一种应用于烟草制丝加料控制系统的防差错方法与流程
1.本发明属于烟草制备技术领域,具体而言,涉及一种应用于烟草制丝加料控制系统的防差错方法。
背景技术:
2.在烟草制丝生产过程中,香料施加是制丝生产的重要环节,料液施加过程均匀、连续、精准是保障产品质量稳定的重要因素,料液施加过程设备结构组成复杂,加料控制系统存在诸多风险因素。
3.香料加料机在生产加料阶段,加料流量由烟叶流量及加料比例计算得来,加料流量大小由加料流量计进行测量,该流量计工作的稳定性及精度,对加料过程有关键作用。当料液中有微固体颗粒时,流量计计量不准确,出现显示值正常,而实际料液加多或加少的情况,此时加料系统不能采集到流量异常的情况,加料问题往往在生产结束后才能发现,直接影响产品的质量。
技术实现要素:
4.本发明实施例提供了一种应用于烟草制丝加料控制系统的防差错方法,其目的在于解决现有的加料控制系统料液中有微固体颗粒时,流量计计量不准确,出现显示值正常,而实际料液加多或加少的问题。
5.鉴于上述问题,本发明提出的技术方案是:
6.一种应用于烟草制丝加料控制系统的防差错方法,所述加料控制系统包括料罐、称重传感器、出料阀、第一打料泵、过滤装置、第二打料泵、流量计、喷嘴阀、滚筒加料机、回料阀、清吹阀和清洗阀,所述称重传感器安装于所述料罐的底部,所述料罐、所述出料阀、所述第一打料泵、所述过滤装置、所述第二打料泵、所述流量计、所述喷嘴阀和所述滚筒加料机依次通过管道连接,所述喷嘴阀还通过所述回料阀与所述料罐的输入端连接,所述清吹阀和所述清洗阀分别通过管道与所述出料阀连接;
7.其中,所述料罐、所述出料阀、所述第一打料泵、所述过滤装置、所述第二打料泵、所述流量计、所述喷嘴阀和所述滚筒加料机构成加料系统;
8.所述清吹阀、所述出料阀、所述第一打料泵、所述过滤装置、所述第二打料泵、所述流量计、所述喷嘴阀、所述回料阀和所述料罐构成回料系统;
9.所述清吹阀、所述出料阀、所述第一打料泵、所述过滤装置、所述第二打料泵、所述流量计、所述喷嘴阀和所述回料阀构成清洗系统;
10.所述防差错方法包括以下步骤:
11.料液加料机为所述料罐加料前,plc控制器通过所述称重传感器获得所述料罐的重量初始值x
初
,并获得所述流量计的累计量初始值y
初
;
12.所述plc控制器控制所述加料系统通电运行,所述料罐内的料液通过所述第一打料泵输送至所述过滤装置,通过所述过滤装置将料液中含有的颗粒进行过滤;
13.完成后经过所述第二打料泵输送至所述喷嘴阀,并通过所述喷嘴阀喷入所述滚筒加料机进行加料;
14.所述plc控制器通过所述称重传感器获得所述料罐的实际出料量x
实
,并获得所述流量计的累计加料量y
实
;
15.所述plc控制器控制所述回料系统通电运行,将管道内剩余的料液回收到所述料罐内。
16.作为本发明的一种优选技术方案,所述过滤装置包括过滤机构以及设置在所述过滤机构下方的底座,所述过滤机构包括箱体、缓冲件、过滤件、凸轮、球笼万向节、驱动电机、辅助件和输送件,所述箱体的底部设置有两个所述缓冲件,两个所述缓冲件之间设置有所述过滤件,所述过滤件上分别连接有所述凸轮和所述球笼万向节,所述球笼万向节的输入端与所述驱动电机的输出端轴连接,所述驱动电机固定安装在所述箱体与球笼万向节的输入端相对的侧壁,其一所述缓冲件与所述过滤件之间设置有所述辅助件,所述输送件与所述过滤件连接。
17.作为本发明的一种优选技术方案,所述缓冲件包括矩形框、滑座和缓冲弹簧,所述矩形框的内部具有两个相对设置的所述滑座,两个所述滑座均与所述矩形框滑动连接,两个所述滑座与所述矩形框之间均设置有所述缓冲弹簧。
18.作为本发明的一种优选技术方案,所述过滤件包括过滤筒、端盖、内盖、传动轴、联轴套和固定架,所述过滤筒呈锥形设置,所述过滤筒的一端固定连接有所述端盖,所述端盖呈圆形设置,所述端盖的轴心开设有圆孔,所述圆孔的孔壁开设有滑槽,所述内盖嵌入所述滑槽内并与所述滑槽转动连接,所述内盖与所述过滤筒的轴心具有沿轴向设置的所述传动轴,所述传动轴的一端通过联轴器与所述球笼万向节的输出端连接,所述凸轮套设在所述传动轴的另一端,所述传动轴位于所述过滤筒内部的表面套设有所述联轴套,所述联轴套的表面固定连接有所述固定架,所述固定架与所述过滤筒固定连接。
19.作为本发明的一种优选技术方案,所述箱体的底部份分别设置有颗粒排放口斗和接料斗,且所述颗粒排放口斗位于所述过滤筒的另一端,所述颗粒排放口斗和所述接料斗均为上下端开口结构,以使所述颗粒排放口斗和所述接料斗与所述箱体的内外部连通。
20.作为本发明的一种优选技术方案,所述辅助件包括固定板、连接杆、滑道、滚球,与所述内盖相对的所述缓冲件上固定连接有所述固定板,所述固定板与所述内盖相对的一侧固定连接有所述连接杆,所述滑道固定连接于所述内盖上,且位于靠近所述连接杆的一侧,所述滑道内设置有所述滚球,所述滚球与所述连接杆的另一端转动连接。
21.作为本发明的一种优选技术方案,所述输送件包括输送管、波纹管和连接管,所述输送管的一端连通有所述波纹管,所述波纹管的另一端连通有所述连接管,所述连接管的另一端贯穿所述内盖并延伸至所述过滤筒内。
22.作为本发明的一种优选技术方案,所述出料阀、所述喷嘴阀和所述回料阀均为三通阀。
23.作为本发明的一种优选技术方案,所述plc控制器通过所述称重传感器获得所述料罐的实际出料量x
实
,并获得所述流量计的累计加料量y
实
,还包括:
24.计算所述料罐的实际出料量x
实
与所述流量计的累计加料量y
实
的料液差值,判断所述料液差值是否小于料液阀值,若所述料液差值小于料液阀值,则所述plc控制器输出异常
报警标志;
25.分别计算所述料罐的实际出料量x
实
的出料量绝对值和所述流量计的累计加料量y
实
的加料量绝对值,并判断所述出料量绝对值或加料量绝对值是否大于或等于第一异常报警阈值或第二异常报警阈值,若所述出料量绝对值或加料量绝对值小于所述第一异常报警阈值或所述第二异常报警阈值,则判断所述加料系统正常工作,若所述出料量绝对值或加料量绝对值大于或等于所述第一异常报警阈值或所述第二异常报警阈值,则所述plc控制器输出异常报警标志。
26.作为本发明的一种优选技术方案,所述plc控制器控制所述回料系统通电运行,将管道内剩余的料液回收到所述料罐内之后,还包括:
27.所述plc控制器控制所述清洗系统通电运行,将管道内残留的料液进行清洗。
28.相对于现有技术,本发明的有益效果是:
29.(1)通过对生产过程中流量计与料罐进行实时跟踪,避免仅单纯跟踪流量计累计加料量的缺陷,并引入料液差值与料阀进行比较,以及出料量绝对值或加料量绝对值与第一异常报警阈值或第二异常报警阈值进行比较,有效的加强了预警机制,将隐患控制在萌芽状态,避免了生产质量事故,节约了生产成本。
30.(2)通过在加料系统引入过过滤,在持续加料过程中,通过过滤装置料液含有的颗粒进行过滤,避免颗粒在管道进行堆积。并且,将颗粒过滤完毕后,也避免颗粒影响流量计的精度,从而保证了检测的准确性;加料以及回料完毕后,通过对管道内残留的料液进行清洗,能够保证管道内的洁净,避免颗粒污染料液。
31.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
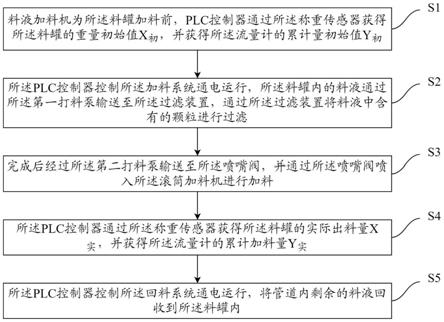
32.图1是本发明所公开的一种应用于烟草制丝加料控制系统的防差错方法的流程图;
33.图2本发明所公开的一种应用于烟草制丝加料控制系统的防差错方法的加料控制系统结构示意图;
34.图3本发明所公开的一种应用于烟草制丝加料控制系统的防差错方法的过滤装置结构示意图;
35.图4本发明所公开的一种应用于烟草制丝加料控制系统的防差错方法的缓冲件结构示意图;
36.图5本发明所公开的一种应用于烟草制丝加料控制系统的防差错方法的过滤件结构示意图。
37.附图标记说明:1、料罐;2、称重传感器;3、出料阀;4、第一打料泵;5、过滤装置;52、过滤机构;521、箱体;521a、颗粒排放口斗;521b、接料斗;522、缓冲件;522a、矩形框;522b、滑座;522c、缓冲弹簧;523、过滤件;5231、过滤筒;5232、端盖;5233、内盖;5234、传动轴;5235、联轴套;5236、固定架;524、凸轮;525、球笼万向节;526、驱动电机;527、辅助件;527a、固定板;527b、连接杆;527c、滑道;527d、滚球;528、输送件;528a、输送管;528b、波纹管;
528c、连接管;53、底座;6、第二打料泵;7、流量计;8、喷嘴阀;9、加滚筒加料机;10、回料阀;11、清吹阀;12、清洗阀。
具体实施方式
38.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
39.因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
40.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
41.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
42.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
43.实施例
44.参照附图1所示,本发明提供一种技术方案:一种应用于烟草制丝加料控制系统的防差错方法,包括以下步骤:
45.s1,料液加料机为料罐1加料前,plc控制器通过称重传感器2获得料罐1的重量初始值x
初
,并获得流量计7的累计量初始值y
初
。
46.s2,plc控制器控制加料系统通电运行,料罐1内的料液通过第一打料泵4输送至过滤装置5,通过过滤装置5将料液中含有的颗粒进行过滤。
47.具体而言,加料系统引入过滤装置5,在持续加料过程中,通过过滤装置5料液含有的颗粒进行过滤,避免颗粒在管道进行堆积。并且,将颗粒过滤完毕后,也避免了颗粒影响流量计7的精度,从而保证了检测的准确性。
48.s3,完成后经过第二打料泵6输送至喷嘴阀8,并通过喷嘴阀8喷入滚筒加料机进行加料。
49.s4,plc控制器通过称重传感器2获得料罐1的实际出料量x
实
,并获得流量计7的累计量加料量y
实
。
50.进一步的,计算料罐1的实际出料量x
实
与流量计7的累计加料量y
实
的料液差值,判
断料液差值是否小于料液阀值,若料液差值小于料液阀值,则plc控制器输出异常报警标志。
51.可以知道,持续加料过程中,料罐1的实际出料量x
实
与流量计7的累计加料量y
实
的料液差值随着加料时间的深入,料液差值无限接近于0,故料液阀值需根据实际生产情况而定;通过对料液差值的监控,将隐患控制在萌芽状态,从而避免了生产质量事故。
52.更进一步的,分别计算料罐1的实际出料量x
实
的出料量绝对值和流量计7的累计加料量y
实
的加料量绝对值,并判断出料量绝对值或加料量绝对值是否大于或等于第一异常报警阈值或第二异常报警阈值,若出料量绝对值或加料量绝对值小于第一异常报警阈值或第二异常报警阈值,则判断加料系统正常工作,若出料量绝对值或加料量绝对值大于或等于第一异常报警阈值或第二异常报警阈值,则plc控制器输出异常报警标志。
53.具体而言,第一异常报警阈值与出料量绝对值对应,第二异常报警阈值与加料量绝对值对应,第一异常报警阈值和第二异常报警阈值根据实际生产情况而定。加料系统运行过程中,当加料系统出现异常时,若料罐1称重异常或加料流量计7计量异常,加料过程出料量绝对值或加料量绝对值会突然出现异常增高,因此对出料量绝对值和加料量绝对值与第一异常报警阈值与出料量绝对值比较,有效的加强了预警机制,从而减少了物料的损失。
54.s5,plc控制器控制回料系统通电运行,将管道内剩余的料液回收到料罐1内。
55.具体而言,将管道内剩余的料液进行回收,使料液能够再次利用,不仅提高了料液的利用,而且降低了经济成本。
56.然后,plc控制器控制清洗系统通电运行,将管道内残留的料液进行清洗。
57.具体而言,通过对管道内残留的料液进行清洗,能够保证管道内的洁净,避免颗粒污染料液。
58.并且,加料控制系统包括料罐1、称重传感器2、出料阀3、第一打料泵4、过滤装置5、第二打料泵6、流量计7、喷嘴阀8、滚筒加料机、回料阀10、清吹阀11和清洗阀12,称重传感器2安装于料罐1的底部,料罐1、出料阀3、第一打料泵4、过滤装置5、第二打料泵6、流量计7、喷嘴阀8和滚筒加料机依次通过管道连接,喷嘴阀8还通过回料阀10与料罐1的输入端连接,清吹阀11和清洗阀12分别通过管道与出料阀3连接。其中,料罐1、出料阀3、第一打料泵4、过滤装置5、第二打料泵6、流量计7、喷嘴阀8和滚筒加料机构成加料系统;清吹阀11、出料阀3、第一打料泵4、过滤装置5、第二打料泵6、流量计7、喷嘴阀8、回料阀10和料罐1构成回料系统;清吹阀11、出料阀3、第一打料泵4、过滤装置5、第二打料泵6、流量计7、喷嘴阀8和回料阀10构成清洗系统。
59.优选地,出料阀3、喷嘴阀8和回料阀10均为三通阀。加料系统工作时,出料阀3的a端和c端连通、喷嘴阀8的a端和b端连通实现加料。回料系统工作时,清吹阀11启动通气,出料阀3的b端和c端连通、喷嘴阀8的a端和c端连通和回料阀10的a端和b端连通实现回料。清洗阀12启动通水,出料阀3的b端和c端连通、喷嘴阀8的a端和c端连通和回料阀10的b端和c端连通实现清洗。
60.过滤装置5包括过滤机构52以及设置在过滤机构52下方的底座53,过滤机构52包括箱体521、缓冲件522、过滤件523、凸轮524、球笼万向节525、驱动电机526、辅助件527和输送件528,箱体521的底部设置有两个缓冲件522,两个缓冲件522之间设置有过滤件523,过滤件523上分别连接有凸轮524和球笼万向节525,球笼万向节525的输入端与驱动电机526
的输出端轴连接,驱动电机526固定安装在箱体521与球笼万向节525的输入端相对的侧壁,其一缓冲件522与过滤件523之间设置有辅助件527,输送件528与过滤件523连接。
61.该实施例中,料液过滤时,料液输送到过滤件523后,过滤件523将料液过滤后从接料斗521b排出,同时驱动电机526通电驱动球笼万向节525并使过滤件523旋转,通过凸轮524的作用使过滤件523可上下振荡,将颗粒逐步输送到颗粒排放口斗521a进行排放。
62.缓冲件522包括矩形框522a、滑座522b和缓冲弹簧522c,矩形框522a的内部具有两个相对设置的滑座522b,两个滑座522b均与矩形框522a滑动连接,两个滑座522b与矩形框522a之间均设置有缓冲弹簧522c。
63.该实施例中,矩形框522a可以是长方形或正方形,过滤件523形成上下振荡时,两个滑座522b被推动挤压缓冲弹簧522c产生形变,为过滤件523提供缓冲作用。
64.过滤件523包括过滤筒5231、端盖5232、内盖5233、传动轴5234、联轴套5235和固定架5236,过滤筒5231呈锥形设置,过滤筒5231的一端固定连接有端盖5232,端盖5232呈圆形设置,端盖5232的轴心开设有圆孔,圆孔的孔壁开设有滑槽,内盖5233嵌入滑槽内并与滑槽转动连接,内盖5233与过滤筒5231的轴心具有沿轴向设置的传动轴5234,传动轴5234的一端通过联轴器与球笼万向节525的输出端连接,凸轮524套设在传动轴5234的另一端,传动轴5234位于过滤筒5231内部的表面套设有联轴套5235,联轴套5235的表面固定连接有固定架5236,固定架5236与过滤筒5231固定连接。
65.该实施例中,过滤筒5231的表面开设有若干过滤孔,若干过滤孔的孔径应当小于颗粒的直径;传动轴5234被驱动电机526驱动,传动轴5234通过联轴套5235以及固定架5236带动过滤筒5231旋转,不仅对料液进行过滤,而且能够避免颗粒在一处堆积;另外,过滤件523在被凸轮524作用上下振荡时,球笼万向节525不仅能够跟随发生转向,而且能够向传动轴5234进行动力输出。
66.箱体521的底部份分别设置有颗粒排放口斗521a和接料斗521b,且颗粒排放口斗521a位于过滤筒5231的另一端,颗粒排放口斗521a和接料斗521b均为上下端开口结构,以使颗粒排放口斗521a和接料斗521b与箱体521的内外部连通。
67.辅助件527包括固定板527a、连接杆527b、滑道527c、滚球527d,与内盖5233相对的缓冲件522上固定连接有固定板527a,固定板527a与内盖5233相对的一侧固定连接有连接杆527b,滑道527c固定连接于内盖5233上,且位于靠近连接杆527b的一侧,滑道527c内设置有滚球527d,滚球527d与连接杆527b的另一端转动连接。
68.该实施例中,由于固定板527a和连接杆527b被固定在其一矩形框522a上,该固定板527a为u形结构,为保证料液顺利进入过滤筒5231,过滤件523上下振荡的过程中,滑道527c随着过滤件523上下运动可以搓动滚球527d跟随滚动,同时,滚球527d还可阻止内盖5233跟随端盖5232旋转,从而使得内盖5233保持静止状态。
69.输送件528包括输送管528a、波纹管528b和连接管528c,输送管528a的一端连通有波纹管528b,波纹管528b的另一端连通有连接管528c,连接管528c的另一端贯穿内盖5233并延伸至过滤筒5231内。
70.该实施例中,通过波纹管528b可自由伸缩的作用,不会造成运动干涉,确保过滤筒5231能够上下运动。
71.需要说明的是,称重传感器2、出料阀3、第一打料泵4、驱动电机526、第二打料泵6、
流量计7、喷嘴阀8、加滚筒加料机9、回料阀10、清吹阀11和清洗阀12的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
72.称重传感器2、出料阀3、第一打料泵4、驱动电机526、第二打料泵6、流量计7、喷嘴阀8、加滚筒加料机9、回料阀10、清吹阀11和清洗阀12的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
73.以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1