一种组合纸筒烟花自动组装设备的制作方法
本发明涉及烟花生产设备,具体为一种组合纸筒烟花自动组装设备。
背景技术:
1、组合纸筒烟花自动组装设备能够方便进行纸筒烟花的生产处理,提高自动化生产能力,配合人工进行处理,达到高效配合的目的,同时关键部位采用机械化控制,能够提高安全生产性能,减少人为的失误现象,提高生产安全能力。
2、但是目前组合纸筒烟花自动组装设备存在以下问题:存在不便于进行连续自动化控制的现象,使得流程之间不方便进行监控处理,需要进行改进。
技术实现思路
1、本发明的目的在于提供一种组合纸筒烟花自动组装设备,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种组合纸筒烟花自动组装设备,包括人工上料工位,所述人工上料工位的后端连通设有装药器,所述装药器的后端设有第一推料器,所述第一推料器能够将不合格装药纸筒进行传输,所述第一推料器的侧端设有第一视觉检测器,所述第一视觉检测器进行视觉扫描处理,所述第一视觉检测器的侧端设有第一压纸器,所述第一压纸器用于压纸处理,且第一压纸器前端与第二纸卷上料工位连接,通过第二纸卷上料工位输送纸料,所述第一压纸器的侧端第二视觉检测器,用于再次装药确认,所述第二视觉检测器的侧端设有第二推料器,所述第二推料器将纸筒拖移至装弹器上,通过装弹器进行装弹处理,所述装弹器的侧端连通设有第二压纸器,所述第二压纸器前端设有第一纸卷上料工位,所述第一纸卷上料工位通过第二压纸器再次进行装纸处理,所述第二压纸器的侧端设有成品下料工位,所述成品下料工位进行成品的导排处理。
3、具体的,所述人工上料工位通过装药器进行装药,之后通过第一推料器、第一视觉检测器进行检测分析,进行合格分离处理。
4、具体的,所述第二纸卷上料工位通过第一压纸器进行压纸处理,从而进行加工处理,处理后的纸筒通过第二视觉检测器分析,传导至第二推料器上,通过第二推料器引导传输至装弹器上,进行装弹处理。
5、具体的,所述人工上料工位通过传输带与装药器连通,之后通过传送带进行引导,传导至第二推料器上,通过第二推料器推移处理至装弹器上,之后通过传送带引导至成品下料工位上。
6、具体的,所述人工上料工位、装药器、第一推料器、第一视觉检测器、第一压纸器、第二视觉检测器、第二推料器、装弹器、第二压纸器、第一纸卷上料工位、成品下料工位、第二纸卷上料工位整体采用自动化监测处理,能够进行设备运行状态、生产情况、生产计划、产量对比,通过网络能够与电子显示屏以及手机进行连接。
7、具体的,所述第一视觉检测器、第二视觉检测器通过大数据分析对比,从而进行产品的检测处理。
8、一种组合纸筒烟花自动组装设备的生产工艺,包括以下步骤:
9、s1、将纸筒通过人工上料工位能够导入,之后到达装药器位置处,进行装药处理,之后通过引导到达第一推料器、第一视觉检测器上,能够进行监测分析,将不合格品进行剔除;
10、s2、之后引导至第一压纸器上,通过第二纸卷上料工位供给纸料,从而方便进行压纸处理,方便进行流水化的生产处理工作,之后引导至第二视觉检测器上,第二视觉检测器进行二次检测,检测压纸情况;
11、s3、之后通过传输,将产品引导至第二推料器上,第二推料器能够再次进行分离,将合格品引导至装弹器上,进行装弹处理;
12、s4、之后引导至第二压纸器上,此时的第一纸卷上料工位供给纸,进行再次压纸处理,最终通过成品下料工位离开,完成整体生产目的。
13、与现有技术相比,本发明的有益效果是:
14、一、通过安装人工上料工位,能够导入纸筒,之后到达装药器位置处,进行装药处理,之后通过引导到达第一推料器、第一视觉检测器上,能够进行监测分析,将不合格品进行剔除,之后引导至第一压纸器上,通过第二纸卷上料工位供给纸料,从而方便进行压纸处理,方便进行流水化的生产处理工作。
15、二、通过安装第二视觉检测器,第二视觉检测器进行二次检测,检测压纸情况,之后通过传输,将产品引导至第二推料器上,第二推料器能够再次进行分离,将合格品引导至装弹器上,进行装弹处理,之后引导至第二压纸器上,此时的第一纸卷上料工位供给纸,进行再次压纸处理,最终通过成品下料工位离开,完成整体生产目的,同时设备整体采用自动化监测处理,能够进行设备运行状态、生产情况、生产计划、产量对比,通过网络能够与电子显示屏以及手机进行连接。
技术特征:
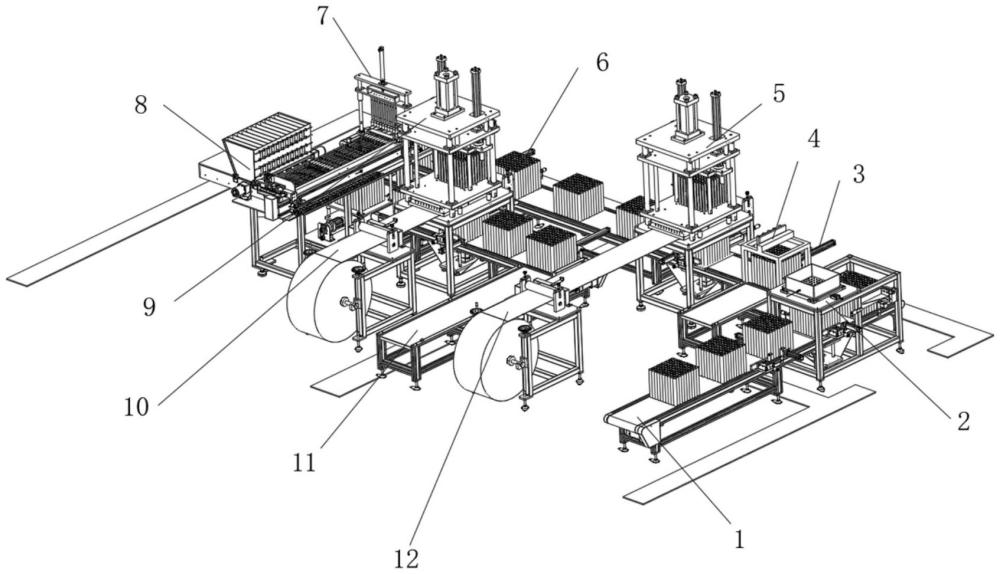
1.一种组合纸筒烟花自动组装设备,包括人工上料工位(1),其特征在于:所述人工上料工位(1)的后端连通设有装药器(2),所述装药器(2)的后端设有第一推料器(3),所述第一推料器(3)能够将不合格装药纸筒进行传输,所述第一推料器(3)的侧端设有第一视觉检测器(4),所述第一视觉检测器(4)进行视觉扫描处理,所述第一视觉检测器(4)的侧端设有第一压纸器(5),所述第一压纸器(5)用于压纸处理,且第一压纸器(5)前端与第二纸卷上料工位(12)连接,通过第二纸卷上料工位(12)输送纸料,所述第一压纸器(5)的侧端第二视觉检测器(6),用于再次装药确认,所述第二视觉检测器(6)的侧端设有第二推料器(7),所述第二推料器(7)将纸筒拖移至装弹器(8)上,通过装弹器(8)进行装弹处理,所述装弹器(8)的侧端连通设有第二压纸器(9),所述第二压纸器(9)前端设有第一纸卷上料工位(10),所述第一纸卷上料工位(10)通过第二压纸器(9)再次进行装纸处理,所述第二压纸器(9)的侧端设有成品下料工位(11),所述成品下料工位(11)进行成品的导排处理。
2.根据权利要求1所述的一种组合纸筒烟花自动组装设备,其特征在于:所述人工上料工位(1)通过装药器(2)进行装药,之后通过第一推料器(3)、第一视觉检测器(4)进行检测分析,进行合格分离处理。
3.根据权利要求2所述的一种组合纸筒烟花自动组装设备,其特征在于:所述第二纸卷上料工位(12)通过第一压纸器(5)进行压纸处理,从而进行加工处理,处理后的纸筒通过第二视觉检测器(6)分析,传导至第二推料器(7)上,通过第二推料器(7)引导传输至装弹器(8)上,进行装弹处理。
4.根据权利要求3所述的一种组合纸筒烟花自动组装设备,其特征在于:所述人工上料工位(1)通过传输带与装药器(2)连通,之后通过传送带进行引导,传导至第二推料器(7)上,通过第二推料器(7)推移处理至装弹器(8)上,之后通过传送带引导至成品下料工位(11)上。
5.根据权利要求4所述的一种组合纸筒烟花自动组装设备,其特征在于:所述人工上料工位(1)、装药器(2)、第一推料器(3)、第一视觉检测器(4)、第一压纸器(5)、第二视觉检测器(6)、第二推料器(7)、装弹器(8)、第二压纸器(9)、第一纸卷上料工位(10)、成品下料工位(11)、第二纸卷上料工位(12)整体采用自动化监测处理,能够进行设备运行状态、生产情况、生产计划、产量对比,通过网络能够与电子显示屏以及手机进行连接。
6.根据权利要求5所述的一种组合纸筒烟花自动组装设备,其特征在于:所述第一视觉检测器(4)、第二视觉检测器(6)通过大数据分析对比,从而进行产品的检测处理。
7.一种组合纸筒烟花自动组装设备的生产工艺,采用权利要求7中所述的一种组合纸筒烟花自动组装设备,其特征在于,包括以下步骤:
技术总结
本发明公开了一种组合纸筒烟花自动组装设备,包括人工上料工位,所述人工上料工位的后端连通设有装药器,所述装药器的后端设有第一推料器,所述第一推料器能够将不合格装药纸筒进行传输,所述第一推料器的侧端设有第一视觉检测器,所述第一视觉检测器进行视觉扫描处理,所述第一视觉检测器的侧端设有第一压纸器,所述第一压纸器用于压纸处理,且第一压纸器前端与第二纸卷上料工位连接,通过第二纸卷上料工位输送纸料,所述第一压纸器的侧端第二视觉检测器,用于再次装药确认,所述第二视觉检测器的侧端设有第二推料器。本发明为组合纸筒烟花自动组装设备,通过结构的设置,实现纸筒烟花自动组装的目的。
技术研发人员:余发民,席巍,蒋湘彪,刘力,陈晓,罗达军,李鹏程
受保护的技术使用者:长沙海泰克自动化设备有限公司
技术研发日:
技术公布日:2024/10/24
- 还没有人留言评论。精彩留言会获得点赞!