一种烟草制丝线上切丝机自动调整刀门间隙的方法与流程
1.本发明属于烟草加工技术领域,涉及一种烟草制丝线上切丝机自动调整刀门间隙的方法。
背景技术:
2.在卷烟生产过程中,制丝是决定卷烟质量的关键,而这个过程的设备是实现制丝质量的保证,直接影响卷烟生产的产量和质量。切丝机是烟草制丝生产线上最重要的生产设备,切丝机刀片和刀门之间的间隙直接影响烟丝的宽度,从而影响烟丝质量。因此保证刀片与刀门之间的间隙是保证切丝质量的关键,当出现金刚石磨损、刀门磨损、更换刀门等刀片与刀门之间的间隙不能正常切丝的情况时,都需要对刀门间隙进行调整。
3.现有技术中采用如下方法调整切丝机刀片与刀门之间的间隙。首先,确定切丝机刀片的位置。在刀片中间和两端张贴卷烟纸,厚度为要求的刀片与刀门之间的间隙,在刀门对应的三处均匀涂上少量兰色油墨,然后用手转动刀辊,使粘有卷烟纸的刀片经过刀门。如果兰色均匀涂在卷烟纸上则间隙是理想的,卷烟纸被切断,说明间隙过小;如果若卷烟纸上无兰色,说明间隙过大,需要需手动进刀重新调整位置。其次,确定砂轮的位置。在确定好刀片的位置后,用手盘动刀辊将刀片摇至磨刀砂轮位置,手动向下进砂轮,使砂轮和刀片轻触,此时砂轮的位置是标准位置。然后,确定其它刀片的位置。以砂轮为基准,依次将其他刀片手动摇至和砂轮轻触,所有刀片的位置确定。最后,确定金刚石的位置。以砂轮为基准,将金刚石调至和砂轮轻触,金刚石的位置确定。在刀片与刀门、砂轮与金刚石、刀片与砂轮之间的位置关系确后,刀片与刀门间隙的值也就确定了。当刀片与刀门之间的间隙距离满足切丝的要求时,调整过程完成,如果不满足,则需要重复上述方法步骤,直到刀片与刀门之间的间隙距离满足切丝的要求。
4.采用这种方法调整刀片和刀门间隙时,需要操作人员通过刀片、砂轮、金刚石三者之间相互触碰、刮蹭的情况,依靠自身的经验和感官来判断确定它们的位置,并判断它们的位置是否达到要求。这就要求操作人员拥有丰富的调整经验,且存在调整精度不高的不足。而由于调整精度不高,往往需要多次重复上述的调整步骤,直到刀片和刀门间隙满足切丝要求。因此现有技术调整刀门间隙的方法,耗时长,效率低下,尤其是精度不高,很难有效保证卷烟的切丝质量。
技术实现要素:
5.本发明的目的在于克服现有技术存在的不足,提供一种烟草制丝线上切丝机自动调整刀门间隙的方法,用于减少刀门间隙调整中的人工操作和判断,有效提高其调整精度、效率,保证切丝质量的方法。
6.本发明实现上述技术目的采用的技术方案如下。
7.一种烟草制丝线上切丝机自动调整刀门间隙的方法,所述方法通过在切丝机上设有传感器,传感器能够分别检测到刀片刮蹭刀门、砂轮刃磨刀片以及金刚石修整砂轮的时
刻,然后传感器发出信号并将信号传送至切丝机控制系统,由切丝机控制系统完成判断并确定刀片与刀门、砂轮与金刚石、刀片与砂轮之间的位置关系,当刀片、刀门、砂轮及金刚石之间的位置关系确定后,以金刚石的位置为基准位置,通过降低金刚石的位置,进而改变金刚石与砂轮、刀片、刀门之间的位置关系,最后,传感器再次检测到金刚石修整砂轮的时刻,完成刀片与刀门之间的间隙调整。
8.作为本发明的更进一步改进,所述方法设定了一个满足切丝机切丝要求的刀片与刀门的间隙,并在切丝机上设有传感器,所述传感器被设置为检测到在刀片刮蹭到刀门、砂轮磨削到刀片以及金刚石修整到砂轮的时刻发出信号,并将信号传送至切丝机控制系统,由所述切丝机控制系统控制相关执行器件自动完成刀门间隙的调整,其包括如下步骤:
9.步骤一,启动磨刀装置开始磨刀,当传感器检测检测到砂轮在刀片全场范围内刃磨所有刀片时发出信号,并将信号传送至切丝机控制系统,随即停止刃磨刀片所述,并控制所述砂轮使其远离所述刀片;
10.步骤二,控制所述砂轮将其移出刀片全长范围内,启动进刀装置,使所述刀片连续伸出向刀门靠近,直到所述刀片剐蹭到所述刀门,当传感器检测到所述刀片剐蹭到所述刀门发出信号,并将信号传送至切丝机控制系统,随即所述进刀装置停止进刀;
11.步骤三,启动砂轮往复装置将所述砂轮移至刀片长度方向的正中处,启动砂轮进给装置使所述砂轮向所述刀片靠近,直到所述砂轮磨削到所述刀片,当传感器检测到所述砂轮在刀片全长范围内刃磨到所有刀片后发出信号,并将信号传送至切丝机控制系统,随即停止砂轮进给;
12.步骤四,启动所述砂轮往复装置,将砂轮移至所述金刚石正上方,之后启动金刚石组件,使所述金刚石与所述砂轮靠近,直到所述金刚石与所述砂轮接触,当传感器检测到所述金刚石修整到所述砂轮时发出信号,并将信号传送至切丝机控制系统,随即停止所述金刚石的进给,并将所述金刚石降低高度,降低的高度为设置的满足切丝机切丝要求的刀片与刀门的间隙;
13.步骤五,启动所述磨刀装置开始磨刀,直到所述金刚石接触到所述砂轮,当传感器检测到所述金刚石修整到所述砂轮时发出信号,并将信号传送至切丝机控制系统,停止磨刀,刀门间隙调整完成,此时所述刀片与所述刀门之间的间隙即为设定的满足切丝机切丝要求的刀片与刀门的间隙值。
14.作为本发明的更进一步改进,在前述步骤一中在所述砂轮刃磨所有刀片的同时,启动金刚石组件使其金刚石修整所述砂轮。
15.作为本发明的更进一步改进,所述金刚石修整所述砂轮的方式是确保所述砂轮刃磨所述刀片时所形成的切削回转直径在任何时刻均不变。
16.作为本发明的更进一步改进,所述在切丝机上设有传感器,是在所述金刚石组件上设有第一振动传感器,在所述刀门上设有第二振动传感器,在所述砂轮往复装置下部设有视觉识别传感器。
17.作为本发明的更进一步改进,所述第一振动传感器和第二振动传感器是速度振动传感器或者加速度振动传感器或者其它能检测到物体间发生擦碰的器件,其在物件发生振动时发出信号。
18.作为本发明的更进一步改进,所述视觉识别传感器是摄像头或者是火花检测器或
者是其它能识别火花的器件,其在物件发生火花时发出信号。
19.本发明设备的工作原理为:本发明方法设定了一个满足切丝机切丝要求的刀片与刀门的间隙,并在切丝机上设置传感器。之后,首先刃磨刀片,保证所有刀片长度一致,然后进刀,使刀片剐蹭到刀门,由切丝机控制系统完成判断并确定刀片与刀门之间的位置关系;其次,降低砂轮高度,使砂轮磨削到刀片,由切丝机控制系统完成判断并确定刀片与砂轮之间的位置关系;最后金刚石修整砂轮,由切丝机控制系统完成判断并确定砂轮与金刚石之间的位置关系。在刀片、刀门、砂轮及金刚石之间的位置关系确定后,以金刚石的位置为基准位置降低金刚石的高度,此处降低的金刚石高度为已经设定的满足切丝机切丝要求的刀片与刀门的间隙。最后,再次刃磨刀片,经过一段时间刃磨后,在金刚石接触到砂轮时,传感器发出信号,并将信号传送至切丝机控制系统,刀门间隙调整完成。此时刀片与刀门之间的间隙即为设定好的满足切丝机切丝要求的刀片与刀门的间隙值。
20.在切丝机的工作过程中,由于金刚石、刀门等不断的被磨损,这样就需要经常对刀片与刀门之间的间隙进行调整,此时只需要使用此方法,通过切丝机控制系统设置刀门,切丝机就能自动完成刀门间隙的调整,满足切丝要求。
21.与现有技术相比,本发明具有如下优点:
22.1、本发明方法首先设定好所需的满足切丝机切丝要求的刀片与刀门的间隙,再进行刀门间隙的调整,可用于任意刀门间隙值的调整。与现有技术中,首先调整刀门间隙,再进行切丝验证所调整的刀门间隙是否满足切丝要求相比,不但调整调整精度高,而且更能满足多元化的切丝精度要求,有效保证卷烟的切丝质量。
23.2、本发明方法在刀门间隙调整的过程中,将人工手动调整改为自动调整,避免手动操作,提高调整效率和精度,耗时短,效率高,尤其是精度不高提高卷烟生产的自动化水平。
附图说明
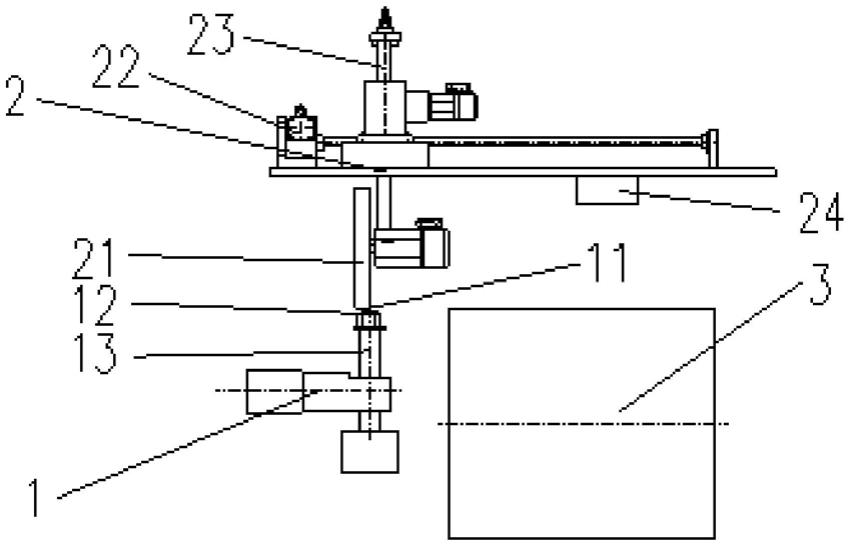
24.图1为本发明方法的一种实施例结构示意正视图。
25.图2为本发明方法的一种实施例结构示意侧视图。
26.图3为实施本发明方法的流程图。
27.1-金刚石组件,2-磨刀装置,3-刀辊,4-刀门,11-金刚石,12-第一振动传感器,13-金刚石进给装置,21-砂轮,22-砂轮往复装置,23-砂轮进给装置,24-视觉识别传感器,31-刀片,32-进刀装置,41-第二振动传感器。
具体实施方式:
28.下面结合附图及具体实施例对本发明的技术方案做进一步详细说明。
29.实施本发明方法时,首先设定好切丝机切丝的宽度,也就是设定好一个满足切丝机切丝要求的刀片与刀门的间隙,然后按照如下操作步骤进行刀门间隙的调整。
30.采用本发明方法时,在切丝机上设有传感器,如图1、图2所示,在金刚石组件1上装设第一振动传感器12,当金刚石11修整砂轮21时,第一振动传感器12能发出信号,并将信号传送至切丝机控制系统;在刀门4上装设第二振动传感器41,当刀片31刮蹭到刀门41时,第二振动传感器41能发出信号,并件信号传送至切丝机控制系统;在砂轮往复装置22下方设
置视觉识别传感器24,当检测到砂轮21在刀片31全长范围内任一位置刃磨刀片31产生的火花时,视觉识别传感器24能发出信号,并将信号传送至切丝机控制系统。当各类信号传送至切丝机控制系统后,由切丝机控制系统控制相关执行器件自动完成刀门间隙的调整。
31.采用本发明方法调整刀门间隙的流程如图3所示。
32.首先,启动磨刀装置2开始磨刀,砂轮21对刀片31在全长范围进行刃磨,当视觉识别传感器24检测到砂轮21在刀片全场范围内刃磨所有刀片31时发出信号,并将信号传送至切丝机控制系统。随即停止刃磨所述刀片31,并控制所述砂轮21回退使其远离所述刀片31。
33.砂轮21在刀片全场范围内刃磨到所有刀片31时,刀片31刃口保持锋利,同时所有刀片旋转时形成一个一定直径的切削回转体,该一定直径是保证所有刀片在刀辊3的同一圆周上的直径,当所有刀片31在刀辊3的同一个圆周上后,所有刀片31的长度达到一致,可确保切丝时所有烟丝的长度相等。
34.控制所述砂轮21将其移出刀片全长范围内,具体操作为砂轮进给装置23将砂轮21升起,同时砂轮往复装置22将砂轮21移出刀片全长范围内,停止磨刀装置对刀片31的刃磨。
35.然后随即启动进刀装置32。进刀装置32操作使刀片31连续伸出向刀门4靠近,此时刀片31旋转时可形成的切削回转直径增大,直到伸出的刀片31剐蹭到刀门4。此时,第二振动传感器41发出信号并传送至切丝机控制系统,切丝机控制系统控制程序认为刀片31与刀门4的间隙为0,停止进刀。这一步操作确定了刀片31的位置。
36.之后,启动砂轮往复装置22,所述砂轮往复装置22将砂轮21移至刀片长度方向的正中处也就是刀辊3的正中间处,启动砂轮进给装置23将砂轮21高度降低,砂轮21向所述刀片31靠近。当砂轮21再次在刀片全长范围内刃磨到所有刀片31时,视觉识别传感器24发出信号传送至切丝机控制系统。此时切丝机控制系统认为砂轮21与刀片31之间的间隙为0,随即停止砂轮21进给。
37.停止砂轮21进给后,启动砂轮往复装置22将砂轮21移至金刚石11的正上方,之后启动金刚石组件1,金刚石进给装置13将金刚石11升高向所述砂轮21靠近。当金刚石11与砂轮21接触时,第一振动传感器12发出信号,并将信号传送至切丝机控制系统。此时,切丝机控制系统认为砂轮21与金刚石11间隙为0,随即停止所述金刚石11的进给。切丝机控制系统记住此时金刚石11的位置,并将此位置作为基准位置。
38.确定金刚石基准位置后,金刚石进给装置13降低金刚石11的高度,降低的高度为已经设定好的满足切丝机切丝要求的刀片与刀门的间隙值。
39.最后,启动磨刀装置2开始磨刀,经过一段时间刃磨后,刀片31旋转时形成的切削回转体直径减小,砂轮21位置降低,直到所述金刚石11接触到所述砂轮21。此时,第一振动传感器12发出信号,并将信号传送至切丝机控制系统,停止磨刀。
40.经过这些步骤,刀片31与刀门4、砂轮21与金刚石11、刀片31与砂轮21之间的位置关系得到确定,则刀片与刀门间隙的值也就确定,整个刀门间隙调整过程完成。刀片31与刀门41之间的间隙即为设置的满足切丝机切丝要求的刀片与刀门的间隙值。
41.在另外一些实施例中,在最初所述砂轮21在刀片全场范围内刃磨所有刀片31的同时,启动金刚石组件1使其金刚石11修整所述砂轮21。所述金刚石11修整砂轮21的目的在于确保砂轮21的正确位置,采用的方式是确保所述砂轮21刃磨所述刀片31时所形成的切削回转直径在任何时刻均不变。
42.在另外一些实施例中,所述第一振动传感器12和第二振动传感器41可以是速度振动传感器或者加速度振动传感器或者其它能检测到物体间发生擦碰的器件,其在物件发生振动时发出信号。
43.在另外一些实施例中,所述的视觉识别传感器24是摄像头或者是火花检测器或者是其它能识别火花的器件,其在物件发生火花时发出信号。
44.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1