一种具有双层锁绒结构的羽绒服的制作方法
1.本发明属于羽绒服技术领域,具体涉及一种具有双层锁绒结构的羽绒服。
背景技术:
2.羽绒服内充羽绒填料的上衣,外形庞大圆润;羽绒服一般鸭绒量占一半以上,同时可以混杂一些细小的羽毛,将鸭绒清洗干净,经高温消毒,之后填充在衣服中就是羽绒服了;羽绒服保暖性最好。多为寒冷地区的人们穿着,也为极地考察人员所常用。
3.其中,羽绒是“羽”和“绒”的混合物。羽就是毛片,在羽绒中起支撑作用,能让羽绒迅速回弹;而绒就是绒朵,是羽绒的本体与价值所在。绒朵是立体球状,由一个绒核和放射出的许多绒丝组成的朵状结构,类似于蒲公英。绒丝是由成千上万微小的鳞片叠加而成,每个鳞片都是中空的。每一根绒丝上都有很多的菱节,这些菱节中饱含着不流动的空气。同时,绒丝之间和绒朵之间也会固定大量的空气。这也就是羽绒为什么如此保暖的秘诀所在。
4.而现有的羽绒服采用双层面料将羽绒固封在内胆中,但是由于需要满足羽绒服的透气性,面料的孔洞会增大,同时,利用缝纫机,缝合双层面料的时候,双层面料缝合处产生孔洞,而伴随着内胆内空气的流通,羽绒容易顺着孔洞处飘出,造成内胆内含绒量大大降低,同时,伴随着羽绒服的挤压清洗,使得羽绒的在内胆内分布不均,导致羽绒服局部保暖性差,并且羽绒服的延展性差,容易发生剐蹭,造成羽绒服面料发生破损,羽绒容易飘出。
技术实现要素:
5.本发明的目的就在于为了解决上述问题而提供一种具有双层锁绒结构的羽绒服。
6.本发明通过以下技术方案来实现上述目的:
7.一种具有双层锁绒结构的羽绒服,包括内层面料和外层面料,所述内层面料和外层面料之间通过热压形成菱形内胆,所述菱形内胆上经过交叉线缝形成4组菱形空腔,4组所述菱形空腔内均设有第一羽绒;
8.菱形的可变形性好,经过热压形成菱形内胆,当面料拉扯时,容易使得菱形内胆沿着其对角线方向发生延伸,抗拉扯性好,能够有效的防止外界拉扯,造成菱形内胆的损伤,造成菱形内胆内部的第一羽绒溢出,从而使得该羽绒服的整体面料以及菱形内胆,具有良好的延展性。
9.内层面料和外层面料结构相同,所述外层面料由外而内依次包括面层、延展层、保温层、一次锁绒层和二次锁绒层,其中,一次锁绒层和二次锁绒层之间设有第二羽绒,靠近所述一次锁绒层和二次锁绒层连接侧的一侧面上形成弧形凹槽,所述弧形凹槽的开口处设有抓附纤维;
10.通过在一次锁绒层和二次锁绒层之间填充有第二羽绒,第二羽绒在加工的时,第二羽绒一部分进入到弧形凹槽的内部,并将弧形凹槽的内部空间充实,此时第二羽绒固封在弧形凹槽的内部,而抓附纤维位于弧形凹槽的开口处,一方面,能有效的防止第二羽绒从弧形凹槽内溢出,造成一次锁绒层的保温性不均匀,另一方面,抓附纤维在弧形凹槽的开口
40%热膨胀粉末、55-60%聚酯纤维面料、2-5%复合胶水和3-5%稳定剂。
21.作为本发明的进一步优化方案,所述热膨胀粉末由环氧树脂制成,所述稳定剂为橡胶。
22.作为本发明的进一步优化方案,所述抓附纤维在弧形凹槽的开口处设有若干组,所述抓附纤维由聚酯纤维制成。
23.作为本发明的进一步优化方案,该具有双层锁绒结构的羽绒服的制备方法,制作方法包括:
24.s1、按照比例,将锦纶和的氨纶通过多臂龙头织机编织成面层,并将聚氨酯弹性纤维为纬纱和以弹性橡胶为经纱;将聚氨酯弹性纤维上浆后,并进行高紧密度织造,并形成延展层,然后以羊毛为长丝纱,腈纶为短纤维,利用有梭机交错形成保温层;
25.s2、将上述形成的延展层至于面层和保温层之间,并叠加形成复合面料,利用绣花机对复合面料沿其表面进行绗线,再使用压皱机对复合面料进行高温压皱,使延展层内的弹性橡胶收缩定型,并在延展层的表面形成第二褶皱,并形成延展面料;
26.s3、取上述延展面料,并将聚酯纤维面料平铺在延展面料的内表面,选择表面带有凸起点的钢板,利用热压机加热钢板,并使得钢板热压在聚酯纤维面料上,冷却20-30min后,形成弧形凹槽,再利用锥子挑开位于弧形凹槽开口处的聚酯纤维,并形成抓附纤维,经过上述工艺加工,形成一层锁绒面料;
27.s4、取上述一层锁绒面料以及二次锁绒层,并利用缝纫机,形成若干组带有空腔的口袋,利用充绒机,将第二羽绒冲入至口袋内,并利用冲压机持续加压1-1.5h,并形成复合锁绒面料;
28.s5、取上述复合锁绒面料放置在搅拌桶内,并向搅拌桶内添加一定量的水、热膨胀粉末、复合胶水和稳定剂,加热混合20-30min,并形成整体面料,将上述整体面料经过脱水、吸风晾干,并经过人工整型形成所述外层面料;
29.s6、取上述外层面料和内层面料利用缝纫机,缝制成菱形内胆,经过交叉线缝在菱形内胆上形成4组菱形空腔,并将第一羽绒冲入至4组所述菱形空腔内,并最终形成所述羽绒服。
30.作为本发明的进一步优化方案,在s3中,所述热压机的加热温度范围在85-200℃区间内,所述热压机的加压时间范围为1-1.5h。
31.作为本发明的进一步优化方案,s5中,所述搅拌桶内加热温度范围为90-100℃。
32.本发明的有益效果在于:该具有双层锁绒结构的羽绒服,
33.(1)设置有菱形内胆,当面料拉扯时,容易使得菱形内胆沿着其对角线方向发生延伸,抗拉扯性好,能够有效的防止外界拉扯,造成菱形内胆的损伤,造成菱形内胆内部的第一羽绒溢出,从而使得该羽绒服的整体面料以及菱形内胆,具有良好的延展性;
34.通过在一次锁绒层和二次锁绒层之间填充有第二羽绒,第二羽绒在加工的时,第二羽绒一部分进入到弧形凹槽的内部,并将弧形凹槽的内部空间充实,此时第二羽绒固封在弧形凹槽的内部,而抓附纤维位于弧形凹槽的开口处,一方面,能有效的防止第二羽绒从弧形凹槽内溢出,造成一次锁绒层的保温性不均匀,另一方面,抓附纤维在弧形凹槽的开口处设有若干组,且均呈爪状朝向弧形凹槽的中心位置上,由此可见,能够在对整体面料的加工过程中,将第二羽绒均匀的抓附在第一锁绒层的内表面,方便整个面料加工的完整性,再
一方面,羽绒的根部容易粘附在抓附纤维上,方便羽绒的根部牢牢的锁在一次锁绒层上;
35.另外,通过在一次锁绒层和二次锁绒层之间填充有第二羽绒,便于增加整体的内层面料和外层面料的保暖性,另一方面,由于第二羽绒之间会存在缝隙,因此透气性同样俱佳,再一个,与上述的延展层相对应,当延展层收到拉扯时,由于第二羽绒之间相互交错,且固封在一次锁绒层和二次锁绒层,具有良好的延展性,同时依据延展层以及第二羽绒的弹性复位行,易于快速复位;
36.(2)同时,与下述的羽绒服的制备方法相联系,在下述s5中,向着复合锁绒面料中混合添加热膨胀粉末,并利用搅拌、脱水、吸风晾干,形成具有热膨胀冷收缩的复合面料,当一次锁绒层受热膨胀时,抓附纤维发生张开状态,此时,弧形凹槽内的第二羽绒会在自然状态下发生膨胀,此时,增强了内层面料和外层面料的整体厚度,在保暖的同时,方便使用者在寒冷时,身体在产生少量的热量,即可以避免少量热量流失,同时,第二羽绒膨胀时,第二羽绒之间的缝隙会增大,从而透气性会大幅度的增强;
37.通过仿“蒲公英的种子固定形势”,使得一次羽绒的根部粘附在透气孔的内部,并使得一次羽绒的羽绒纤维卡在开裂部的内部,交叉分布并均匀位于开裂部内的一次羽绒,会在二次锁绒层处形成一层绒形网状结构的“保护层”,一方面,位于菱形内胆内的一次羽绒不容易穿过该“保护层”,具有防钻绒的效果,另一方面,在该羽绒服清洗,揉搓并外力甩干时,该“保护层”本身的抗揉搓性好,且内层的一次羽绒与该“保护层”摩擦力小,从而在该羽绒服晾干过程中,“保护层”便于快速恢复蓬松,同时,使得内层的一次羽绒在“保护层”的内侧均匀分布,且快速蓬松,能有效的防止该羽绒服的一次羽绒在菱形空腔内均匀分布;
38.当二次锁绒层遇冷收缩时,一方面,透气孔的孔洞截面发生收缩,降低了热量的损耗,与此同时,透气孔内的开裂部中的缝隙截面减小,便于将一次羽绒牢牢的锁定在开裂部的内部,保暖性大幅度上升;
39.(3)在此需要说明的是,“保护层”上的一次羽绒与内层设置的一次羽绒轮番交替,位于透气孔内的一次羽绒由于不可抗力导致一次羽绒从透气孔内脱离,此时位于菱形内胆内的一次羽绒会相继补在空余的透气孔,使得该羽绒服在使用的时候,保暖性一直处于良好状态,大大延长了羽绒服的使用寿命;
40.(4)进一步,通过设置有二次锁绒层和一次锁绒层,二次锁绒层和一次锁绒层为等同材料,差异点位于热膨胀粉末的含量,且二次锁绒层内的热膨胀粉末含量低于一次锁绒层内的热膨胀粉末,因此,二次锁绒层的膨胀形变量小于一次锁绒层的膨胀形变量,二次锁绒层与延展层相互匹配,具有良好的延展性,且延展程度为梯度状的,从而避免面料拉扯受损,
41.由于,二次锁绒层和一次锁绒层之间的形变量存在差值,从而二次锁绒层和一次锁绒层之间会发生一定量的相对滑动距离,此时会使得第二羽绒在二次锁绒层和一次锁绒层之间揉搓,从而使得第二羽绒迅速膨胀,保暖性好,且膨胀后的第二羽绒与抓附纤维的接触更加牢固,抗撕拉能力好;
42.同时,由于二次锁绒层存在透气孔,二次锁绒层在受热膨胀、遇冷收缩时,透气孔的截面形变量小,因此在保证透气的同时,能够有效的防止一次羽绒穿过透气孔,避免产生钻绒现象。
附图说明
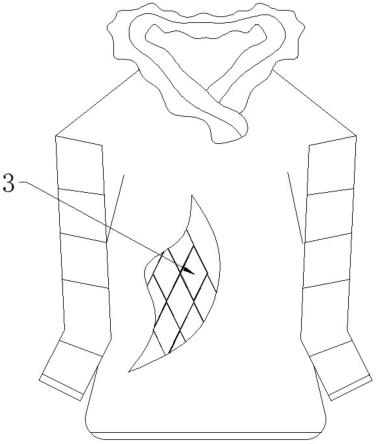
43.图1是本发明的羽绒服局部剖面结构示意图;
44.图2是本发明的菱形内胆主视剖面结构示意图;
45.图3是本发明的菱形内胆形变状主视剖面结构示意图;
46.图4是本发明的菱形内胆排列状主视结构示意图;
47.图5是本发明的内层面料和外层面料连接状侧视剖面结构示意图;
48.图6是本发明的外层面料的内部剖面结构示意图;
49.图7是本发明的图6中a处放大结构示意图。
50.图中:1、内层面料;2、外层面料;21、面层;22、延展层;23、保温层;24、一次锁绒层;25、二次锁绒层;26、弧形凹槽;27、抓附纤维;28、透气孔;29、开裂部;3、菱形内胆;4、第一羽绒;5、菱形空腔。
具体实施方式
51.下面结合附图对本技术作进一步详细描述,有必要在此指出的是,以下具体实施方式只用于对本技术进行进一步的说明,不能理解为对本技术保护范围的限制,该领域的技术人员可以根据上述申请内容对本技术作出一些非本质的改进和调整。
52.实施例1
53.如图1-2所示,一种具有双层锁绒结构的羽绒服,包括内层面料1和外层面料2,内层面料1和外层面料2之间通过热压形成菱形内胆3,菱形内胆3上经过交叉线缝形成4组菱形空腔5,4组菱形空腔5内均设有第一羽绒4;
54.如图2-4所示,菱形的可变形性好,经过热压形成菱形内胆3,当面料沿着如图3中x方向拉扯时,容易使得菱形内胆3沿着其对角线方向发生延伸,此时x方向可发生延伸,同时y方向受到压缩,方便菱形内胆3的整体形变,抗拉扯性好,能够有效的防止外界拉扯,造成菱形内胆3的损伤,造成菱形内胆3内部的第一羽绒5溢出,从而使得该羽绒服的整体面料以及菱形内胆3,具有良好的延展性。
55.如图6所示,内层面料1和外层面料2结构相同,外层面料2由外而内依次包括面层21、延展层22、保温层23、一次锁绒层24和二次锁绒层25,其中,一次锁绒层24和二次锁绒层25之间设有第二羽绒6,靠近一次锁绒层24和二次锁绒层25连接侧的一侧面上形成弧形凹槽26,弧形凹槽26的开口处设有抓附纤维27;
56.通过在一次锁绒层24和二次锁绒层25之间填充有第二羽绒6,第二羽绒6在加工的时,第二羽绒6一部分进入到弧形凹槽26的内部,并将弧形凹槽26的内部空间充实,此时第二羽绒6固封在弧形凹槽26的内部,而抓附纤维27位于弧形凹槽26的开口处,一方面,能有效的防止第二羽绒6从弧形凹槽26内溢出,造成一次锁绒层24的保温性不均匀,另一方面,抓附纤维27在弧形凹槽26的开口处设有若干组,且均呈爪状朝向弧形凹槽26的中心位置上,由此可见,能够在对整体面料的加工过程中,将第二羽绒6均匀的抓附在第一锁绒层24的内表面,方便整个面料加工的完整性,再一方面,羽绒的根部容易粘附在抓附纤维27上,方便羽绒的根部牢牢的锁在一次锁绒层24上;
57.另外,通过在一次锁绒层24和二次锁绒层25之间填充有第二羽绒6,便于增加整体的内层面料1和外层面料2的保暖性,另一方面,由于第二羽绒6之间会存在缝隙,因此透气
性同样俱佳,再一个,与上述的延展层22相对应,当延展层22收到拉扯时,由于第二羽绒6之间相互交错,且固封在一次锁绒层24和二次锁绒层25,具有良好的延展性,同时依据延展层22以及第二羽绒6的弹性复位行,易于快速复位;
58.同时,与下述的羽绒服的制备方法相联系,在下述s5中,向着复合锁绒面料中混合添加热膨胀粉末,并利用搅拌、脱水、吸风晾干,形成具有热膨胀冷收缩的复合面料,当一次锁绒层24受热膨胀时,抓附纤维27发生张开状态,此时,弧形凹槽26内的第二羽绒6会在自然状态下发生膨胀,此时,增强了内层面料1和外层面料2的整体厚度,在保暖的同时,方便使用者在寒冷时,身体在产生少量的热量,即可以避免少量热量流失,同时,第二羽绒6膨胀时,第二羽绒6之间的缝隙会增大,从而透气性会大幅度的增强;
59.如图7所示,二次锁绒层25的内部设有透气孔28,透气孔28的端部设有圆弧状凹陷部,圆弧状凹陷部的内部设有若干组供一次羽绒4的羽绒纤维穿过的开裂部29。
60.如图5所示,其中,一次羽绒4游离设置在菱形内胆3的内部,通过仿“蒲公英的种子固定形势”,使得一次羽绒4的根部粘附在透气孔28的内部,并使得一次羽绒4的羽绒纤维卡在开裂部29的内部,交叉分布并均匀位于开裂部29内的一次羽绒4,会在二次锁绒层25处形成一层绒形网状结构的“保护层”,一方面,位于菱形内胆3内的一次羽绒4不容易穿过该“保护层”,具有防钻绒的效果,另一方面,在该羽绒服清洗,揉搓并外力甩干时,该“保护层”本身的抗揉搓性好,且内层的一次羽绒4与该“保护层”摩擦力小,从而在该羽绒服晾干过程中,“保护层”便于快速恢复蓬松,同时,使得内层的一次羽绒4在“保护层”的内侧均匀分布,且快速蓬松,能有效的防止该羽绒服的一次羽绒4在菱形空腔5内均匀分布;
61.当二次锁绒层25遇冷收缩时,一方面,透气孔28的孔洞截面发生收缩,降低了热量的损耗,与此同时,透气孔28内的开裂部29中的缝隙截面减小,便于将一次羽绒4牢牢的锁定在开裂部29的内部,保暖性大幅度上升;
62.在此需要说明的是,“保护层”上的一次羽绒4与内层设置的一次羽绒4轮番交替,位于透气孔28内的一次羽绒4由于不可抗力揉搓、拖拽、踩踏导致一次羽绒4从透气孔28内脱离,此时位于菱形内胆3内的一次羽绒4会相继补在空余的透气孔28,使得该羽绒服在使用的时候,保暖性一直处于良好状态,大大延长了羽绒服的使用寿命。
63.按质量百分比计:面层21包括45%的锦纶和55%的氨纶,面层21的内侧表面设有第一褶皱。
64.按质量百分比计:延展层22由80%聚氨酯弹性纤维和20%弹性橡胶纺织而成,并在延展层22的表面形成第二褶皱。
65.按质量百分比计:保温层23由75%的羊毛和25%的腈纶混纺而成,保温层23的外表面形成有第三褶皱。
66.按质量百分比计:一次锁绒层24包括45%热膨胀粉末、50%聚酯纤维面料、2%复合胶水和3%稳定剂,或者包括40%热膨胀粉末、55%聚酯纤维面料、2%复合胶水和3%稳定剂,二次锁绒层25包括38%热膨胀粉末、55%聚酯纤维面料、4%复合胶水和3%稳定剂,或者包括30%热膨胀粉末、60%聚酯纤维面料、5%复合胶水和5%稳定剂。
67.其中,二次锁绒层25和一次锁绒层24为等同材料,差异点位于热膨胀粉末的含量,且二次锁绒层25内的热膨胀粉末含量低于一次锁绒层24内的热膨胀粉末,因此,二次锁绒层25的膨胀形变量小于一次锁绒层24的膨胀形变量,二次锁绒层25与延展层22相互匹配,
具有良好的延展性,且延展程度为梯度状的,从而避免面料拉扯受损,
68.由于,二次锁绒层25和一次锁绒层24之间的形变量存在差值,从而二次锁绒层25和一次锁绒层24之间会发生一定量的相对滑动距离,此时会使得第二羽绒6在二次锁绒层25和一次锁绒层24之间揉搓,从而使得第二羽绒6迅速膨胀,保暖性好,且膨胀后的第二羽绒6与抓附纤维27的接触更加牢固,抗撕拉能力好;
69.同时,由于二次锁绒层25存在透气孔28,二次锁绒层25在受热膨胀、遇冷收缩时,透气孔28的截面形变量小,因此在保证透气的同时,能够有效的防止一次羽绒4穿过透气孔28,避免产生钻绒现象。
70.热膨胀粉末由环氧树脂制成,稳定剂为橡胶。
71.抓附纤维27在弧形凹槽26的开口处设有若干组,抓附纤维27由聚酯纤维制成。
72.该具有双层锁绒结构的羽绒服的制备方法,制作方法包括:
73.s1、按照比例,将锦纶和的氨纶通过多臂龙头织机编织成面层21,并将聚氨酯弹性纤维为纬纱和以弹性橡胶为经纱;将聚氨酯弹性纤维上浆后,并进行高紧密度织造,并形成延展层22,然后以羊毛为长丝纱,腈纶为短纤维,利用有梭机交错形成保温层23;
74.s2、将上述形成的延展层22至于面层21和保温层23之间,并叠加形成复合面料,利用绣花机对复合面料沿其表面进行绗线,再使用压皱机对复合面料进行高温压皱,使延展层22内的弹性橡胶收缩定型,并在延展层22的表面形成第二褶皱,并形成延展面料;
75.s3、取上述延展面料,并将聚酯纤维面料平铺在延展面料的内表面,选择表面带有凸起点的钢板,利用热压机加热钢板,热压机的加热温度为110℃,热压机的加压时间为1h,并使得钢板热压在聚酯纤维面料上,冷却20min后,形成弧形凹槽26,再利用锥子挑开位于弧形凹槽26开口处的聚酯纤维,并形成抓附纤维27,经过上述工艺加工,形成一层锁绒面料;
76.s4、取上述一层锁绒面料以及二次锁绒层25,并利用缝纫机,形成若干组带有空腔的口袋,利用充绒机,将第二羽绒6冲入至口袋内,并利用冲压机持续加压1-1.5h,并形成复合锁绒面料;
77.s5、取上述复合锁绒面料放置在搅拌桶内,并向搅拌桶内添加一定量的水、热膨胀粉末、复合胶水和稳定剂,加热混合20min,搅拌桶内加热温度为90℃,并形成整体面料,将上述整体面料经过脱水、吸风晾干,并经过人工整型形成外层面料2;
78.s6、取上述外层面料2和内层面料1利用缝纫机,缝制成菱形内胆3,经过交叉线缝在菱形内胆3上形成4组菱形空腔5,并将第一羽绒4冲入至4组菱形空腔5内,并最终形成羽绒服。
79.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1