一种超薄保暖羽绒服的制备方法与流程
1.本发明属于羽绒服制备工艺技术领域,具体涉及一种超薄保暖羽绒服的制备方法。
背景技术:
2.在寒冷的冬季,羽绒服是人们必不可少的保暖外套,羽绒服分为有内胆款和无内胆款,现有技术中无缝羽绒服采用无内胆填充羽绒的方式,保暖效果更好、不跑绒,填充的羽绒量以及使用的羽绒类型决定了羽绒服的保暖程度。而充绒量少的超薄保暖羽绒服很受大众的欢迎,对于使用者来说,穿着薄款的羽绒服便于人们活动,也便于折叠携带。
3.但是该种羽绒服长时间穿着后,由于羽绒较薄,透气性较好,羽绒受潮后可能会出现局部堆积,相应的会出现局部无绒的情况,其保暖能力就无法很好的满足人们的需求。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供一种超薄保暖羽绒服的制备方法。
5.本发明通过以下技术方案来实现上述目的:
6.一种超薄保暖羽绒服的制备方法,包括以下制备步骤:
7.s1、羽绒服面料制备:采用纺织线束纺织羽绒服面料并加工出羽绒填充空间和羽绒填充口;
8.s2、羽绒球制备:羽绒加工成羽绒条再经过切段得到羽绒段,羽绒段经揉搓得到羽绒球;
9.s3、羽绒球雾化处理:溶剂雾化并喷洒至羽绒球表面,经羽绒填充口将表面附着有雾化溶剂的羽绒球填充至羽绒填充空间内,得到未封口的羽绒服半成品;
10.s4、单层羽绒球排列分布:抖动输送羽绒服半成品,将附着有雾化溶剂的羽绒球均匀排列成单层分布;
11.s5、胶膜制备:曲线型喷洒热熔胶至单层分布的羽绒球上形成胶膜,热熔胶固化后得到一体化的羽绒球层;
12.s6、多层羽绒球填充:多次重复步骤s3
‑
s5,得到由胶膜隔开的多层羽绒球层,再加热融化胶膜使多层羽绒球层连接于一体,以将羽绒填充空间完全填充;
13.s7、缝制:采用纺织线束缝制羽绒填充口,即完成了羽绒服的制备。
14.作为本发明的进一步优化方案,步骤s1中,羽绒服面料采用无缝一体织技术或无缝面料贴合技术制备。
15.作为本发明的进一步优化方案,步骤s2中,利用输送筒径依次减小的螺旋输送机输送羽绒,使羽绒在旋转输送过程中抱团并在输出口处形成羽绒条,螺旋输送机输出口处设置间歇工作的切割设备,用于将羽绒条切成羽绒段。
16.作为本发明的进一步优化方案,步骤s2中,羽绒段经揉搓设备加工得到羽绒球,羽绒段经皮带输送机输送至揉搓设备处,所述揉搓设备包括揉搓板和电机,电机带动揉搓板
转动以将输送中的羽绒段揉搓成团。
17.作为本发明的进一步优化方案,步骤s3中采用的溶剂为水、抗菌剂、除味剂或纳米远红外线负离子剂。
18.作为本发明的进一步优化方案,步骤s4中羽绒服半成品采用网带式输送机输送,网带式输送机的输送带与振动电机的输出端接触,羽绒服半成品在输送过程中其内的羽绒球经振动发生均匀排列。
19.作为本发明的进一步优化方案,步骤s5中,采用胶膜成型设备将热熔胶曲线型喷洒、固化得到形成胶膜;
20.所述胶膜成型设备包括伺服电机、转动板、管道固定杆、u型限位杆、限位轮、连接架、电动伸缩杆、喷胶设备和吹风设备,所述伺服电机的输出轴与转动板偏心固定连接,所述管道固定杆和u型限位杆分别固定于转动板的前后两侧壁上,所述限位轮与u型限位杆的u型槽卡接,所述限位轮和伺服电机均通过连接架与电动伸缩杆固定连接,所述喷胶设备和吹风设备用于分别将热熔胶和风输送至管道固定杆端部的两个喷嘴,并由两个喷嘴喷出至羽绒球层上;伺服电机带动喷嘴呈椭圆形路径移动,电动伸缩杆带动喷嘴呈直线形路径前后移动。
21.作为本发明的进一步优化方案,所述喷胶设备包括输胶管和胶泵,胶泵将热熔胶通过输胶管输送至喷嘴,所述吹风设备包括输风管和风机,风机将冷风通过输风管输送至喷嘴,所述输胶管和输风管均固定设置于转动板和管道固定杆内部且一端分别与两个喷嘴连接。
22.本发明的有益效果在于:
23.1)本发明制备方法通过先将羽绒制成羽绒球填充在面料中,振动排列成单层后呈曲线型喷洒热熔胶得到胶膜,胶膜固化后继续填充羽绒球并重复上述动作,得到由多层胶膜隔离的多层羽绒球层,最后加热固化后实现多层羽绒球层的粘接固定,这样的羽绒服在后期使用时不会轻易发生局部堆积和局部无绒的情况,生产的超薄羽绒服保暖效果也更好;
24.2)本发明通过利用溶剂对羽绒球雾化加湿,不仅能够去除静电,还能够加重羽绒球质量,使羽绒球快速均匀排布;另外溶剂还可采用水以外的抗菌剂、除味剂或纳米远红外线负离子剂,能够分别实现羽绒球抗菌、羽绒球除味以及抗紫外线、杀菌消除异味、人体保健功能;
25.3)本发明制备方法工艺简单,能够适用于大多数羽绒服加工工艺中,尤其适用于无缝羽绒服加工工艺中。
附图说明
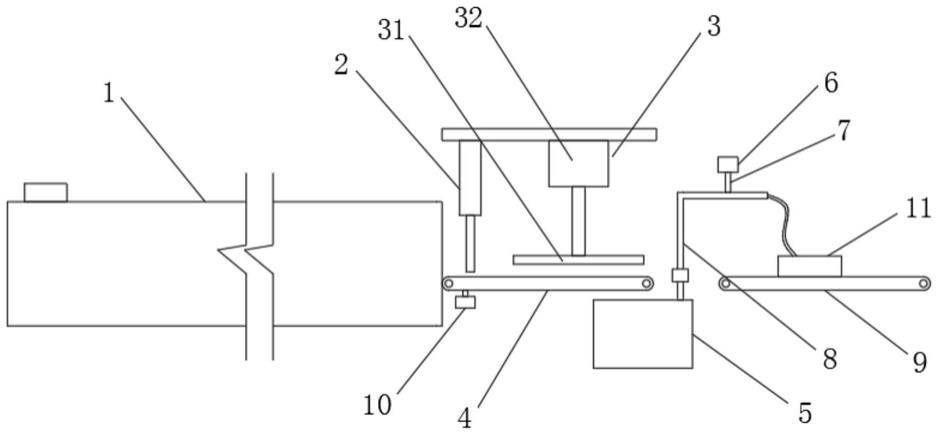
26.图1是本发明的整体制备设备结构示意图;
27.图2是本发明的螺旋输送机剖面结构示意图;
28.图3是本发明的胶膜成型设备仰视图;
29.图4是本发明的胶膜成型设备俯视图;
30.图中:1、螺旋输送机;2、切割设备;3、揉搓设备;31、揉搓板;32、电机;4、皮带输送机;5、羽绒球存储设备;6、雾化器;7、雾化管道;8、羽绒球抽取管道;9、带式输送机;10、振动
电机;11、胶膜成型设备;111、伺服电机;112、转动板;113、管道固定杆;114、u型限位杆;115、限位轮;116、连接架;117、电动伸缩杆;118、喷胶设备;119、吹风设备;12、喷嘴。
具体实施方式
31.下面结合附图对本申请作进一步详细描述,有必要在此指出的是,以下具体实施方式只用于对本申请进行进一步的说明,不能理解为对本申请保护范围的限制,该领域的技术人员可以根据上述申请内容对本申请作出一些非本质的改进和调整。
32.实施例1
33.如图1
‑
4所示,一种超薄保暖羽绒服的制备方法,包括以下制备步骤:
34.s1、羽绒服面料制备:将纺织线束以无缝一体织技术或无缝面料贴合技术纺织羽绒服面料并加工出羽绒填充空间和羽绒填充口;
35.s2、羽绒球制备:
36.a.羽绒加工成羽绒条:利用输送筒径依次减小的螺旋输送机1输送羽绒,使羽绒在旋转输送过程中抱团并在输出口处形成羽绒条;
37.b.羽绒条切段得到羽绒段:螺旋输送机1输出口处设置间歇工作的切割设备2,用于将羽绒条切成羽绒段;
38.c.羽绒段经揉搓得到羽绒球:羽绒段经揉搓设备3加工得到羽绒球,羽绒段经皮带输送机4输送至揉搓设备3处,所述揉搓设备3包括揉搓板31和电机32,电机32带动揉搓板31转动以将输送中的羽绒段揉搓成团,得到的羽绒球存储在羽绒球存储设备5;
39.s3、羽绒球雾化处理:溶剂采用雾化器6雾化并通过雾化管道7输送至羽绒球抽取管道8内喷洒至羽绒球表面,羽绒球抽取管道8通过抽取泵连接羽绒球存储设备5,经羽绒填充口将表面附着有雾化溶剂的羽绒球填充至羽绒填充空间内,得到未封口的羽绒服半成品;其中采用的溶剂为水、抗菌剂、除味剂或纳米远红外线负离子剂;
40.s4、单层羽绒球排列分布:采用带式输送机9输送羽绒服半成品,带式输送机9的输送带与振动电机10的输出端接触,羽绒服半成品在输送过程中其内的附着有雾化溶剂的羽绒球经振动排列成单层;
41.s5、胶膜制备:采用胶膜成型设备11呈曲线型喷洒热熔胶至单层分布的羽绒球上形成胶膜,热熔胶固化后得到一体化的羽绒球层;
42.s6、多层羽绒球填充:多次重复步骤s3
‑
s5,得到由胶膜隔开的多层羽绒球层,再加热融化胶膜使多层羽绒球层连接于一体,同时雾化湿润的羽绒球也被烘干,以将羽绒填充空间完全填充;
43.s7、缝制:采用纺织线束缝制羽绒填充口,即完成了羽绒服的制备。
44.步骤s5中,所述胶膜成型设备11包括伺服电机111、转动板112、管道固定杆113、u型限位杆114、限位轮115、连接架116、电动伸缩杆117、喷胶设备118和吹风设备119,所述伺服电机111的输出轴与转动板112偏心固定连接,所述管道固定杆113和u型限位杆114分别固定于转动板112的前后两侧壁上,所述限位轮115与u型限位杆114的u型槽卡接,所述限位轮115和伺服电机111均通过连接架116与电动伸缩杆117固定连接,所述喷胶设备118和吹风设备119用于分别将热熔胶和风输送至管道固定杆113端部的两个喷嘴12,并由两个喷嘴12喷出至羽绒球层上;
45.所述喷胶设备118包括输胶管和胶泵,胶泵将热熔胶通过输胶管输送至喷嘴12,所述吹风设备119包括输风管和风机,风机将冷风通过输风管输送至喷嘴12,所述输胶管和输风管均固定设置于转动板112和管道固定杆113内部且一端分别与两个喷嘴12连接。
46.需要说明的是,胶膜制备时,伺服电机111带动喷嘴12呈椭圆形路径移动,电动伸缩杆117带动喷嘴12呈直线形路径前后移动,从而形成曲线交错分布的胶膜,能够从横向方向和纵向方向将羽绒球连接;具体的:
47.启动电动伸缩杆117,其通过连接架116带动其他结构做伸缩运动,能够使管道固定杆113一端通过羽绒填充口插入羽绒填充空间内,接着启动伺服电机111,其带动转动板112偏心转动,u型限位杆114由限位轮115限位,使转动板112带动管道固定杆113和u型限位杆114在羽绒填充空间内的水平平面内做偏心运动,因此喷嘴12能够跟随管道固定杆113做偏心运动,即呈椭圆形路径移动,同时电动伸缩杆117通过连接架116带动喷嘴12等结构逐渐直线脱离羽绒填充空间内,在此移动期间将热熔胶喷出并固化;
48.在喷嘴12运动过程中,胶泵启动,通过输胶管将热熔胶输送至喷嘴12喷出,同时风机启动,通过输风管将冷风输送至喷嘴12喷出,将热熔胶固化,使羽绒球粘接固定在一起。
49.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1