形成唇棒的方法,唇棒成型机器以及使用该方法制成的唇用产品与流程
1.本发明涉及一种形成唇棒的方法、唇棒成型机器以及使用该方法制成的唇用产品。
2.特别地,其指诸如口红、润唇膏等的唇棒。
背景技术:
3.唇棒(无论是棒状还是散装形式)通常在特殊的唇棒装置(也称为唇棒机器,即唇棒壳)中出售。
4.公知的唇棒装置包括允许通常通过旋转或移动所述唇棒装置的一部分而从所述保护壳中取出唇棒的运动机构。
5.在最常见的唇棒装置中,当处于非使用位置时,手柄的一部分相对于容纳唇棒的管状体的转动使得联接到所述唇棒的杯状物的轴向平移。这样,唇棒被推出管状体并且可以被使用。当不再需要使用唇棒时,沿相反方向转动使杯状物(以及因此唇棒)缩回到管状体中。例如当在手包或其他容器内运输时,可以设置装配在管状体元件上以保护唇棒的盖或帽。
6.通常,通过浇铸熔化的化妆品制成该唇棒,该化妆品在室温下是固态的或具有糊状稠度。为方便起见,在硅胶模具中进行浇铸。
7.唇棒可以完全或仅部分地在硅胶模具内制成。
8.一旦唇棒固化,唇棒装置(其中,杯状物在行程极限位置)与预先形成的唇棒对准,将杯状物装配到唇棒的一端上。此时,使用该唇棒装置从模具中取出棒,从而拉出所述唇棒。
9.这种操作非常精细,唇棒装置相对于唇棒的不完美定中会导致产生难看的污迹,这在高端产品中是完全不可接受的。有污迹或瑕疵的唇用产品必须丢弃掉并且在这种情况下,唇棒装置和包含在其中的唇棒都被丢弃掉。
10.鉴于该唇棒装置的成本明显高于生产唇棒的成本,这种丢弃对生产成本产生极其不利的影响。
11.应注意的是,唇棒在唇棒装置中定中的问题并不容易解决。
12.事实上,为了方便起见,唇棒是在弹性模具(如前所述,由硅胶制成)中制成的。鉴于保持唇棒的模具的“弹性”性质,即使在具有极其先进技术的机器中,在唇棒/唇棒装置联接步骤中的对中通常也是不完美的。
技术实现要素:
13.本发明的目的是克服公知技术的缺点。
14.本发明的另一个目的是提供一种减小或消除唇棒/唇棒装置对准或对中问题的方法、机器和唇用产品。
15.本发明的又一个目的是通过降低与丢弃唇棒相关的成本来降低公知的唇用产品的生产成本。
16.该目的和其他目的通过根据所附权利要求的技术教导的方法、机器和所生产的唇用产品来实现。
17.本发明的一个优点是它提供了一种销售唇用产品的更灵活的方法,该方法更以客户需求为中心,也以定制为中心。
附图说明
18.在所附的附图中以非限制性示例示出的本发明的优选但非排他性实施例的描述中,本发明的进一步特征和优点将变得显而易见,附图中:
19.图1是根据本发明的模具和机器的某些部件的简化截面图;
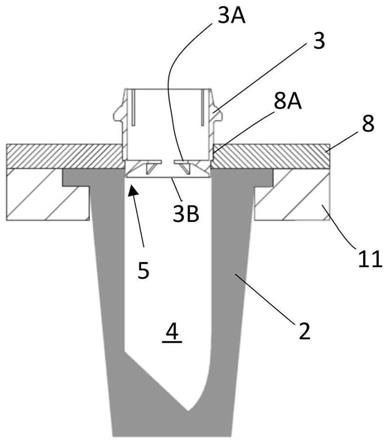
20.图2是图1细节的放大图;
21.图3a、图3b和图3c示出了根据本发明的方法中的某些步骤;
22.图4a、图4b和图4c示意性地示出了根据本发明的方法中的其他步骤;
23.图5示出了根据本发明的方法中某些可能的步骤,其目的是生产唇用产品;
24.图6是本发明的方法中所使用的杯状物的俯视图;
25.图7是图6中的杯状物的侧视图;
26.图8示出了实施根据本发明的方法的机器的一部分;
27.图9和图10是图8所示的机器部分在与杯状物联接时的可替代形式;
28.图11a-图11d示意性地显示了根据本发明制造的唇棒的可能用途;和
29.图12示意性地示出了唇棒成型机器的某些加工站。
具体实施方式
30.参考所述附图,附图标记1用于总体上表示唇棒。
31.使用将在下面的描述中更好地展现的方法来制造唇棒。
32.在本文中,术语“唇棒”(或“唇笔”)是指用于唇部的化妆品棒,例如口红、润唇膏等。
33.模制方法包括将由弹性材料制成的模具2布置在第一支撑件11上的步骤,弹性材料优选为硅胶,所述模具包括具有开口5的浇铸腔4。
34.模具2(软模具)基本上是常规类型的并且基本上再现了唇棒的最终外部形状的阴性形式。它通常通过固化与配对模具相接触的弹性产品(例如,可能带有添加剂的硅胶)而获得,该配对模具的外部与要生产的唇棒相同。
35.可以在唇棒成型机器76的移动板中制成支撑件11。
36.支撑件11可以是转动盘(或旋转盘)的(可能是可拆卸的)部件,转动盘沿着可用于形成唇棒的若干加工站之间的封闭路线依次移动。在图12中示意性地示出在唇棒成型机器中设想的一些加工站,其示出了浇铸站100、冷却站200、取出站或脱模站300和浇铸之前的模具2制备站400。
37.显然,该机器可以具有其他加工站,因为所述其他加工站是本领域技术人员已知的,所以不对其进行描述。
38.根据本发明,在制备站400中实施将杯状物3定中在模具2中的浇铸腔4的开口5中的步骤。
39.将杯状物3定中在浇铸腔4的开口中的步骤可以使用第二支撑件8来实施,该第二支撑件8具有座8a,该座8a具有用于将杯状物3定中在第二支撑件上的至少一个引导件9。
40.因此,至少在熔化的化妆品的浇铸步骤之前,第二支撑件8可以依次相对于模具2和/或相对于第一支撑件11定中。
41.例如,制备站400可以具有致动器,该致动器将杯状物3布置且定中在第二支撑件8上。
42.在这种情况下,在浇铸(或浇铸站100)之前,已经将第二支撑件8预先定位在模具2上(例如,它定中在第一支撑件11上或锁定到第一支撑件11上)并且将杯状物3插入第二支撑件8中的座8a中。
43.例如,模具的凸缘2a可以夹在第一支撑件11和第二支撑件8之间,所述第一支撑件11和所述第二支撑件8可以通过约束系统(例如,磁性类约束系统)和通过相互定中装置而相互约束。
44.然后,正好在实际浇铸之前,致动器可以将杯状物3直接布置在第二支撑件8的座8a中。
45.可替代地,制备站400可以拾取支撑件8(在其座8a中已经配有杯状物3)并且将第二支撑件8定位在模具2上方(适当地使所述第二支撑件定中)。
46.可以通过合适的致动器执行定位和拾取。
47.在上述情况中,还可以具有另一站400a,一旦唇棒已被取出,该另一站拾取第二支撑件8,将杯状物3插入第二支撑件中,并使第二支撑件8对于制备站400而言可用。
48.有利地,当将杯状物3定中在浇铸腔4的开口5上方时,杯状物的至少一个自由边缘3b可以位于浇铸腔4内部。
49.关于这一点,杯状物可以具有台阶部3f,该台阶部3f遇到与第二支撑件8中的座8a对应的止挡部,该止挡部经过适当校准,并且当第二支撑件8模具上方就位时,该止挡部允许自由边缘伸入浇铸腔4中。
50.此外,杯状物3可以成形为具有至少一个配对引导件9a,该配对引导件9a联接到第二支撑件8上的引导件9(见图7和图8)。这样,例如在图9和图10中可以看出,杯状物上的销3g(将在下面阐明其用途)将以预定方式相对于第二支撑件8定向。
51.在如上所述制备模具2之后,该方法设想了一个步骤,该步骤包括将熔化的化妆品通过杯状物3浇注到浇铸腔4中。
52.熔化的化妆品可以是适用于制造唇棒的化妆品,其在高温(例如90℃)下呈现出基本上为液体的稠度,并且当恢复到室温(25℃)时呈现出固体稠度。
53.杯状物3可具有至少一个突出部3a,该突出部3a从所述杯状物3的内周边面向所述杯状物3的对称轴线延伸(例如,水平突出)。可以设想多个水平突出的突出部3a,如图6所示,并且每个突出部3a均可具有一个或多个加强肋80(也参见图2)。
54.突出部3a也可以具有连续的平面构造,例如,该平面构造由占据杯状物开口的全部或至少一部分的网状物构成。
55.在存在一个或多个突出部3a的情况下,通过用熔化的化妆品覆盖至少一个突出部
3a(如图3b中可见,其中产品的未覆盖表面清晰可见)可以执行通过杯状物浇注熔化的化妆品的步骤,使得一旦形成唇棒7,突出部保持嵌入(可能以底切方式)到固化的化妆品中。
56.以这种方式,唇棒7(由固态的化妆品组成)保持牢固地联接到杯状物3,从而形成单一主体1。
57.浇注可以通过喷嘴u(参见图3a)进行,该喷嘴u允许熔化的化妆品p从杯状物上方流出。喷嘴u也可以至少部分地(在浇铸期间)穿透杯状物,甚至穿透模具2(经由杯状物3)。喷嘴u也可以在浇铸过程中移动,例如,竖直平移以优化模具填充。
58.在浇铸之后,该方法设想将熔化的化妆品在浇铸腔4中固化以形成唇棒。
59.如已经提到的那样,在必要时,可以具有冷却站300(例如制冷、风冷),模具行进通过该冷却站,从外向内冷却,以便能够更快速地冷却并随后固化熔化的化妆品,从而形成唇棒。
60.该方法的进一步步骤设想通过抓持杯状物3从浇铸腔中取出唇棒7。
61.取出步骤可以设想在模具2外部产生真空,这使得所述模具一旦将杯状物3抓持住并保持就位就会膨胀(从而释放唇棒)。
62.杯状物可以由抓持器90(图4b、图4c)抓持,该抓持器90取出唇棒7(即,固化的化妆品)和杯状物3,所述唇棒7和所述杯状物3现在已经变成单一主体1(当涉及唇棒装置10或更简单地说涉及唇棒时,其在下文中也称为“可移动元件”)。
63.抓持器90可以将取出的唇棒(和杯状物)放置在临时壳91(图5)中。例如,临时壳91可以构造为保护可由杯状物支撑的唇棒的糊状部分(pasty part)。
64.具有不同特征和颜色的唇棒可以容纳在临时壳91中(也参见图11a)。通过临时壳91的至少一个透明壁91a可以看到颜色。
65.例如,临时壳可以与没有杯状物的多个具有不同特征和饰面的唇棒装置(图11b)一起在商店中展示或储存。
66.因此,该方法可以设想这样一个步骤,在该步骤中,一旦从模具(连同杯状物)中取出唇棒7,就恰好在销售之前联接到由最终用户选择的唇棒装置10(或唇棒机器或唇棒壳)。
67.以这种方式,具有由用户选择的饰面和特征的单一装置可以联接到具有恰好在销售之前选择的期望特征(图11c)的单一主体1。
68.在本文中,“恰好在销售之前”的概念意味着唇棒装置和唇棒之间的联接可以在顾客在店内现场的情况下进行联接,或者在客户已订购(例如下订单之后,甚至可以在线下订单)之后定制具有特定唇棒的装置进行联接。
69.图5中举例说明了一种可能的联接杯状物和该装置的方法。
70.例如,唇棒装置10是倾斜的(a2),以将其接合或联接到杯状物,该杯状物被设计(或构造)为钩在所述唇棒装置10上。
71.例如,唇棒装置10(或唇棒机器或唇棒壳)可以具有合适的引导件,其容纳形成于杯状物上的销3g。有利地,销3g装配到经由凹口3d制成的杯状物3的柔性翼片上,以促进与唇棒装置引导件的卡扣配合接合。
72.以这种方式,当唇棒装置10与唇棒1同轴时,所述销3g可以移动以适当地装配到唇棒装置10的引导件中(图5,参考b2)。
73.此时,转动唇棒装置的手柄,从而将唇棒缩回到其中(图5,参考c2和d2),从而有利
地保持唇棒装置10与唇棒正确对准。
74.一旦完成手柄的转动,棒就被完全容纳在唇棒装置内并且可以将帽10a放置就位(参考e2)。
75.此时,唇用产品99(由唇棒装置10和联接到杯状物3的唇棒7组成)可以被插入二次包装(如果设想的话)中并出售给顾客。
76.上述方法对于生产根据传统渠道和方法销售的唇棒也特别有效。
77.在这种情况下,一旦唇棒7固化,在从模具中取出唇棒之前就与联接到唇棒装置10(没有杯状物)一样地抓持住杯状物3。因此,与上述方法不同地,借助于固定(完全如上所述,例如通过卡扣机构)到杯状物3的唇棒装置10从模具中取出唇棒7。
78.因此,所述唇棒装置10通过例如致动器的抓持器90a移入和移出模具。
79.在本说明书中,术语“致动器”已用于指代沿任何二维或三维路径执行非常精确的运动的系统。致动器的一个示例可以是机械臂,或专门用于执行预编程运动的运动机构。
80.在本措辞中,术语“抓持器”是指能够根据命令牢牢抓持和释放杯状物和/或唇棒装置的任何装置。例如,对于抓持装置,抓持器可以是具有吸盘等特征的类型。另一方面,如果必须抓持杯状物,则抓持器可以具有与所述杯状物的形状基本对应的特定形状。
81.应注意的是,该方法还可以设想将唇棒从模具中取出(借助于杯状物抓持唇棒)并且稍后联接到唇棒装置,但是这总是在生产步骤期间实施,而不是在销售步骤期间执行。
82.以这种方式,例如,所述机器可以使用特殊的抓持器(通过杯状物抓持唇棒)从模具中取出唇棒。然后,所述机器将唇棒和唇棒装置联接起来。这种方法可以例如通过创建包含从模具中取出的已形成的唇棒(加上杯状物)的缓冲区而将唇棒装置的供应与机器分开。
83.因此,已经描述了一种唇棒成型机器,其通过根据本发明的方法进行操作。
84.显然,该机器可能具有其他部件或“站”,这些部件或“站”可用于在模具或唇棒上执行其他操作,这些操作对模具或唇棒的形成是有用的并且对本领域技术人员而言是已知的(例如,重新熔化在浇铸之后与空气接触的表面,润滑,用吹气或其他公知技术清洁模具、在浇铸前预热模具等)。
85.如前所述,该机器可以具有处于固定位置(以容纳多个模具)的转动盘或可沿封闭路线移动的支撑件(用于模具)旋转盘。显然,机器能够在每个站同时处理多个唇棒,例如以2、4、6、8个唇棒等为一组。
86.基本上,唇棒成型机器76包括:
87.a.用于由弹性材料制成的模具(2)的第一支撑件(11),所述弹性材料优选为硅胶,所述模具包括具有开口(5)的浇铸腔(4),
88.b.用于将杯状物(3)定中在浇铸腔(4)的开口(5)中的定中装置,
89.c.用于将熔化的化妆品通过杯状物(3)浇注到浇铸腔(4)中的浇注装置,
90.d.用于加速熔化的化妆品在浇铸腔(4)中固化以形成唇棒的加速固化装置,和
91.e.用于通过抓持杯状物(3)从浇铸腔中取出唇棒(7)的取出装置。
92.还已经描述了唇用产品(图11d),其包括使用上述方法和/或机器制造的唇棒。
93.因此,这里描述的唇用产品可以具有由在室温下为固态的化妆品产品的一部分形成的唇棒1和作为唇棒的一体部分的杯状物。如前所述,杯状物的一部分(特别是至少一个突出部3a)也可以以底切的方式结合到固化的化妆品中。
94.可替代地,杯状物可以没有任何突出部(或至少没有与化妆品接触的突出部),并且杯状物和化妆品之间的联接可以通过仅将化妆品粘附到与化妆品接触的杯状物壁上来实现。
95.本发明还涉及通过上述方法和/或机器形成的由相互约束的唇棒7和杯状物3形成的单一主体1。
96.根据本发明制造的方法、机器和唇用产品的优点从上面的描述中显而易见。这些优点总结如下。
97.在众所周知的技术中,唇棒(或其他棒状的唇用产品)通过被称为杯状物的塑料部件附接到唇棒装置上,该杯状物被预先组装在机器上。杯状物可以经由适当的运动机构上下移动并且始终与该唇棒装置相连。
98.本方法克服或最小化与公知技术相关的某些问题。特别地,根据本发明的方法、机器和唇用产品确保了杯状物和唇棒的更好对准。
99.事实上,利用众所周知的技术(特别地,在软模工艺中,但也适用于金属模具),在使用装置直接拾取唇棒时,如果唇棒和已经固定在装置上的杯状物没有完全对准,则会在杯状物的一侧形成产品污迹。此外,唇棒将偏离中心并可能接触到装置的在轴内壁上的机构。
100.这个问题通过本发明被最小化或解决,这是因为杯状物/唇棒对准(或者更确切地说,杯状物和形成唇棒的模具对准)发生在浇铸所述熔化的产品之前,一旦熔化的产品固化,则其将形成唇棒。
101.本发明还最小化了在软模具变形的情况下可能产生的问题。事实上,在使用过程中,前锥体(模具)趋于变形,通常会膨胀,并在杯状物周围产生污迹。
102.此外,由于它可能未处于所设想的高度(因为模具会变形,可能更低),因此唇棒可能比期望的更不太牢固地装配到杯状物中。
103.与唇棒/装置轴线对准相关的问题也被最小化。
104.在传统机器中的拾取过程中,即使没有污迹,唇棒也可能倾斜并因此随着机构偏离轴线,从而靠在机构轴的内壁上。
105.此外,本发明使得由装置的不稳定拾取引起的问题最小化。
106.在传统的拾取过程中,装置可能滑动,并且(杯状物在唇棒上)的装配高度可能不恒定(危及外观和跌落测试结果)。此外,太硬或太软的唇棒也可能危及所述拾取,形成废品或断棒。
107.所有这些缺点都通过上述发明被克服或最小化。
108.因此,废品被最小化(与众所周知的方法相比)。这一点特别重要,因为如果出现污迹、未对准或上述公知技术遇到的其他问题,则无法清洁和修复唇棒装置(有时成本极高)。
109.最后但并非最不重要的是在轻敲测试或跌落测试中的唇棒密封阻力。在众所周知的技术中,唇棒和杯状物之间的密封(紧固)完全取决于唇棒和杯状物的接触表面之间的摩擦。应该记住,在众所周知的技术中,将杯状物装配(因此仅通过干涉)到已形成的唇棒(或唇笔)上。
110.根据本发明,棒状产品在与杯状物接触时被浇注并固化。这已经保证了唇棒和杯状物之间的更好密封,因为杯状物的表面被熔化的产品弄湿,因此当熔化的产品固化时粘
合是完美的。
111.在存在嵌入唇棒中的至少一个翼片(突出部3a)的情况下,进一步提高了联接的稳定性。
112.其他好处包括下述内容:
113.a﹣可以出售带有杯状物的棒以在商店中进行包装定制;
114.b﹣如果有任何废品,则仅丢弃杯状物而不废弃整个机构(装置),从而最小化单个废品的成本;
115.c﹣与传统方法相比,通过杯状物浇铸解决了跌落测试问题并提高了杯状物/唇棒的附着力;
116.d﹣由于唇棒底部(包含在杯状物中的无法使用的部分)可以短得多而节省了大量产品(融化的化妆品)。
117.本文已经公开了本发明的各种实施例,但是也可以使用相同的创新概念来构思进一步的实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1