一种遮光性好的冷冲压成型铝的制作方法
本技术涉及成型铝,具体涉及一种遮光性好的冷冲压成型铝。
背景技术:
1、冷冲压是在常温下,利用冲压模在压力机上对板料或热料施加压力,使其产生塑性变形或分离以而获得所需形状和尺寸的一种压力加工方法,铝有延展性,常制成棒状、片状、箔状、粉状、带状和丝状等,冷冲压成型铝将冷冲压操作施加在铝材料上,获得所需结构。
2、如授权公告号为cn207825635u的一种环保型冷冲压成型铝,包括依次设置的表层、中间层和热封层,表层和中间层之间、中间层和热封层之间通过胶粘层粘合,所述表层为尼龙层。
3、冷冲压成型铝在制得后,经常用于室外的强光环境中,由于成型铝的结构单一,针对室外的环境,强光易渗透,在强光环境下的成型铝的遮光性有待加强,因此,亟需一种遮光性好的冷冲压成型铝来解决上述的问题。
技术实现思路
1、本实用新型的目的是提供一种遮光性好的冷冲压成型铝,以解决现有技术中的上述不足之处。
2、为了实现上述目的,本实用新型提供如下技术方案:
3、一种遮光性好的冷冲压成型铝,包括成型铝,所述成型铝包括遮光外层、基材与内铝条,所述遮光外层的顶部开设有若干个遮光槽,所述成型铝内部的中间处设置有辅助线,所述成型铝的内部中间处开设有卡接槽,所述卡接槽的内壁上滑动卡接有内铝条,所述内铝条的底部开设有内陷槽,所述遮光外层的底部设置有遮光芯层,所述遮光芯层的底部外壁上一体成型有阻隔铝层。
4、优选的,所述阻隔铝层的底部粘接有粘合层,所述粘合层粘接在基材的顶部。
5、优选的,所述基材的两侧外壁均一体成型有外侧层,所述外侧层的外壁上一体成型有包覆层。
6、优选的,所述基材包括聚氨酯粘合剂、薄铝片与抗拉铝层,所述聚氨酯粘合剂粘接在薄铝片的顶部。
7、优选的,所述抗拉铝层一体成型在薄铝片的底部,所述基材的底部固定安装有间隔铝层。
8、优选的,所述成型铝的两侧外壁均一体成型有安装侧板,所述安装侧板的顶部开设有通孔。
9、在上述技术方案中,本实用新型提供的一种遮光性好的冷冲压成型铝,通过设置的遮光外层与内铝条,遮光外层上开有遮光槽,能够使光进行反射,且遮光芯层和阻隔铝层可降低外部光的渗透,而内铝条从成型铝拉动出后,成型铝便通过辅助线折弯,成型铝即可改变结构来遮光;通过设置的基材与抗拉铝层,粘合层和聚氨酯粘合剂能够使基材和粘合层等快速冷冲压成型,基材中的薄铝片及抗拉铝层能进一步加强成型铝的抗拉程度;通过设置的安装侧板,安装侧板装设于成型铝的两侧,安装侧板中的通孔能够使成型铝在指定位置进行快速的安装。
技术特征:
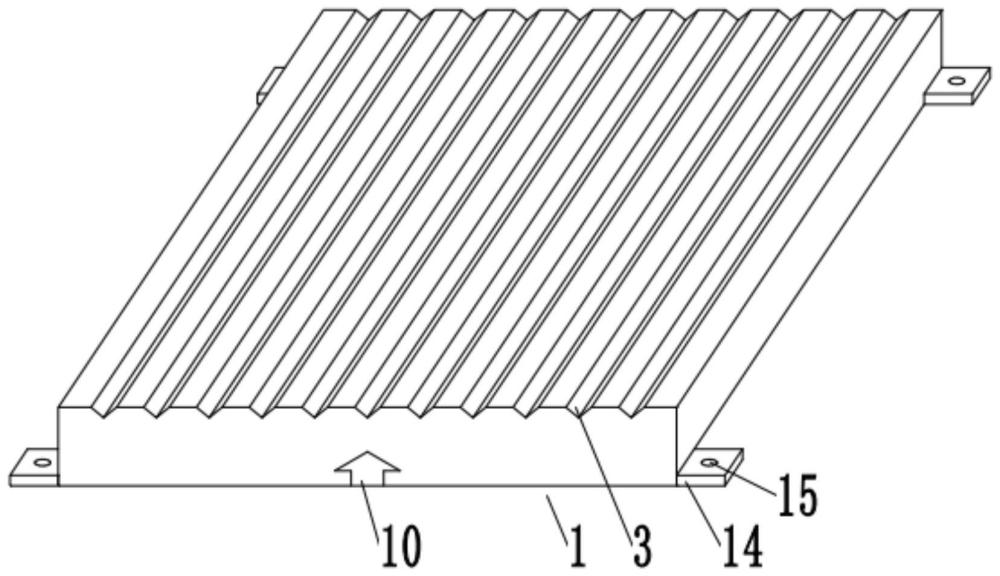
1.一种遮光性好的冷冲压成型铝,包括成型铝(1),其特征在于,所述成型铝(1)包括遮光外层(2)、基材(7)与内铝条(10),所述遮光外层(2)的顶部开设有若干个遮光槽(3),所述成型铝(1)内部的中间处设置有辅助线(12),所述成型铝(1)的内部中间处开设有卡接槽(11),所述卡接槽(11)的内壁上滑动卡接有内铝条(10),所述内铝条(10)的底部开设有内陷槽(13),所述遮光外层(2)的底部设置有遮光芯层(4),所述遮光芯层(4)的底部外壁上一体成型有阻隔铝层(5)。
2.根据权利要求1所述的一种遮光性好的冷冲压成型铝,其特征在于,所述阻隔铝层(5)的底部粘接有粘合层(6),所述粘合层(6)粘接在基材(7)的顶部。
3.根据权利要求1所述的一种遮光性好的冷冲压成型铝,其特征在于,所述基材(7)的两侧外壁均一体成型有外侧层(8),所述外侧层(8)的外壁上一体成型有包覆层(9)。
4.根据权利要求1所述的一种遮光性好的冷冲压成型铝,其特征在于,所述基材(7)包括聚氨酯粘合剂(16)、薄铝片(17)与抗拉铝层(18),所述聚氨酯粘合剂(16)粘接在薄铝片(17)的顶部。
5.根据权利要求4所述的一种遮光性好的冷冲压成型铝,其特征在于,所述抗拉铝层(18)一体成型在薄铝片(17)的底部,所述基材(7)的底部固定安装有间隔铝层(19)。
6.根据权利要求1所述的一种遮光性好的冷冲压成型铝,其特征在于,所述成型铝(1)的两侧外壁均一体成型有安装侧板(14),所述安装侧板(14)的顶部开设有通孔(15)。
技术总结
本技术公开了一种遮光性好的冷冲压成型铝,包括成型铝,成型铝包括遮光外层、基材与内铝条,遮光外层的顶部开设有若干个遮光槽,成型铝内部的中间处设置有辅助线,成型铝的内部中间处开设有卡接槽,卡接槽的内壁上滑动卡接有内铝条,内铝条的底部开设有内陷槽,遮光外层的底部设置有遮光芯层,遮光芯层的底部外壁上一体成型有阻隔铝层,阻隔铝层的底部粘接有粘合层,粘合层粘接在基材的顶部,基材的两侧外壁均一体成型有外侧层,本技术的遮光外层上开有遮光槽,能够使光进行反射,且遮光芯层和阻隔铝层可降低外部光的渗透,而内铝条从成型铝拉动出后,成型铝便通过辅助线折弯,成型铝即可改变结构来遮光。
技术研发人员:李永山
受保护的技术使用者:江苏真美包装科技有限公司
技术研发日:20240328
技术公布日:2025/3/6
- 还没有人留言评论。精彩留言会获得点赞!