一种福袋自动化生产线的制作方法
1.本发明涉及福袋生产设备技术领域,具体涉及一种福袋自动化生产线。
背景技术:
2.鱼籽,是鱼卵腌制或干制品的统称,用大马哈鱼卵加工制成的称为红鱼籽,用乌贼卵制成的为墨鱼籽,还有鲐鱼籽、大黄鱼籽等,鱼籽的蛋白质含量高,脂肪多。作为一种火锅食材,鱼籽福袋营养丰富,口感极佳,非常受人们欢迎,但现有鱼籽福袋普遍采用手工制作,效率低,并且,鱼籽福袋加工时,需要将鱼籽浆料注入福袋内,再用豆制品做成的绳子,将福袋的开口封起来,以防止浆料泄露,但现有福袋加工,通常采用手工将福袋开口绑扎封口,加工效率慢,加工质量参差不齐,产品质量得不到有效保证。
技术实现要素:
3.本发明的目的是针对以上不足之处,提供了一种可撑开福袋自动送料,完成福袋的灌装,并将福袋封口,以防止福袋填料泄露,加工效率高,加工质量好的的福袋自动化生产线。
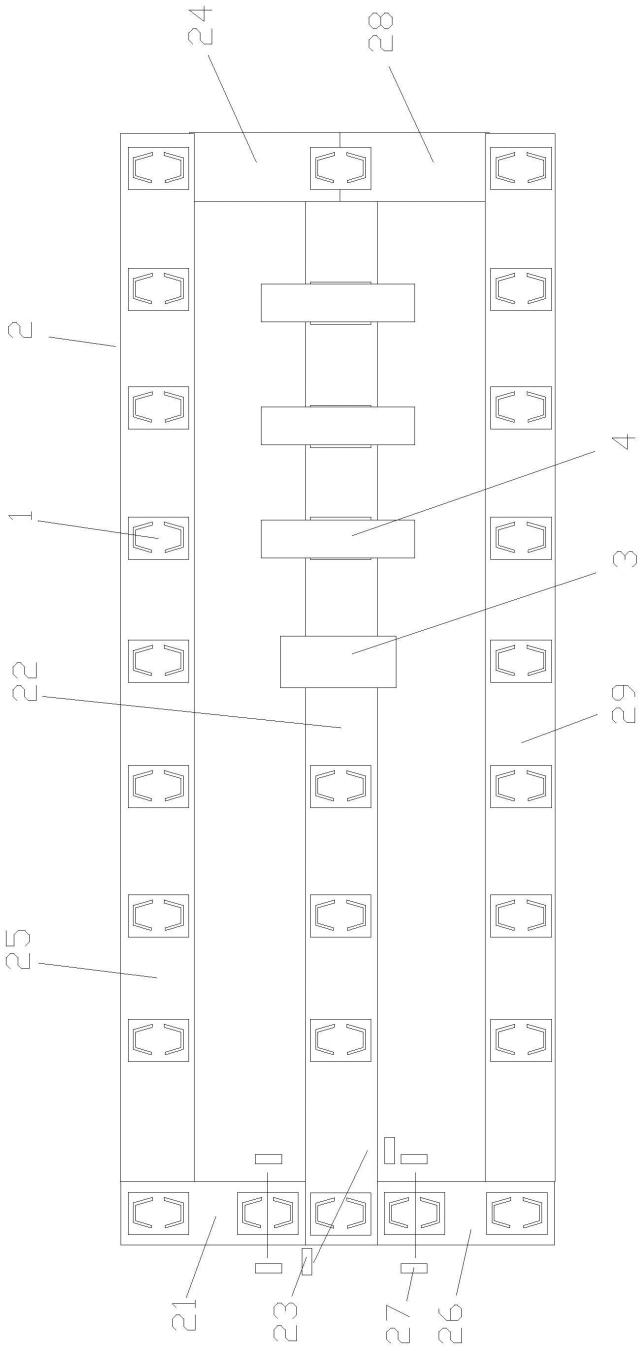
4.本发明解决技术问题所采用的方案是:一种福袋自动化生产线,包括若干个用于装夹福袋的上料工装、用于轮转输送上料工装的输送装置、至少一个用于将填料灌装至福袋内的灌装装置以及至少一个用于将福袋开口扎紧捆绑起来的绑扎装置,所述上料工装设于输送装置上,所述输送装置包括依次连接组成回字形结构的上料输送线、送料输送线、过渡输送线和返回输送线,所述灌装装置和绑扎装置均设于送料输送线的上方且灌装装置位于绑扎装置的前侧以便先对福袋进行灌装再将其绑扎。
5.进一步地,为了保证福袋被人工上料放入工装内,能始终保持打开状态,以便后续加工工序的进行,因福袋底部是封口状态,受外力挤压易导致福袋破口,只需挤压福袋上部从而打开福袋开口,为了保证福袋底部处于自然状态,不受外力挤压,并且,为了保证u形夹紧片安装拆卸方便,以便对u形夹紧片进行拆洗维修更换;所述上料工装包括底座,所述底座上设有两个u形夹紧片,所述u形夹紧片上设有开口,两个u形夹紧片的开口相对设置以将福袋装夹在两个u形夹紧片中间;
6.所述u形夹紧片包括后板、左板和右板,两个后板之间上侧的间距小于福袋的长度以撑开福袋,两个后板之间下侧的间距大于福袋的长度以自然放置福袋,左板和右板分别倾斜连接于后板的左右两侧,左板和右板之间靠近后板一侧的间距与福袋的宽度相等以定位放置福袋,左板和右板之间远离后板一侧的间距大于福袋的宽度以提供福袋撑开的空间,左板和右板远离后板一侧的下端设有l形缺口;
7.所述后板的下端设有用于将u形夹紧片可拆卸安装在底座上的插片,后板与插片之间设有卡接部,所述底座上设有用于插入插片的插槽,所述插片的长度大于插槽的槽径,所述卡接部的直径小于插槽的槽径以保证卡接部可在插槽内旋转从而将插片卡在插槽下方,所述插槽左右延伸设置在底座上,所述插片垂直设于后板上以便插片旋转90度安装完
成时后板正好左右延伸设置在底座上。
8.进一步地,为了实现双工位上料,从而提高上料速度,保证人工上料速度与设备的自动化加工速度相适应;所述送料输送线和返回输送线平行并排设置,所述过渡输送线垂直设于送料输送线和返回输送线的后端之间,以便将送料输送线输送过来的空置上料工装送往返回输送线,所述上料输送线垂直设于送料输送线和返回输送线的前端之间,以便将返回输送线输送过来的空置上料工装装上福袋后送往送料输送线;
9.所述输送装置还包括副上料输送线、副过渡输送线和副返回输送线,所述副上料输送线设于送料输送线的前端且与上料输送线对称设置,所述副过渡输送线设于送料输送线的后端且与过渡输送线对称设置,所述副返回输送线设于副上料输送线端部与副过渡输送线端部之间。
10.进一步地,为了实现输送装置的自动化运转,一旦工人手动将福袋装载到上料工装上,就自行运转起来,从而提高加工效率;所述上料输送线和副上料输送线均包括上料输送带和用于驱动上料输送带运动的上料驱动组件,所述上料输送带的末端设有用于感应上料工装是否装载福袋的第一传感器,所述第一传感器与上料驱动组件连接以便第一传感器感应到上料工装装载福袋时控制上料输送带运动将上料工装输送至送料输送线上;
11.所述送料输送线包括送料输送带和送料驱动组件,所述送料输送带的前端设有用于感应是否有上料工装输送至送料输送带上的第二传感器,所述第二传感器与送料驱动组件连接以便第二传感器感应到上料工装时控制送料输送带运动输送上料工装。
12.进一步地,为了实现自动定量灌装;所述灌装装置包括进料斗、储料罐、推料机构以及出料机构,所述储料罐呈圆柱状结构,所述储料罐的圆周面上设有用于安装进料斗的进料口、用于安装出料机构的出料口和用于安装推料机构的推料口,所述进料口位于储料罐的上部,所述出料口位于储料罐的右侧,所述推料口位于储料罐的左侧,所述出料机构位于送料输送线的上方;
13.所述储料罐内设有用于控制进料斗向储料罐内进料的转阀,所述转阀包括阀芯和转阀气缸,所述阀芯包括转轴和环设于转轴外周的转筒,所述转筒与转轴固定连接,所述转筒的外径与储料罐的内径相适应,所述转筒上对应于进料口、出料口和推料口的位置上均设有通孔,所述转轴的一端转动安装在储料罐内,转轴的另一端伸出储料罐后固定安装有转动臂,所述转动臂的另一端与转阀气缸转动连接以驱动转轴转动带动转筒转动;
14.所述推料机构包括推料管、活塞以及推料气缸,所述推料管的一端与推料口连接,所述活塞活动设于推料管内,所述推料气缸与活塞连接以驱动活塞在推料管内往复运动将储料罐内的鱼籽浆料推送至出料机构;
15.所述出料机构包括出料管和下料管,所述出料管的一端与出料口连接,出料管的另一端与下料管的中部连接,所述下料管垂直设置以引导浆料垂直下料,所述下料管内设有用于封堵下料管防止漏料的防漏堵头,所述下料管的顶部安装有用于驱动防漏堵头上移至下料管上方以保证下料管正常下料的防漏气缸。
16.进一步地,为了自动将福袋封口,以防止福袋填料泄露;所述绑扎装置包括用于扎紧福袋开口的扎口机构、用于放置扎带卷的带盘、用于输送扎带的送带机构以及用于将扎带绑扎在福袋开口上的绑带机构,所述绑带机构包括预拉组件、绕卷组件、打结组件、拉紧组件和剪断组件,所述预拉组件设于送带机构和绕卷组件之间以将扎带由送带机构拉拔至
绕卷组件上,所述绕卷组件设于预拉组件的旁侧且位于扎口机构的上方,以便绕卷组件由预拉组件上接过扎带头部后带动扎带围绕福袋转动成圈,所述打结组件设于绕卷组件的旁侧且位于预拉组件的对侧,以便打结组件穿过成圈扎带抓住扎带头部后朝背离预拉组件一侧拖出扎带头部从而将扎带打结,所述拉紧组件设于打结组件的旁侧以便打结组件拉出扎带头部后由拉紧组件接过扎带头部拉紧扎带,所述剪断组件设于扎口机构的上方以便剪断扎带尾部。
17.进一步地,如果通过扎带扎紧开口,扎带所受阻力较大,易发生断裂,为了事先扎紧福袋开口,保证扎带在福袋开口上打结时所受阻力较小,能顺利流畅的将福袋开口封起来;所述扎口机构包括左右相对设置的两个扎口机械手,所述扎口机械手包括滑轨座、滑座、滑动驱动器和气动夹爪,两个气动夹爪在竖向高度上错开设置以保证两个气动夹爪可相对移动,所述滑轨座左右延伸设置在机架上,所述滑座滑动安装在滑轨座上,所述滑动驱动器与滑座连接以驱动滑座在滑轨座上往复移动,所述气动夹爪安装在滑座的顶端以张合扎紧福袋开口。
18.进一步地,为了将各个机构合理分布,以实现福袋开口的绑扎作业;所述绑扎装置还包括龙门安装架,所述龙门安装架包括位于扎口机构上方的安装板和设于安装板左右两侧用于支撑抬高安装板的支承板,所述带盘安装在安装板上,所述扎口机构和绑带机构均设于安装板的下方,所述安装板上设有用于供扎带向下穿过的扎带孔。
19.进一步地,福袋所用扎带材质要可食用,但采用豆制品做成的绳子,摩擦力大,韧性差,不易拉拔,强行拉动的话,易断裂,为了保证扎带的顺利输送;所述送带机构包括驱动组件、上输送轮组件和下输送轮组件,所述上输送轮组件设于安装板上且位于扎带孔的上方以驱动扎带向下移动,所述下输送轮组件设于安装板上且位于扎带孔的下方以便驱动扎带向预拉组件移动,所述上输送轮组件和下输送轮组件均包括滚动配合的两个输送轮,所述驱动组件包括驱动电机、双链轮、松卷链轮、中间链轮、上链轮和下链轮,所述驱动电机设置在安装板上,所述双链轮同轴固定安装在驱动电机的电机轴上,所述松卷链轮和中间链轮均通过链条与双链轮传动连接,所述上链轮与中间链轮同轴固定连接,所述下链轮通过链条与上链轮传动连接,所述松卷链轮与带盘同轴固定连接以驱动带盘转动松卷,所述上链轮与上输送轮组件的一个输送轮同轴固定连接,所述下链轮与下输送轮组件的一个输送轮同轴固定连接。
20.进一步地,为了带动扎带围绕福袋转动成圈,并穿过成圈扎带将扎带头部拉出,再拉紧扎带头部和扎带尾部,形成绳结;所述安装板上设有位于安装板下方的u形板,u形板与安装板之间形成有通槽,所述u形板上设有左右延伸设置的导轨,所述通槽内设有与导轨平行的导杆;
21.所述预拉组件包括预拉气缸、预拉滑座和预拉夹爪,所述预拉气缸安装在u形板上,所述预拉滑座滑动安装在导轨和导杆之间且所述预拉滑座与预拉气缸连接,所述预拉夹爪固定安装在预拉滑座上;
22.所述拉紧组件包括拉紧气缸、拉紧滑座和拉紧夹爪,所述拉紧气缸安装在u形板上,所述拉紧滑座滑动安装在导轨和导杆之间且所述拉紧滑座与拉紧气缸连接,所述拉紧夹爪固定安装在拉紧滑座上;
23.所述绕卷组件包括绕卷电机和绕卷夹爪,所述绕卷电机固定安装在安装板上且位
于扎口机构的上方,所述绕卷夹爪固定安装在绕卷电机上;
24.所述打结组件包括拉杆、摆动座、摆动气缸和移动气缸,所述安装板上设有移动导轨,所述摆动座滑动安装在移动导轨上,所述移动气缸安装在安装板上,移动气缸的气缸杆与摆动座连接以驱动摆动座前进后退穿过成圈扎带,所述拉杆的一端转动安装在摆动座上,所述拉杆的另一端设有用于勾住扎带头部的拉钩,所述摆动气缸的上端转动安装在摆动座上,所述摆动气缸的气缸杆转动安装在拉杆的中部以驱动拉杆摆动从绕卷夹爪上勾取扎带头部,所述剪断组件包括气动剪刀,所述气动剪刀固定安装在安装板上。
25.较之现有技术而言,本发明具有以下优点:
26.(1)本发明输送装置可实现福袋的自动输送,以实现自动化加工,循环输送上料工装,装载好福袋的上料工装自动输送,空上料工装自动回返,双上料工位,有效保证上料速度与设备的自动化加工速度相匹配;
27.(2)本发明可定位放置福袋,防止福袋晃动,从而保证后续灌装和扎口精度,人工将福袋放入工装内时,因两个后板之间上侧的间距小于福袋的长度,福袋放入时会被撑开,而左板和右板之间靠近后板一侧的间距与福袋的宽度相等,可定位放置福袋,防止福袋晃动,从而保证后续灌装和扎口精度,另外,福袋撑开时,福袋开口两端间距小,中间间距大,而左板和右板之间远离后板一侧的间距大于福袋的宽度,可以提供福袋撑开的空间,另外,u形夹紧片安装拆卸方便,安装时,插片由插槽插入底座内,当插片位于底座下方时,旋转后板,使插片与插槽垂直,就能将u形夹紧片固定安装在底座上;
28.(3)本发明灌装速度快,分装精度高,灌装鱼籽浆料时,先将鱼籽浆料倒入进料斗内,当福袋输送至出料机构下方时,开始灌装时,防漏气缸收缩,带动防漏堵头移动至下料管上侧,转阀气缸伸长,驱动转动臂摆动,带动转轴转动,转筒同步转动至通孔与进料口重合,进料斗内的鱼籽浆料经通孔进入储料罐内,同时,推料气缸伸长,活塞沿推料管向储料罐移动,将鱼籽浆料向出料管内挤压出料,与此同时,防漏气缸伸长,带动防漏堵头移动至下料管下侧,向下挤压鱼籽浆料的同时,防止浆料向下滴漏污染福袋或工作台,灌装完成后,转阀气缸收缩,带动转筒回位,通孔不与进料口重合,储料罐不进料,推料气缸收缩,带动活塞复位,灌装下一个福袋时,则重复上述动作。
29.(4)本发明可完成福袋的快速扎口绑带,加工效率高,自动化程度高,加工时,预拉组件将扎带输送至绕卷组件,绕卷组件将扎带缠绕在福袋上,打结组件再将扎带头部拉出将扎带打结,而后,拉紧组件和预拉组件再分别拉紧扎带的头部和尾部,将扎带牢牢扎紧在福袋上,最后,气动剪刀将扎带尾部剪断,从而完成福袋开口的绑扎,为了避免扎带绑扎时阻力过大,本发明采用扎口机构,预先将福袋扎紧,从而减小扎带打结所受阻力,避免扎带断裂,另外,传统扎口设备所采用的输送带绳的结构,通常都是输送尼龙绳、塑料绳这类韧性好、摩擦力大的绳子,而本发明用以捆绑福袋开口的扎带采用豆制品制成,其摩擦力大,易打滑,且韧性差,易断裂,不易输送,因此传统菌包扎口设备在本发明中并不适用,输送扎带时会发生打滑卡顿断裂等情况,为了保证扎带的平稳输送,本发明采用输送轮组件,通过主动驱动,从而防止扎带断裂情况的发生,保证扎带的稳定供应。
附图说明
30.下面参照附图结合实施例对本发明作进一步说明:
31.图1为本发明的结构示意图;
32.图2为上料工装的结构示意图;
33.图3为上料工装的立体结构图;
34.图4为上料工装的仰视结构图;
35.图5为灌装装置的结构示意图;
36.图6为阀芯的结构示意图;
37.图7为绑扎装置的结构示意图;
38.图8为预拉组件和拉紧组件的结构示意图;
39.图9为送带机构的结构示意图;
40.图10为打结组件的结构示意图;
41.图11为打结组件打结操作示意图;
42.图12为扎口机构扎口操作示意图;
43.图13为绕卷组件绕卷操作示意图一;
44.图14为绕卷组件绕卷操作示意图二;
45.图15为绕卷组件绕卷操作示意图三;
46.图16为打结组件打结操作示意图;
47.图17为拉紧组件拉紧操作示意图。
48.图中:上料工装1;底座11;插槽111;u形夹紧片12;后板121;左板122;右板123;插片124;卡接部125;
49.输送装置2;上料输送线21;送料输送线22;第二传感器23;过渡输送线24;返回输送线25;副上料输送线26;第一传感器27;副过渡输送线28;副返回输送线29;
50.灌装装置3;进料斗31;储料罐32;转筒321;转轴322;转阀气缸33;转动臂34;推料管35;推料气缸36;出料管37;下料管38;防漏气缸39;
51.绑扎装置4;扎口机构41;滑轨座411;滑座412;气动夹爪413;带盘42;送带机构43;上输送轮组件431;下输送轮组件432;驱动电机433;双链轮434;松卷链轮435;中间链轮436;上链轮437;下链轮438;预拉组件44;预拉夹爪441;预拉滑座442;绕卷组件45;绕卷电机451;绕卷夹爪452;打结组件46;拉杆461;拉钩4611;摆动座462;摆动气缸463;移动气缸464;拉紧组件47;拉紧夹爪471;拉紧滑座472;剪断组件48;龙门安装架49;安装板491;支承板492;u形板493;导杆494;导轨495;
52.福袋5;扎带6。
具体实施方式
53.下面结合说明书附图和具体实施例对本发明内容进行详细说明:
54.具体实施例:如图1-17所示,本实施例提供一种福袋自动化生产线,包括若干个用于装夹福袋5的上料工装1、用于轮转输送上料工装1的输送装置2、至少一个用于将填料灌装至福袋5内的灌装装置3以及至少一个用于将福袋5开口扎紧捆绑起来的绑扎装置4,所述上料工装1设于输送装置2上,所述输送装置2包括依次连接组成回字形结构的上料输送线21、送料输送线22、过渡输送线24和返回输送线25,所述灌装装置3和绑扎装置4均设于送料输送线22的上方且灌装装置3位于绑扎装置4的前侧以便先对福袋5进行灌装再将其绑扎。
55.在本实施例中,为了保证福袋5被人工上料放入工装内,能始终保持打开状态,以便后续加工工序的进行,因福袋5底部是封口状态,受外力挤压易导致福袋5破口,只需挤压福袋5上部从而打开福袋5开口,为了保证福袋5底部处于自然状态,不受外力挤压,并且,为了保证u形夹紧片12安装拆卸方便,以便对u形夹紧片12进行拆洗维修更换;所述上料工装1包括底座11,所述底座11上设有两个u形夹紧片12,所述u形夹紧片12上设有开口,两个u形夹紧片12的开口相对设置以将福袋5装夹在两个u形夹紧片12中间;
56.所述u形夹紧片12包括后板121、左板122和右板123,两个后板121之间上侧的间距小于福袋5的长度以撑开福袋5,两个后板121之间下侧的间距大于福袋5的长度以自然放置福袋5,左板122和右板123分别倾斜连接于后板121的左右两侧,左板122和右板123之间靠近后板121一侧的间距与福袋5的宽度相等以定位放置福袋5,左板122和右板123之间远离后板121一侧的间距大于福袋5的宽度以提供福袋5撑开的空间,左板122和右板123远离后板121一侧的下端设有l形缺口;
57.所述后板121的下端设有用于将u形夹紧片12可拆卸安装在底座11上的插片124,后板121与插片124之间设有卡接部125,所述底座11上设有用于插入插片124的插槽111,所述插片124的长度大于插槽111的槽径,所述卡接部125的直径小于插槽111的槽径以保证卡接部125可在插槽111内旋转从而将插片124卡在插槽111下方,所述插槽111左右延伸设置在底座11上,所述插片124垂直设于后板121上以便插片124旋转90度安装完成时后板121正好左右延伸设置在底座11上。
58.在本实施例中,为了实现双工位上料,从而提高上料速度,保证人工上料速度与设备的自动化加工速度相适应;所述送料输送线22和返回输送线25平行并排设置,所述过渡输送线24垂直设于送料输送线22和返回输送线25的后端之间,以便将送料输送线22输送过来的空置上料工装1送往返回输送线25,所述上料输送线21垂直设于送料输送线22和返回输送线25的前端之间,以便将返回输送线25输送过来的空置上料工装1装上福袋5后送往送料输送线22;
59.所述输送装置2还包括副上料输送线26、副过渡输送线28和副返回输送线29,所述副上料输送线26设于送料输送线22的前端且与上料输送线21对称设置,所述副过渡输送线28设于送料输送线22的后端且与过渡输送线24对称设置,所述副返回输送线29设于副上料输送线26端部与副过渡输送线28端部之间。
60.在本实施例中,为了实现输送装置2的自动化运转,一旦工人手动将福袋5装载到上料工装1上,就自行运转起来,从而提高加工效率;所述上料输送线21和副上料输送线26均包括上料输送带和用于驱动上料输送带运动的上料驱动组件,所述上料输送带的末端设有用于感应上料工装1是否装载福袋5的第一传感器27,所述第一传感器27与上料驱动组件连接以便第一传感器27感应到上料工装1装载福袋5时控制上料驱动组件驱动上料输送带运动将上料工装1输送至送料输送线22上;
61.所述送料输送线22包括送料输送带和送料驱动组件,所述送料输送带的前端设有用于感应是否有上料工装1输送至送料输送带上的第二传感器,所述第二传感器与送料驱动组件连接以便第二传感器感应到上料工装1时控制送料驱动组件驱动送料输送带运动输送上料工装1,所述第一传感器27和第二传感器均采用光电传感器。
62.在本实施例中,为了实现自动定量灌装;所述灌装装置3包括进料斗31、储料罐32、
推料机构以及出料机构,所述储料罐32呈圆柱状结构,所述储料罐32的圆周面上设有用于安装进料斗31的进料口、用于安装出料机构的出料口和用于安装推料机构的推料口,所述进料口位于储料罐32的上部,所述出料口位于储料罐32的右侧,所述推料口位于储料罐32的左侧,所述出料机构位于送料输送线22的上方;
63.所述储料罐32内设有用于控制进料斗31向储料罐32内进料的转阀,所述转阀包括阀芯和转阀气缸33,所述阀芯包括转轴322和环设于转轴322外周的转筒321,所述转筒321与转轴322固定连接,所述转筒321的外径与储料罐32的内径相适应,所述转筒321上对应于进料口、出料口和推料口的位置上均设有通孔,所述转轴322的一端转动安装在储料罐32内,转轴322的另一端伸出储料罐32后固定安装有转动臂34,所述转动臂34的另一端与转阀气缸33转动连接以驱动转轴322转动带动转筒321转动;
64.所述推料机构包括推料管35、活塞以及推料气缸36,所述推料管35的一端与推料口连接,所述活塞活动设于推料管35内,所述推料气缸36与活塞连接以驱动活塞在推料管35内往复运动将储料罐32内的鱼籽浆料推送至出料机构;
65.所述出料机构包括出料管37和下料管38,所述出料管37的一端与出料口连接,出料管37的另一端与下料管38的中部连接,所述下料管38垂直设置以引导浆料垂直下料,所述下料管38内设有用于封堵下料管38防止漏料的防漏堵头,所述下料管38的顶部安装有用于驱动防漏堵头上移至下料管38上方以保证下料管38正常下料的防漏气缸39。
66.在本实施例中,为了自动将福袋5封口,以防止福袋5填料泄露;所述绑扎装置4具有三组以同时绑扎三个福袋5,所述绑扎装置4包括用于扎紧福袋5开口的扎口机构41、用于放置扎带6卷的带盘42、用于输送扎带6的送带机构43以及用于将扎带6绑扎在福袋5开口上的绑带机构,所述绑带机构包括预拉组件44、绕卷组件45、打结组件46、拉紧组件47和剪断组件48,所述预拉组件44设于送带机构43和绕卷组件45之间以将扎带6由送带机构43拉拔至绕卷组件45上,所述绕卷组件45设于预拉组件44的旁侧且位于扎口机构41的上方,以便绕卷组件45由预拉组件44上接过扎带6头部后带动扎带6围绕福袋5转动成圈,所述打结组件46设于绕卷组件45的旁侧且位于预拉组件44的对侧,以便打结组件46穿过成圈扎带6抓住扎带6头部后朝背离预拉组件44一侧拖出扎带6头部从而将扎带6打结,所述拉紧组件47设于打结组件46的旁侧以便打结组件46拉出扎带6头部后由拉紧组件47接过扎带6头部拉紧扎带6,所述剪断组件48设于扎口机构41的上方以便剪断扎带6尾部。
67.在本实施例中,如果通过扎带6扎紧开口,扎带6所受阻力较大,易发生断裂,为了事先扎紧福袋5开口,保证扎带6在福袋5开口上打结时所受阻力较小,能顺利流畅的将福袋5开口封起来;所述扎口机构41包括左右相对设置的两个扎口机械手,所述扎口机械手包括滑轨座411、滑座412、滑动驱动器和气动夹爪413,两个气动夹爪413在竖向高度上错开设置以保证两个气动夹爪413可相对移动,所述滑轨座411左右延伸设置在机架上,所述滑座412滑动安装在滑轨座411上,所述滑动驱动器与滑座412连接以驱动滑座412在滑轨座411上往复移动,所述气动夹爪413安装在滑座412的顶端以张合扎紧福袋5开口。
68.在本实施例中,为了将各个机构合理分布,以实现福袋5开口的绑扎作业;所述绑扎装置4还包括龙门安装架49,所述龙门安装架49包括位于扎口机构41上方的安装板491和设于安装板491左右两侧用于支撑抬高安装板491的支承板492,所述带盘42安装在安装板491上,所述扎口机构41和绑带机构均设于安装板491的下方,所述安装板491上设有用于供
扎带6向下穿过的扎带孔。
69.在本实施例中,福袋5所用扎带6材质要可食用,但采用豆制品做成的绳子,摩擦力大,韧性差,不易拉拔,强行拉动的话,易断裂,为了保证扎带6的顺利输送;所述送带机构43包括驱动组件、上输送轮组件431和下输送轮组件432,所述上输送轮组件431设于安装板491上且位于扎带孔的上方以驱动扎带6向下移动,所述下输送轮组件432设于安装板491上且位于扎带孔的下方以便驱动扎带6向预拉组件44移动,所述上输送轮组件431和下输送轮组件432均包括滚动配合的两个输送轮,所述驱动组件包括驱动电机433、双链轮434、松卷链轮435、中间链轮436、上链轮437和下链轮438,所述驱动电机433设置在安装板491上,所述双链轮434同轴固定安装在驱动电机433的电机轴上,所述松卷链轮435和中间链轮436均通过链条与双链轮434传动连接,所述上链轮437与中间链轮436同轴固定连接,所述下链轮438通过链条与上链轮437传动连接,所述松卷链轮435与带盘42同轴固定连接以驱动带盘42转动松卷,所述上链轮437与上输送轮组件431的一个输送轮同轴固定连接,所述下链轮438与下输送轮组件432的一个输送轮同轴固定连接。
70.在本实施例中,为了带动扎带6围绕福袋5转动成圈,并穿过成圈扎带6将扎带6头部拉出,再拉紧扎带6头部和扎带6尾部,形成绳结;所述安装板491上设有位于安装板491下方的u形板493,u形板493与安装板491之间形成有通槽,所述u形板493上设有左右延伸设置的导轨495,所述通槽内设有与导轨495平行的导杆494;
71.所述预拉组件44包括预拉气缸、预拉滑座442和预拉夹爪441,所述预拉气缸安装在u形板493上,所述预拉滑座442滑动安装在导轨495和导杆494之间且所述预拉滑座442与预拉气缸连接,所述预拉夹爪441固定安装在预拉滑座442上;
72.所述拉紧组件47包括拉紧气缸、拉紧滑座472和拉紧夹爪471,所述拉紧气缸安装在u形板493上,所述拉紧滑座472滑动安装在导轨495和导杆494之间且所述拉紧滑座472与拉紧气缸连接,所述拉紧夹爪471固定安装在拉紧滑座472上;
73.所述绕卷组件45包括绕卷电机451和绕卷夹爪452,所述绕卷电机451固定安装在安装板491上且位于扎口机构41的上方,所述绕卷夹爪452固定安装在绕卷电机451上;
74.所述打结组件46包括拉杆461、摆动座462、摆动气缸463和移动气缸464,所述安装板491上设有移动导轨,所述摆动座462滑动安装在移动导轨上,所述移动气缸464安装在安装板491上,移动气缸464的气缸杆与摆动座462连接以驱动摆动座462前进后退穿过成圈扎带6,所述拉杆461的一端转动安装在摆动座462上,所述拉杆461的另一端设有用于勾住扎带6头部的拉钩4611,所述摆动气缸463的上端转动安装在摆动座462上,所述摆动气缸463的气缸杆转动安装在拉杆461的中部以驱动拉杆461摆动从绕卷夹爪452上勾取扎带6头部,所述剪断组件48包括气动剪刀,所述气动剪刀固定安装在安装板491上。
75.具体实施过程:
76.福袋5上料:u形夹紧片12安装时,插片124由插槽111插入底座11内,当插片124位于底座11下方时,旋转后板121,使插片124与插槽111垂直,就能将u形夹紧片12固定安装在底座11上,将福袋5装载在上料工装1上时,因两个后板121之间上侧的间距小于福袋5的长度,福袋5放入时会被撑开,而左板122和右板123之间靠近后板121一侧的间距与福袋5的宽度相等,可定位放置福袋5,防止福袋5晃动,从而保证后续灌装和扎口精度,另外,福袋5撑开时,福袋5开口两端间距小,中间间距大,而左板122和右板123之间远离后板121一侧的间
距大于福袋5的宽度,可以提供福袋5撑开的空间,
77.福袋5输送:在上料输送线21和副上料输送线26两个工位上,工人手动或机械手自动,将福袋5装载在上料工装1上,操作时,优先将上料输送线21靠近送料输送线22一侧的上料工装1装载福袋5,一旦第一传感器27感应到上料工装1上装有福袋5,就控制上料驱动组件驱动上料输送带运动一个上料工装1的位移,将上料输送带末端的上料工装1输送到送料输送带上,送料输送带上的第二传感器感应到上料工装1时,就移动一个单位位移,然后停止移动,当再次感应到上料工装1时,再控制送料输送带移动一个单位位移,完成上料工装1的输送时,也能将相邻的两个上料工装1间隔开,以便后续的加工,当福袋5在上料工装1上完成加工后,福袋5被取走,空上料工装1运动至送料输送带末端后,继续运动至过渡输送线24或副过渡输送线28上,而后,上料工装1随过渡输送线24或副过渡输送线28继续运动至返回输送线25或副返回输送线29上,随后,再重新回到上料输送线21或副上料输送线26上;
78.福袋5灌装:灌装鱼籽浆料时,先将鱼籽浆料倒入进料斗31内,福袋5输送至出料机构下方时,开始灌装时,防漏气缸39收缩,带动防漏堵头移动至下料管38上侧,转阀气缸33伸长,驱动转动臂34摆动,带动转轴322转动,转筒321同步转动至通孔与进料口重合,进料斗31内的鱼籽浆料经通孔进入储料罐32内,同时,推料气缸36伸长,活塞沿推料管35向储料罐32移动,将鱼籽浆料向出料管37内挤压出料,与此同时,防漏气缸39伸长,带动防漏堵头移动至下料管38下侧,向下挤压鱼籽浆料的同时,防止浆料向下滴漏污染福袋5或工作台,灌装完成后,转阀气缸33收缩,带动转筒321回位,通孔不与进料口重合,储料罐32不进料,推料气缸36收缩,带动活塞复位,灌装下一个福袋5时,则重复上述动作;
79.福袋5扎口绑带:预先将扎带6穿过上输送轮组件431、扎带孔和下输送轮组件432,并由预拉组件44夹持,加工福袋5时,输送装置2将福袋5输送至两个扎口机械手之间,两个气动夹爪413在滑动驱动器驱动下相向移动,将福袋5开口夹紧在两个气动夹爪413之间,同时,驱动电机433工作,带动松卷链轮435、上链轮437和下链轮438转动,带盘42转动松开扎带6,上输送轮组转动向下输送扎带6,下输送轮组转动向预拉组件44输送扎带6,从而保证扎带6不紧绷不断裂,平稳供应,此时,扎带6有足够余量,预拉夹爪441夹住扎带6头部,沿导轨495向左移动至绕卷夹爪452处,绕卷夹爪452接过扎带6头部,围绕福袋5逆时针转动一端回到预拉夹爪441处,扎带6经预拉夹爪441拉出,随绕卷夹爪452转动一圈,在福袋5外周围成一个圈,成圈后,拉带头部仍由绕卷夹爪452夹持,拉带尾部由预拉夹爪441夹持,此时,摆动气缸463伸长,拉钩4611向远离扎带6一侧移动,拉扣在移动气缸464驱动下,向右移动,穿过扎带6形成的圈,穿过扎带6圈后,摆动气缸463收缩,带动拉钩4611向扎带6一侧摆动勾住绕卷夹爪452下方的扎带6段,而后,移动气缸464驱动拉杆461向左移动退出带圈,拉钩4611将扎带6头部一侧扎带6段带出扎带6圈,拉紧夹爪471在拉紧气缸驱动下,向拉扣移动,夹住扎带6头部一侧扎带6段,而后,绕圈夹爪松开扎带6头部,拉紧夹爪471向左移动,将拉带头部拉出扎带6圈,从而将扎带6在福袋5上形成绳结,而后,拉紧夹爪471继续向左移动,预拉夹爪441夹住拉带尾部,并将拉带尾部向右拉动,从而保证扎带6形成的绳结紧紧固定在福袋5开口上。
80.以上所述仅为本发明的实施例,并非因此限制发明的专利保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1