳液、纳米孔二氧化硅、金属箔等材料作为原料,通过模压成型制备。导热系数低,对火焰和1000℃以上高温的热冲击有很好的阻断性,可以反射热辐射,达到A1级防火标准,且制备工艺简单,可批量化生产,广泛应用于工业及建筑隔热保温场景。
技术研发人员:王震
受保护的技术使用者:北京多美安新材料科技有限公司
技术研发日:
技术公布日:2024/9/2
- 还没有人留言评论。精彩留言会获得点赞!