一种香烟过滤嘴中爆珠制备成型装置及系统的制作方法
1.本发明涉及香烟加工相关领域,具体是一种香烟过滤嘴中爆珠制备成型装置及系统。
背景技术:
2.爆珠,也称做香丸、脆性胶囊、珠子。爆珠有大有小,直径2.6
‑
4.6mm,是可挤破的珠子,挤破时具有爆开的感觉。主要是在卷烟的过滤嘴中使用,也就是常说的爆珠烟。
3."爆珠"是指嵌在烟草过滤嘴内的一颗液体小胶珠,它包裹了不同类型香料的液体,吸烟者可以在吸烟过程中捏爆,使珠内液体流出,使香烟的口感更丰富,更香润,使吸烟者得到更为舒适的体验。当然,那颗胶珠必须自行用手指、牙齿或者使用爆珠钳捏爆,对于捏爆的时间点,则可以根据喜好自行安排。
4.可现有的加工器械普遍自动化程度底,从而加大了工作人员的工作量,对工作人员的身心健康照成影响。
技术实现要素:
5.本发明的目的在于提供一种香烟过滤嘴中爆珠制备成型装置及系统,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种香烟过滤嘴中爆珠制备成型系统,所述香烟过滤嘴中爆珠制备成型装置包括:
8.支撑板及与圆周固定安装在所述支撑板底部的至少四个支腿;
9.承接外壳,所述承接外壳固定安装在弹性结构上,所述承接外壳的一侧还滑动安装有外壳门;
10.放料结构,所述放料结构安装于所述承接外壳内侧,所述放料结构用于投放所需加工的材料;
11.抖动筛选机构,所述抖动筛选机构安装在所述承接外壳内侧,所述抖动筛选机构处于包裹组件的正下方,所述抖动筛选机构用于对完成附着胶膜的材料进行筛选,以将直径小于标准尺寸的材料分选出;
12.气动输送组件,所述气动输送组件安装在所述承接外壳外侧,并连接所述包裹组件和所述抖动筛选机构,所述气动输送组件用于将所述包裹组件内的材料输送到所述抖动筛选机构内;
13.输出结构,所述输出结构竖立安装在所述外壳内侧,且与安装在所述承接外壳内侧内的包裹组件连接,所述输出结构用于驱使包裹组件工作,以将放料结构所投放的材料的表面附着胶膜;
14.所述包裹组件包括固定安装在所述承接外壳内侧的胶皮容纳盒,所述胶皮容纳盒中心处安装有密封圈,所述密封圈用于密封所述胶皮容纳盒;
15.所述包裹组件还包括通过滑动机构滑动安装在所承接外壳内侧的密封圈,所述所述密封圈的直径小于所述胶皮容纳盒,所述密封圈底部均匀圆周开设有多个通孔,且所述密封圈的中心处还设置有贯穿所述密封圈并与所述密封圈底部固定连接的螺纹套筒,所述螺纹套筒与所述输出结构连接。
16.更进一步地,所述放料结构包括固定安装在所述承接外壳内侧的投放盒,所述投放盒底部圆周安装有多个贯穿所述投放盒并与所述投放盒固定连接的弹性出料锥管;
17.更进一步地,所述放料结构还包括安装在所述承接外壳顶部用于控制所述弹性出料锥管出料的压力控制组件。
18.更进一步地,所述输出结构包括竖立安装在所述承接外壳底部的螺纹杆,所述螺纹杆同固定安装在所述支撑板底部的电机输出端连接。
19.更进一步地,所述滑动机构包括开设在所述承接外壳内壁上的至少对称的四条滑槽,所述滑槽与固定安装在所述密封圈和所述过筛板外侧的四条滑块滑动配合并对其进行限位,以使所述密封圈和所述过筛板在竖立运动时不转动。
20.更进一步地,所述弹性结构包括固定安装在所述承接外壳底部的弹簧套筒,所述弹簧套筒底部固定安装有弹簧,所述弹簧套筒内侧还滑动安装有与所述弹簧固定连接的滑杆,所述滑杆远离所述弹簧的一端同所述过筛板底部固定连接。
21.更进一步地,所述压力控制组件包括固定安装在所述承接外壳顶部的第二气泵,所述第二气泵的出气端连通所述投放盒,且所述第二气泵的电路端还同固定安装在所述承接外壳上的控制器连接,所述控制器用于控制所述第二气泵向所述投放盒内的加注的压力。
22.一种香烟过滤嘴中爆珠制备成型系统,所述香烟过滤嘴中爆珠制备成型系统包括所述的香烟过滤嘴中爆珠制备成型装置。
23.一种香烟过滤嘴中爆珠制备成型系统,所述香烟过滤嘴中爆珠制备成型系统包括所述的香烟过滤嘴中爆珠制备成型装置。
24.本发明所达到的有益效果:启动下料组件此时冰球单组落至包裹组件,在输出组件工作时驱动包裹组件工作对冰球进行包裹胶皮,并将完成包裹胶皮的爆珠的冰球抬升至待气动输送组件输送位置,此后气动输送组件工作将完成加工的冰球输送至抖动筛选机构进行筛选将非合冰球和合各冰球分离;
25.此后待冰球融化即可得到胶皮内包裹香烟爆珠液体的完整爆炸,在无需人工操作的情况下即可自动对其进行加工,输送,筛选,自动化程度高。
附图说明
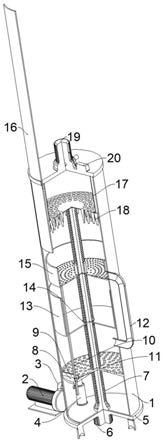
26.图1是本发明提供的正视图。
27.图2是本发明提供的四分之一剖面图。
28.图3是本发明提供的侧视图。
29.图4是本发明提供的后视图。
30.图中:1
‑
承接外壳、2
‑
抽气管、3
‑
第一气泵、4
‑
弹簧套筒、5
‑
支撑板、6
‑
电机、7
‑
螺纹杆、8
‑
过筛板、9
‑
隔板、10
‑
传动杆、11
‑
弹性限位块、12
‑
输送管、13
‑
胶皮容纳盒、14
‑
密封圈、15
‑
取料盒、16
‑
外壳门、17
‑
投放盒、18
‑
弹性出料锥管、19
‑
第二气泵、20
‑
控制器。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.另外,本发明中的元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
33.为了对本发明实施例进行有效说明,以下参照附图对本技术实施例进行详细阐述,请参阅图1
‑
4。
34.实施例一
35.一种香烟过滤嘴中爆珠制备成型系统,所述香烟过滤嘴中爆珠制备成型装置包括:
36.支撑板5及与圆周固定安装在所述支撑板5底部的至少四个支腿;
37.承接外壳1,所述承接外壳1固定安装在弹性结构上,所述承接外壳1的一侧还滑动安装有外壳门16;
38.放料结构,所述放料结构安装于所述承接外壳1内侧,所述放料结构用于投放所需加工的材料;
39.抖动筛选机构,所述抖动筛选机构安装在所述承接外壳1内侧,所述抖动筛选机构处于包裹组件的正下方,所述抖动筛选机构用于对完成附着胶膜的材料进行筛选,以将直径小于标准尺寸的材料分选出;
40.气动输送组件,所述气动输送组件安装在所述承接外壳1外侧,并连接所述包裹组件和所述抖动筛选机构,所述气动输送组件用于将所述包裹组件内的材料输送到所述抖动筛选机构内;
41.输出结构,所述输出结构竖立安装在所述外壳1内侧,且与安装在所述承接外壳1内侧内的包裹组件连接,所述输出结构用于驱使包裹组件工作,以将放料结构所投放的材料的表面附着胶膜;
42.所述包裹组件包括固定安装在所述承接外壳1内侧的胶皮容纳盒13,所述胶皮容纳盒13中心处安装有密封圈14,所述密封圈14用于密封所述胶皮容纳盒13;
43.所述包裹组件还包括通过滑动机构滑动安装在所承接外壳1内侧的密封圈15,所述所述密封圈15的直径小于所述胶皮容纳盒13,所述密封圈15底部均匀圆周开设有多个通孔,且所述密封圈15的中心处还设置有贯穿所述密封圈15并与所述密封圈15底部固定连接的螺纹套筒,所述螺纹套筒与所述输出结构连接。
44.在本发明实施例中,在本装置启动前需向下料组件内添加足够的香烟爆珠冰球,(冰球为爆珠液体经过冷冻后形成的冰球);
45.启动下料组件此时冰球单组落至包裹组件,在输出组件工作时驱动包裹组件工作对冰球进行包裹胶皮,并将完成包裹胶皮的爆珠的冰球抬升至待气动输送组件输送位置,此后气动输送组件工作将完成加工的冰球输送至抖动筛选机构进行筛选将非合冰球和合
各冰球分离;
46.此后待冰球融化即可得到胶皮内包裹香烟爆珠液体的完整爆炸,在无需人工操作的情况下即可自动对其进行加工,输送,筛选,自动化程度高。
47.实施例二
48.本发明又一实施例中,所述包裹组件包括固定安装在所述承接外壳1内侧的胶皮容纳盒13,所述胶皮容纳盒13中心处安装有密封圈14,所述密封圈14用于密封所述胶皮容纳盒13;
49.所述包裹组件还包括通过滑动机构滑动安装在所承接外壳1内侧的密封圈15,所述所述密封圈15的直径小于所述胶皮容纳盒13,所述密封圈15底部均匀圆周开设有多个通孔,且所述密封圈15的中心处还设置有贯穿所述密封圈15并与所述密封圈15底部固定连接的螺纹套筒,所述螺纹套筒与所述输出结构连接。
50.在本发明实施例中,初始状态下胶皮容纳盒13内侧存放加热后的香烟爆珠液体,密封圈15套合至胶皮容纳盒13内侧,在放料结构工作时候将冰球投放至密封圈15内侧;
51.在输出结构工作时候通过螺纹套筒带动密封圈15竖立上升,在密封圈15上升时将已包括胶皮的液体的冰球过滤出,并将其抬升至待气动输送组件输送位置;
52.胶皮液体在冷却后会凝固把包裹冰球,因冰球温度底会迅速使胶皮液体凝固,在短暂时间内打捞出即可在冰球表面包裹一层胶,在冰球融化后即形成香烟爆珠;
53.需要说明的是,在输出组件工作时因密封圈14的存在下处于胶皮容纳盒13内侧的胶皮液体不会发生泄露,密封圈14为弹性橡胶材质,具有耐磨特性的同时还具有密封的作用。
54.实施例三
55.本发明又一实施例中,所述放料结构包括固定安装在所述承接外壳1内侧的外壳门17,所述外壳门17底部圆周安装有多个贯穿所述外壳门17并与所述外壳门17固定连接的弹性出料锥管18;
56.所述放料结构还包括安装在所述承接外壳1顶部用于控制所述弹性出料锥管18出料的压力控制组件。
57.在本发明实施例中,初始状态下冰球处于弹性出料锥管18内侧且不会掉落,所述弹性出料锥管18为弹性材质制成,在冰球处于弹性出料锥管18内侧时外壳门17处于密封状态;
58.在压力控制组件工作时向外壳门17内侧单次定量加注空气,此后因外壳门17内部压力增大冰球会从弹性出料锥管18内吹出,落至密封圈15内侧;
59.在第一组冰球被吹出时处于外壳门17内侧的冰球会迅速对其进行补给;
60.需要说明的是,弹性出料锥管18远离所述密封圈15的一端直径大于朝向密封圈15的一端,其外形呈锥形,在冰球排出时直径小的一端会拉伸,因弹性出料锥管18为弹性材质制成在冰球排出后会迅速复位。
61.实施例四
62.本发明又一实施例中,所述抖动筛选机构包括滑动通过所述滑动机构滑动安装在所述承接外壳1内侧螺纹杆8,所述螺纹杆8上圆周开设有多个第二通孔,所述螺纹杆8上还安装有用于在所述外壳门16打开时材料掉落的螺纹杆9,所述螺纹杆8底部同安装在所述承
接外壳1底部的弹性结构连接;
63.所述抖动筛选机构还包括固定连接于所述密封圈15底部的传动杆10,所述传动杆10贯穿所述胶皮容纳盒13和并通所述胶皮容纳盒13密封滑动连接;
64.所述传动杆10穿过开设于所述螺纹杆8上的通槽并不与所述通槽接触,所述传动杆10外侧还固定安装有弹性限位块11,所述弹性限位块11同所述通槽合在所述弹性结构的存在下以使所述螺纹杆8抖动,所述弹性限位块11为软质弹性材质。
65.在本发明实施例中,在密封圈15竖立上升或下降时带动传动杆10跟随运动;
66.在传动杆10竖立下降时通过弹性限位块11带动螺纹杆8跟谁竖立下降,并且,同时压缩弹性结构,在弹性限位块11的形变力下小于弹性结构的回弹力时弹性限位块11形变穿过通槽,此后因弹性结构的以被压缩,因此推动螺纹杆8回到初始位置;
67.同理在传动杆10竖立上升时通过弹性限位块11带动螺纹杆8跟谁上升,在螺纹杆8上升时拉伸弹性结构,在弹性限位块11形变力小于弹性结构的回弹力时发生形变穿过通槽,此后弹性结构将其拉至初始位置;
68.从而带动螺纹杆8往复抖动,提高筛选的效率。
69.实施例五
70.本发明又一实施例中,所述气动输送组件包括连通所述密封圈15和所述胶皮容纳盒13和所述螺纹杆8之间的输送管12;
71.所述胶皮容纳盒13底部在所述外壳门16关闭时呈密封状;
72.所述气动输送组件还包括用于持续抽出空气的抽气管2,所述抽气管2的吸气端通过第一气泵3控制器20连通所述承接外壳1。
73.在本发明实施例中,在外壳门16未打开时胶皮容纳盒13底部为密封状态;
74.在抽气管2工作时通过第一气泵3向其内部持续施加负压,因持续施加负压可通过21将完成加工的冰球吸至胶皮容纳盒13底部,此时冰球掉落至螺纹杆8上,(其原理与吸尘器类似,其功率大于吸尘器);
75.可在21出料端弹性连接一个阻尼板,以防止冰球与输出结构接触发生损坏(图中未示出)。
76.实施例六
77.本发明又一实施例中,所述输出结构包括竖立安装在所述承接外壳1底部的螺纹杆7,所述螺纹杆7同固定安装在所述支撑板5底部的电机6输出端连接。
78.在本发明实施例中,在电机6工作时输出端的输出轴带动螺纹杆7顺时针或逆时针转动,在螺纹杆7转动时候通过螺纹套筒带动密封圈15竖立上升或下降;
79.需要说明的是,电机6为伺服电机,也可更具需求进行选择,可带动螺纹杆7顺时针或逆时针转动的电机均可使用,在此时不对螺纹杆7的型号进行具体限定。
80.实施例七
81.本发明又一实施例中,所述滑动机构包括开设在所述承接外壳1内壁上的至少对称的四条滑槽,所述滑槽与固定安装在所述密封圈15和所述螺纹杆8外侧的四条滑块滑动配合并对其进行限位,以使所述密封圈15和所述螺纹杆8在竖立运动时不转动。
82.在本发明实施例中,(滑动机构在说明书附图中未示出),在密封圈15或螺纹杆8竖立运动时带动滑块跟随运动,在滑块运动时同滑槽滑动配合,在起到滑动导向的同时对其
运动轨迹进行限位,使其只能竖立移动,不能转动,从而避免了在在密封圈15和螺纹杆8运动时不会与传动杆10产生干涉。
83.实施例八
84.本发明又一实施例中,所述弹性结构包括固定安装在所述承接外壳1底部的弹簧套筒4,所述弹簧套筒4底部固定安装有弹簧,所述弹簧套筒4内侧还滑动安装有与所述弹簧固定连接的滑杆,所述滑杆远离所述弹簧的一端同所述螺纹杆8底部固定连接。
85.在本发明实施例中,在螺纹杆8竖立上升或下降时带动滑杆跟谁运动,在滑杆运动时压缩或拉伸弹簧,在螺纹杆8与弹性限位块11配合时起到复位的作用;
86.弹簧根据负荷状况可分为轻载荷,一般载荷和重载荷三种状态,轻载荷指承受静态应力,应力较低,变形量较小的弹簧,如安全装置用弹簧,吸收振动用弹簧等本实施例中的弹簧初始状态为轻载荷。
87.实施例九
88.本发明又一实施例中,所述压力控制组件包括固定安装在所述承接外壳1顶部的第二气泵19,所述第二气泵19的出气端连通所述外壳门17,且所述第二气泵19的电路端还同固定安装在所述承接外壳1上的控制器20连接,所述控制器20用于控制所述第二气泵19向所述外壳门17内的加注的压力。
89.在本发明实施例中,控制器20可对第二气泵19向外壳门17内侧单次施加的压力进行控制,施加的压力值则是弹性出料锥管18排出的冰球数量;
90.在第二气泵19工作时通过吸气端将气体吸入,然后通过排气端将气体施加至外壳门17内侧,使外壳门17内侧的压力增加;
91.在第二气泵19的出气端还安装有单向阀,以防止压力泄流的情况发生;
92.需要说明的是,在此不对第二气泵19的型号做出具体限定,可达到理想效果的设备均可使用。
93.实施例十
94.一种香烟过滤嘴中爆珠制备成型系统,所述香烟过滤嘴中爆珠制备成型系统包括所述的香烟过滤嘴中爆珠制备成型装置。
95.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1