用于制造医学植入物的方法与流程
1.本发明涉及一种用于制造医学植入物的方法,所述医学植入物包括:头部分,所述头部分具有呈电插塞接触插座形式构造的、至少一个盲孔状的凹进部,沿着所述电插塞接触插座布置至少一个导电的接触元件;以及与头部分固定地连接的供电部分,所述供电部分包括优选地呈微控制器和/或电源形式的至少一个电部件,所述至少一个电部件通过至少一个电导体结构与至少一个导电的接触元件电连接。
背景技术:
2.用于电刺激局部的体内区域的能植入的医学装置、能暂时植入的脉冲发生器(ipg)例如用于心脏治疗的除颤应用、起搏器应用以及再同步化应用,用于神经刺激治疗的措施、例如脊髓刺激、大脑刺激或迷走神经刺激,仅仅列举一些情况,所述能植入的医学装置在各种情况下具有自身封闭的壳体,在所述壳体中包含用于产生电脉冲的部件、例如至少一个电源和与该电源连接的电路结构。此外壳体与所谓的头部分连接,在所述头部分中包含与能量源或电路结构电连接的电接触组件,流体密封地与头部分连接的插头组件能够插入到所述电接触组件中,为了在体内局部地施加电刺激信号以及必要时将在体内局部量取的电信号输送到存在于壳体侧的电路结构而使所述插头组件与输入电线和输出电线接通。
3.在出版物ep 2 134 418 b1中描述能植入的医学装置的这种类型的头部分,所述头部分包括两个能沿着接缝接合的头部分壳体半件,分别在串联的序列中通过间壁隔开间距地将半圆柱形的凹进部加工到所述头部分壳体半件中,导电的接触环元件以及电绝缘的密封环在分别串联地交替的序列中插入到所述凹进部中。由两个头部分壳体半件接合的头部分由此包括彼此同轴地取向的并且电绝缘的接触环元件的组件,为了将接触环元件电接触而设置在头部分中的侧向的接入端,电插头组件能够通过所述接入端流体密封地插入到由全部环形的接触环元件包围的空心腔中。
4.出版物de 10 2012 010 901 a1公开了一种方法用于将电触点和密封件定位并且保持在头部分内部为了与能植入的医学装置电接触。在一侧将盲孔状的孔加工到由生物兼容的并且电绝缘的材料构成的头部分壳体中,在交替的序列中将导电的接触环和环形的密封元件置入所述头部分壳体中,所述导电的接触环和环形的密封元件共同围成空心腔,杆状的插头组件能够插入到空心腔中。每个单独的环形的接触环在头部分内部通过电连接线与位于医学能植入的装置的壳体内部的电部件连接。
5.在出版物de 20 2013 012 073 u1中公开了一种插头孔模块组件,为了安装所述插头孔模块组件一定数量的接触环和密封元件在交替的序列中沿着杆状的安装工具布置。借助于夹紧装置将所有沿着安装工具安置的接触环和密封元件在施加轴向的接合力的情况下彼此夹紧。为了保持接合力而使用借助于平头螺钉轴向固定地安置在安装工具上的筒元件,所述筒元件与在端侧的安装工具头一起在轴向两侧限制由接触环和密封元件构成的组件。在这种夹紧状态中进行以能硬化的浇注材料浇注所述组件,所述浇注材料在硬化状
态中承受接合力。
6.用于医学植入物的制造方法由出版物us 2016/0 166 825 a1以及us 2008/0 033 500 a1公知。在这两种情况中,供电部分和头元件至少在最后制造步骤中由一体的浇注材料包封。
7.出版物us 2003/0 144 707 a1公开了一种能植入的医学装置,其具有表面接触组件。
8.出版物de 10 2017 222 364 a1描述一种用于制造能植入的医学装置的头部分的方法,所述医学装置具有插塞接触插座,串联序列的环形的接触元件和电绝缘的密封环布置在所述插塞接触插座中。为了将环形元件彼此机械地夹紧使用安装工具,在完成制造医学装置时取出所述安装工具,其中,环形元件的施加力的、彼此的支承由头部分的硬化的塑料基体接收。
技术实现要素:
9.本发明的任务在于,这样进一步改进一种用于制造医学植入物的方法,所述医学植入物包括:头部分,所述头部分具有以电插塞接触插座形式构造的至少一个盲孔状的凹进部,沿着所述电插塞接触插座布置至少一个导电的接触元件;以及与头部分固定地连接的供电部分,所述供电部分包括优选地呈微控制器和/或电源形式的至少一个电部件,所述至少一个电部件通过至少一个电导体结构与至少一个导电的接触元件电连接,从而应该显著地减小用于制造不仅个别批量生产的而且多件数生产的植入物的方法技术的以及也时间特定的和成本特定的花费。此外特别感兴趣的是,应该满足植入物的生产质量以及流体密封性和与此相关的使用寿命的最高要求。因为出于目前的方法技术原因而要求将头部分和供电部分分别在分开的制造过程中生产,所以特别专注于头部分与供电部分的接合,以便可以按照前述的生产要求实现持久的流体密封的接合连接。
10.本发明所提出的任务的解决方案在权利要求1中给出。以有利的方式进一步改进发明构思的特征由从属权利要求以及说明书的内容、特别是参考绘图示出的实施例可知。
11.根据解决方案的用于制造医学植入物的方法根据权利要求1的前序部分的特征由以下方法步骤组成。
12.在制造这种医学植入物中至关重要的是实现头部分和供电部分之间的接合连接,所述接合连接根据解决方案材料配合地、即整体地实现并且由此确保头部分和供电部分之间持久的流体密封的结合复合体。与头部分也以及供电部分的特定的技术构型无关地,所述头部分和供电部分通过浇注方法以生物兼容的浇注材料包覆,不仅头部分而且供电部分材料配合地接合在连接板的两个对置的上侧上,所述连接板还称为固定板并且由能硬化的浇注材料构成,以所述能硬化的浇注材料不仅包封头部分而且包封供电部分。
13.为了至少一个包含在头部分中的、导电的接触元件与优选地包含在供电部分中的微控制器以及电源电连接,至少一个电导体结构被引导穿过将头部分与供电部分连接的固定板。
14.根据解决方案的方法设置,首先制造具有板上侧和板下侧的固定板,所述固定板作为半成品通过浇注方法在使用能硬化的浇注材料的情况下获得。在浇注过程期间,优选地呈金属丝形式的至少一个电导体结构正交于固定板的构造的板上侧和板下侧取向和布
置,从而导体结构在浇注材料硬化之后与固定板固定地连接并且所述导体结构从板上侧和板下侧伸出。
15.根据存在于头部分内部的导电的接触元件的数量设置相应的数量穿过固定板的电导体结构。为此,正交于板上侧和板下侧穿过固定板的电导体结构按照导电的接触元件在头部分内部的空间布置而在固定板中分布地布置。替代在浇注过程的框架内嵌入电导体结构,同样实现固定板独立于电导体结构地通过浇注过程制造。在这种情况中,然后电导体结构插入到精细的穿过固定板的孔中并且以粘合剂、例如以环氧树脂滴浸润,所述粘合剂在硬化时固定导体结构并且由与头部分相同的材料构成。
16.为了制造供电部分以公知的方式使用注模,所述注模确定供电部分的外部形状和构型。为了准备浇注过程,将优选地呈微控制器和/或电源形式的至少一个电部件放置在注模内部并且与至少一个电导体结构连接。根据解决方案,注模这样构造,从而将准备为半成品的固定板集成到注模中并且以所述固定板的板下侧形成限定注模边界的部分表面。然后至少一个从板下侧伸出的电导体结构以及至少一个电部件以能硬化的浇注材料被浇注。
17.在浇注过程的框架内,以浇注材料填充准备好的注模并且包围布置在该注模中的部件,其中,能流动的浇注材料在形成整体的材料配合连接的情况下浸润固定板的用作注模部分表面的板下侧。
18.在浇注材料硬化之后,供电部分与固定地粘附在供电部分上的或与所述供电部分固定地连接的固定板一起从注模取出。
19.为了制造头部分,首先设置至少一个导电的接触元件并且与至少一个从固定结构的板上侧伸出的电导体结构连接。
20.头部分通常设置多个导电的接触元件,所述多个导电的接触元件以接触环元件的形式构造并且在同轴的并且轴向串联的序列中与电绝缘的、能弹性变形的密封环交替并且在轴向的接合力下彼此力配合地接合。接触环元件的所述被预紧的堆叠组件的一个优选的构造方案参考下述附图详细地来阐述,所述堆叠组件集成在头部分中。
21.从固定板的板上侧伸出的电导体结构与分别设置在头部分内部的电接触元件优选地通过钎焊方法、键合方法、间隙焊接方法或摩擦焊接方法电连接。可选地,另外的电结构、例如可与在供电部分内部的相应的电部件连接的天线可以被置入头部分中。此外,至少一个与电导体结构电连接的接触元件以能硬化的浇注材料这样被浇注,从而形成与固定板材料的板上侧配合连接。用于制造头部分的浇注过程可以在制造供电部分之前、期间或之后实施。
22.与在用于制造供电部分的浇注过程的情况中相同地,在固定板的板上侧和头部分侧的能硬化的浇注材料之间也形成流体密封的、整体的材料配合连接,从而借助于能硬化的浇注材料在头部分、固定板以及供电部分的区域中被包封的所有电部件在无任何分界面的情况下完全流体密封地由浇注材料包围。
23.生物兼容的塑料或环氧树脂适合作为用于制造头部分、固定板也以及供电部分的浇注材料。
附图说明
24.下面在不限制总发明构思的情况下借助实施例参考附图示例性地描述本发明。附
图中:
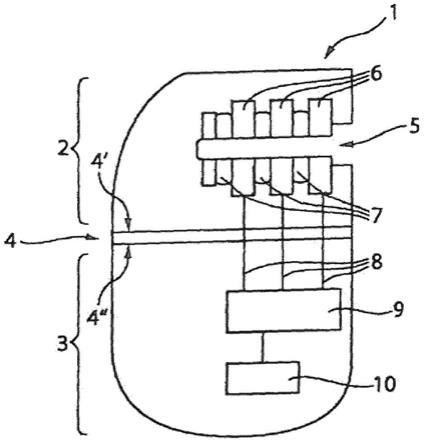
25.图1示出根据解决方案构造的医学植入物的视图,
26.图2示出具有穿过的电导体结构的固定板的视图,
27.图3示出用于制造供电部分的注模,
28.图4示出电导体结构与由接触环元件构成的组件的电连接,以及
29.图5示出用于制造头部分的浇注材料的视图。
具体实施方式
30.图1示出根据解决方案制造的医学植入物1,其包括头部分2、供电部分3以及固定板4,所述固定板的板上侧4
‘
与头部分2材料配合地、即整体地连接,并且所述固定板的板下侧4“与治疗单元3材料配合地、即整体地连接。
31.头部分2具有呈电插塞接触插座形式的盲孔状的凹进部5,沿着所述电插塞接触插座在串联序列中呈接触环元件形式的电接触元件6分别轴向地隔开间距地通过位于所述电接触元件之间的电绝缘的密封环7。由接触环元件6和密封环7构成的串联序列经受轴向的接合力f,通过所述轴向的接合力接触环元件6和密封环7流体密封地彼此连接。为了提供电信号并且供应能量,电接触环元件6通过金属丝式构造的电导体结构8与置入供电部分3内部的微控制器9以及与微控制器9电连接的电源10连接。电源10可以构造为电池、蓄电池、生物燃料电池或者以用于无接触地感应能量传输的电感耦合回路的形式构造。当然,替换的或另外的电部件可以包含在供电部分1中。
32.医学植入物1的所有部件分别以相同的生物兼容的浇注材料、优选地塑料或树脂料、优选地环氧树脂料浇注。
33.为了制造图1中示出的医学植入物1,固定板4根据图2在浇注方法的框架内由生物兼容的浇注材料制造,其中,金属丝式的电导体结构8正交于所述固定板的板上侧4
‘
以及板下侧4“穿过固定板4。可选地,优选地呈具有能装入其中的螺钉的螺纹螺母形式的机械连接件11置入固定板4内部以位置不动地固定头部分侧的由密封环7以及接触环元件6构成的串联序列、为此也参见图4中的接触环元件/密封环元件组件14,所述组件可以配备有相应的未示出的用于借助于螺旋连接件11附加地固定在固定板4上的机械保持装置。
34.具有固定在所述固定板中的金属丝式的电导体结构8的、构造为单独的半成品的固定板4此外用作用于制造并且构造供电部分3的注模12的部分表面。首先,从板下侧4“伸出的电导体结构8与示出的微控制器9以及电源10电连接。所述电连接可以在将固定板4放入到注模中以限定所述注模的边界之前或之后进行。
35.图3示出放入到注模12中的固定板4,所述固定板的板下侧4“能够流体密封地限定注模12的内部的边界。然后注模12以生物兼容的能硬化的浇注材料完全被填充。在填充注模12时使用的生物兼容的能硬化的浇注材料与构成固定板4的浇注材料是相同的,从而形成固定板4的板下侧4“和浇注材料之间材料配合的、整体的连接。
36.根据图4在浇注过程之后进行从固定板4的板上侧4
‘
伸出的电导体结构8与接触环元件6的电接触。
37.图4中示出的轴向的堆叠组件14由电接触环元件6以及位于所述电接触环元件之间的密封环7构成,同样是半成品,所述堆叠组件具有棒状地构造的安装工具13,沿着所述
安装工具在轴向地交替的序列中布置导电的接触环元件6以及分别位于所述接触环元件之间的电绝缘的、由弹性材料制成的密封环7。固定件15和16分别沿着棒状的安装工具13安置在通过由接触环元件6和密封环7构成的交替的序列组成的、轴向的堆叠组件14两侧。在图4中示出的固定件16的情况中,该固定件是与另外的棒状地构造的安装工具13一体地连接的并且盘形或圆盘形地构造的机械的止挡,轴向的堆叠组件14在一侧直接邻接于止挡。沿着轴向的堆叠组件14与所述止挡对置地布置的固定件15沿着棒状的安装工具13能轴向运动地构造并且此外具有卡锁机构,所述卡锁机构能够将固定件15相对于棒状的安装工具轴向不动地固定。优选地,固定件15是螺母或具有内螺纹的板,所述内螺纹与沿着棒状的安装工具13安置在端侧的未示出的外螺纹配合。
38.为了施加将接触环元件6和密封环7的交替的序列力配合地彼此接合的、相对于棒状的安装工具13轴向地取向的接合力,将安装工具13相对于固定件15转动,例如通过将安装工具侧的外螺纹完全旋入到固定件15的内螺纹中,由此调节出沿着安置在安装工具13上的接触环元件6和密封环7作用的、能确定地预给定的接合力。
39.图4中示出的轴向的堆叠组件14是单独地要加工的半成品,该半成品在电导体结构8与电接触环元件6相应地电接触轴被放入到根据图5的注模17中。注模17如同在根据图3的浇注过程的情况中那样由与供电部分侧的浇注材料一体地连接的固定板4部分地限界,也就是说,固定板4的板上侧4
‘
流体密封地与其余的注模17闭合。浇注过程以相同的方式通过使用下述的能硬化的浇注材料进行,固定板4以及供电部分3的浇注体已经由所述能硬化的浇注材料构成。
40.在头部分侧的浇注材料硬化之后可以将医学植入物1从注模17取出并且通过转动固定件15将安装工具13分离。在接触环元件6和密封环7之间轴向地产生的接合力由在头部分侧硬化的浇注材料支持和保持。
41.替代前述的方法方式同样可能的是,根据图5的浇注方法在时间上在用于制造根据图3的供电部分3的浇注方法之前或者与该浇注方法同时地实施。
42.附图标记列表
43.1医学植入物
44.2头部分
45.3供电部分
46.4固定板
[0047]4‘
板上侧
[0048]
4“板下侧
[0049]
5盲孔状的凹进部
[0050]
6导电的接触元件,接触环元件
[0051]
7密封环
[0052]
8电导体结构
[0053]
9微控制器
[0054]
10电源,电池
[0055]
11机械连接件
[0056]
12注模
[0057]
13安装工具
[0058]
14堆叠组件
[0059]
15,16固定件
[0060]
17注模。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1