一种松散回潮工序的加水量的控制方法及系统与流程
1.本发明涉及烟丝加工控制技术领域,尤其涉及一种松散回潮工序的加水量的控制方法及系统。
背景技术:
2.松散回潮作为烟厂制丝线影响烟丝质量的重要加工工序,松散回潮出口含水率是该工序重要工艺指标,其过程稳定性对后续各工序工艺指标有着直接的影响。松散回潮工序是通过向原料烟叶中施加一定量的蒸汽和水,使得烟包松散开,并使其出口烟叶保持一定含水率,以方便后续加工的操作。其中,加入的蒸汽主要作热源使用,通常蒸汽的加入量保持不变。因此,松散回潮工序中影响入口叶丝含水率稳定性的主要原因是松散回潮工序的加水量。目前,对于松散回潮过程中出口水分控制存在诸多问题,大多数烟草企业都是由操作人员根据职业经验来控制松散回潮工序的加水量,以保持入口叶丝含水率的稳定性,进而保持各批次卷烟产品的稳定性。但是,这种凭经验控制的方法总是存在较大的误差,导致各批次的入口叶丝含水率并不稳定,影响了卷烟产品的质量稳定。也有根据出口含水率的检测反馈后再对加水量进行调节,但这种调节存在滞后性,无法准确调整出口含水率,从而产生较多的不合格烟丝,对后续各工序工艺指标有很大影响。
技术实现要素:
3.本发明提供一种松散回潮工序的加水量的控制方法及系统,解决现有松散回潮的加水控制存在滞后性,易造成不准确的问题,能提高各批次松散回潮的出口含水率控制的一致性,提升生产过程质量控制能力。
4.为实现以上目的,本发明提供以下技术方案:
5.一种松散回潮工序的加水量的控制方法,包括:
6.按设定加水量对松散回潮工序中的烟片进行加水,并获取加水后烟片的出口含水率;
7.根据烟片的入口含水率和所述出口含水率的变化趋势确定加水量和出口含水率的滑窗预测模型;
8.获取当前生产烟片的来料含水率和松散回潮工序的出口含水率的目标值,并通过所述滑窗预测模型对达到所述目标值需要的加水量进行前馈控制。
9.优选的,还包括:
10.获取松散回潮工序的出口含水率的实测值,并根据所述目标值和所述实测值得到出口含水率的目标偏差值;
11.建立pid反馈控制模型,用于根据所述目标偏差值调节烟片流量以对出口含水率进行反馈控制,使批次内的松散回潮工序的加水量按所述目标值进行控制。
12.优选的,还包括:
13.建立所述出口含水率的ewma反馈控制模型,并根据所述ewma反馈控制模型对所述
出口含水率进行指数加权移动平均运算,得到ewma统计量z
s
;
14.在或时判断出口含水率有增大趋势或减小趋势,其中,t为出口含水率的目标值,λ为ewma平滑系数,σ为过程稳定状态下的标准差,k为常数;
15.根据所述ewma统计量z
s
对加水量反馈控制,使出口含水率的波动减小。
16.优选的,所述根据烟片的入口含水率和所述出口含水率的变化趋势确定加水量和出口含水率的滑窗预测模型,包括:
17.根据烟片的入口含水率对设定时间段内的n次采样作为一个滑窗来计算平均含水率;
18.再建立一个包括当前时刻在内的n次采样的来料含水率滑窗,并计算得到各个时刻的来料含水率与所述平均含水率的差值;
19.如果一个滑窗内的所有时刻所对应的所述差值都大于或小于0,则判断来料含水率出现了整体性的增大趋势或减小趋势;
20.获取滑窗第一个时刻所对应的出口时刻,并在所述增大趋势或所述减小趋势时控制加水调节阀门在所述出口时刻开始减小开度或增大开度,以对出口含水率进行预测。
21.优选的,所述ewma统计量z
s
根据以下公式计算:
22.z
s
=λ
·
y
s
+(1
‑
λ)z
s
‑1,其中,z0=t,λ=2,y
s
为第s个时刻的出口含水率。
23.本发明还提供一种松散回潮工序的加水量的控制系统,包括:
24.水量控制单元,用于按设定加水量对松散回潮工序中的烟片进行加水,并获取加水后烟片的出口含水率;
25.滑窗预测单元,用于根据烟片的入口含水率和所述出口含水率的变化趋势确定加水量和出口含水率的滑窗预测模型;
26.前馈控制单元,用于获取烟片的来料含水率和松散回潮工序的出口含水率的目标值,并通过所述滑窗预测模型对达到所述目标值需要的加水量进行前馈控制。
27.优选的,还包括:
28.采集单元,用于获取松散回潮工序的出口含水率的实测值,并根据所述目标值和所述实测值得到出口含水率的目标偏差值;
29.pid反馈控制单元,用于建立pid反馈控制模型,用于根据所述目标偏差值调节烟片流量以对出口含水率进行反馈控制,使批次内的松散回潮工序的加水量按所述目标值进行控制。
30.优选的,还包括:
31.ewma反馈控制单元,用于建立所述出口含水率的ewma反馈控制模型,并根据所述ewma反馈控制模型对所述出口含水率进行指数加权移动平均运算,得到ewma统计量zs;
32.所述ewma反馈控制单元在或时判断出口含水率有增大趋势或减小趋势,其中,t为出口含水率的目标值,λ为ewma平滑系数,σ为过程稳定状态下的标准差,k为常数;
33.所述ewma反馈控制单元根据所述ewma统计量z
s
对加水量反馈控制,使出口含水率的波动减小。
34.优选的,所述滑窗预测单元包括:
35.第一滑窗计算单元,用于根据烟片的入口含水率对设定时间段内的n次采样作为一个滑窗来计算平均含水率;
36.第二滑窗计算单元,用于再建立一个包括当前时刻在内的n次采样的来料含水率滑窗,并计算得到各个时刻的来料含水率与所述平均含水率的差值;
37.预测单元,用于在一个滑窗内的所有时刻所对应的所述差值都大于或小于0时判断来料含水率出现了整体性的增大趋势或减小趋势;
38.所述预测单元还用于获取滑窗第一个时刻所对应的出口时刻,并在所述增大趋势或所述减小趋势时控制加水调节阀门在所述出口时刻开始减小开度或增大开度,以对出口含水率进行预测。
39.本发明提供一种松散回潮工序的加水量的控制方法及系统,通过设置滑窗预测模型对烟片加水量进行前馈控制,以使出口含水率达到目标值,解决现有松散回潮的加水控制存在滞后性,易造成不准确的问题,能提高各批次松散回潮的出口含水率控制的一致性,提升生产过程质量控制能力。
附图说明
40.为了更清楚地说明本发明的具体实施例,下面将对实施例中所需要使用的附图作简单地介绍。
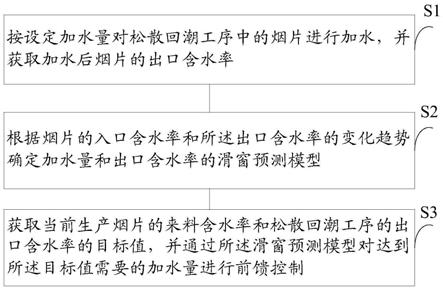
41.图1是本发明提供的一种松散回潮工序的加水量的控制方法示意图。
42.图2是本发明提供的松散回潮出口含水率控制的示意图。
具体实施方式
43.为了使本技术领域的人员更好地理解本发明实施例的方案,下面结合附图和实施方式对本发明实施例作进一步的详细说明。
44.针对当前烟片在松散回潮工序中加水量控制不准确,易造成批次内或批次间烟片含水分不一致,影响烟片品质的问题,本发明提供一种松散回潮工序的加水量的控制方法及系统,通过设置滑窗预测模型对烟片加水量进行前馈控制,以使出口含水率达到目标值,解决现有松散回潮的加水控制存在滞后性,易造成不准确的问题,能提高各批次松散回潮的出口含水率控制的一致性,提升生产过程质量控制能力。
45.如图1所示,一种松散回潮工序的加水量的控制方法,包括:
46.s1:按设定加水量对松散回潮工序中的烟片进行加水,并获取加水后烟片的出口含水率。
47.s2:根据烟片的入口含水率和所述出口含水率的变化趋势确定加水量和出口含水率的滑窗预测模型。
48.s3:获取当前生产烟片的来料含水率和松散回潮工序的出口含水率的目标值,并通过所述滑窗预测模型对达到所述目标值需要的加水量进行前馈控制。
49.具体地,首先对叶片回潮机的入口烟片进行入口含水率测量,然后通过叶片回潮
机对烟片进行松散回潮,并得到出口含水率。根据入口含水率和出口含水率的数据建立滑窗预测模型,进一步根据入口含水率与出口含水率的变化趋势来确定加水量与出口含水率的线性关系。由此,根据烟片的来料含水率和出口含水率的目标值来确定需要增加的加水量。该方法能使加水量不需要通过对后期烟片的出口含水率的检测,就能够得到所需加水量的前反馈,能解决现有松散回潮的加水控制存在滞后性,易造成不准确的问题,能提高各批次松散回潮的出口含水率控制的一致性,提升生产过程质量控制能力。
50.进一步,所述根据烟片的入口含水率和所述出口含水率的变化趋势确定加水量和出口含水率的滑窗预测模型,包括:
51.根据烟片的入口含水率对设定时间段内的n次采样作为一个滑窗来计算平均含水率。
52.再建立一个包括当前时刻在内的n次采样的来料含水率滑窗,并计算得到各个时刻的来料含水率与所述平均含水率的差值。
53.如果一个滑窗内的所有时刻所对应的所述差值都大于或小于0,则判断来料含水率出现了整体性的增大趋势或减小趋势。
54.获取滑窗第一个时刻所对应的出口时刻,并在所述增大趋势或所述减小趋势时控制加水调节阀门在所述出口时刻开始减小开度或增大开度,以对出口含水率进行预测。
55.具体地,为了区分和识别烟片在叶片回潮机的出口含水率的整体趋势性变化,可采用移动滑窗的方法进行监测。首先,在叶片回潮机的入口烟片的入口含水率是不断变化的,设当前时刻为t,为了确定当前来料的状态,可采用近一段时间的前n次采样作为一个滑窗来计算来料平均含水率
56.其中,x
i
表示第i个时刻的入口含水率。随着生产过程的继续,这个滑窗向前滑动,于是下一时刻时的平均含水率为
57.其次,为了识别入口含水率的趋势性变化,可再建立一个包括n次采样的滑窗,同样设当前时刻为t,分别计算包括当前时刻在内的n次采样的来料含水率与其对应的平均含水率的差d
j
=x
j
‑
μ
j
;j=t,t
‑
1,
…
t
‑
n+1。
58.为了避免偶然性变化的影响,识别趋势性的出口含水率的变化,可设置过程质量控制判异准则。
59.该方法还包括:
60.s4:获取松散回潮工序的出口含水率的实测值,并根据所述目标值和所述实测值得到出口含水率的目标偏差值;
61.s5:建立pid反馈控制模型,用于根据所述目标偏差值调节烟片流量以对出口含水率进行反馈控制,使批次内的松散回潮工序的加水量按所述目标值进行控制。
62.具体地,在松散回潮工序的生产过程中,对出口含水率可以通过入口含水率、目标出口含水率、加水量和烟片流量等几方面进行影响和控制。为了避免多个影响因素同时作用造成生产过程的不稳定,可将其中的多个影响变量分别固定在一个适当的取值,仅调整其中的一个影响因素来对出口含水率进行控制。本方法通过pid反馈控制模型对出口含水率进行实时调整,将出口含水率的实测值与目标值进行比对,然后根据目标偏差值作为pid
反馈控制模型的输入,进而确定调节p、i和d的参数取值,对加水量进行调节,以实现出口含水率的控制,提高批次内出口含水率控制的稳定性,增加批次间控制的一致性。
63.该方法还包括:
64.s6:建立所述出口含水率的ewma反馈控制模型,并根据所述ewma反馈控制模型对所述出口含水率进行指数加权移动平均运算,得到ewma统计量z
s
;
65.s7:在或时判断出口含水率有增大趋势或减小趋势,其中,t为出口含水率的目标值,λ为ewma平滑系数,σ为过程稳定状态下的标准差,k为常数;
66.s8:根据所述ewma统计量z
s
对加水量反馈控制,使出口含水率的波动减小。
67.更进一步,所述ewma统计量z
s
根据以下公式计算:
68.z
s
=λ
·
y
s+
(1
‑
λ)z
s
‑1,其中,z0=t,λ=2,y
s
为第s个时刻的出口含水率。
69.具体地,为了更好地对松散回潮过程的出口含水率进行有效控制,还应该根据其变化情况及时进行修正调整。已有的pid反馈控制系统能够对出口含水率的轻微变化进行调整,进而调整加水量,但对于较大的过程波动往往难以及时实现有效控制,很多时候都需要操作人员进行人工干预,这既增加了人员的工作强度,也由于操作人员的经验差异造成批次质量稳定性下降,为此可采用计算机来实现出口含水率变化的自动识别和调整。为了提高识别过程出现趋势性偏移的灵敏性,同时避免个别检测结果异常造成的干扰,可运用ewma进行控制系统的算法设计。令进入正常生产阶段的时刻为t0,从此时刻开始的第s个时刻t
s
的出口水分为y
s
,此时的ewma统计量为z
s
=λ
·
y
s+
(1
‑
λ)z
s
‑1,其中,z0=t,t为出口含水率的目标值,λ为ewma平滑系数,一般取λ=2,y
s
为第s个时刻的出口含水率。
70.参考统计质量控制中ewma控制图的构造方法,将出口含水率判定为稳定的阈值为或其中,σ为过程稳定状态下的标准差,k为常数,一般取k=3。而表明出口含水率有增大的趋势,需立刻减小加水调节阀门开度值来消除这种趋势。在时表明出口含水率有降低的趋势,需增大加水调节阀门开度值。
71.在实际应用中,如图2所示,松散回潮的出口含水率先采用滑窗预测对加水量进行控制,然后再通过pid反馈控制对出水口含水率进行实时调整,并进一步采用出口含水率的ewma反馈控制来实现加水量的平稳控制。
72.可见,本发明提供一种松散回潮工序的加水量的控制方法,通过设置滑窗预测模型对烟片加水量进行前馈控制,以使出口含水率达到目标值,并对出口含水率通过pid反馈控制和ewma反馈控制来调节加水量,解决现有松散回潮的加水控制存在滞后性,易造成不准确的问题,能提高各批次松散回潮的出口含水率控制的一致性,提升生产过程质量控制能力。
73.相应地,本发明还提供一种松散回潮工序的加水量的控制系统,包括:水量控制单
元,用于按设定加水量对松散回潮工序中的烟片进行加水,并获取加水后烟片的出口含水率。滑窗预测单元,用于根据烟片的入口含水率和所述出口含水率的变化趋势确定加水量和出口含水率的滑窗预测模型。前馈控制单元,用于获取烟片的来料含水率和松散回潮工序的出口含水率的目标值,并通过所述滑窗预测模型对达到所述目标值需要的加水量进行前馈控制。
74.该系统还包括:采集单元,用于获取松散回潮工序的出口含水率的实测值,并根据所述目标值和所述实测值得到出口含水率的目标偏差值。pid反馈控制单元,用于建立pid反馈控制模型,用于根据所述目标偏差值调节烟片流量以对出口含水率进行反馈控制,使批次内的松散回潮工序的加水量按所述目标值进行控制。
75.该系统还包括:ewma反馈控制单元,用于建立所述出口含水率的ewma反馈控制模型,并根据所述ewma反馈控制模型对所述出口含水率进行指数加权移动平均运算,得到ewma统计量zs。所述ewma反馈控制单元在或时判断出口含水率有增大趋势或减小趋势,其中,t为出口含水率的目标值,λ为ewma平滑系数,σ为过程稳定状态下的标准差,k为常数。所述ewma反馈控制单元根据所述ewma统计量z
s
对加水量反馈控制,使出口含水率的波动减小。
76.进一步,所述滑窗预测单元包括:第一滑窗计算单元,用于根据烟片的入口含水率对设定时间段内的n次采样作为一个滑窗来计算平均含水率。第二滑窗计算单元,用于再建立一个包括当前时刻在内的n次采样的来料含水率滑窗,并计算得到各个时刻的来料含水率与所述平均含水率的差值。预测单元,用于在一个滑窗内的所有时刻所对应的所述差值都大于或小于0时判断来料含水率出现了整体性的增大趋势或减小趋势。
77.所述预测单元还用于获取滑窗第一个时刻所对应的出口时刻,并在所述增大趋势或所述减小趋势时控制加水调节阀门在所述出口时刻开始减小开度或增大开度,以对出口含水率进行预测。
78.可见,本发明提供一种松散回潮工序的加水量的控制系统,通过设置滑窗预测模型对烟片加水量进行前馈控制,以使出口含水率达到目标值,并对出口含水率通过pid反馈控制和ewma反馈控制来调节加水量,解决现有松散回潮的加水控制存在滞后性,易造成不准确的问题,能提高各批次松散回潮的出口含水率控制的一致性,提升生产过程质量控制能力。
79.以上依据图示所示的实施例详细说明了本发明的构造、特征及作用效果,以上所述仅为本发明的较佳实施例,但本发明不以图面所示限定实施范围,凡是依照本发明的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书与图示所涵盖的精神时,均应在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1