刷牙部件和制造刷牙部件的方法与流程
1.本发明涉及牙齿清洁设备领域。
背景技术:
2.刷牙是良好口腔卫生的必要任务,但它被认为是乏味的,因此通常做得不好。为了方便刷牙和确保更好的运动,众所周知使用电动牙刷,其头部由电机驱动。然而,有了此类牙刷,良好的刷牙姿势仍然是必要的,并且需要最低限度的灵活性和自主性。此外,良好的刷牙所需的时间通常为2或3分钟,这通常被认为太长。另一方面,对于某些特定人群,比如老年人、有依赖性的人、丧失自主能力的人,甚至儿童,此类牙刷并不总是合适的。因此,在所有情况下,刷牙都执行得不好,因为时间太长,或者因为姿势做得不好;因此,有必要简化刷牙。为了解决这些问题,已经提出了一种装置,该装置包括基本上呈u形的刷牙部件,该刷牙部件被构造为放置在用户的牙列上,在内部形成护口器,该护口器旨在接收用户颌部的全部或部分牙列;这样形成的护口器必须覆盖有用于刷洗牙列的刷毛,所述刷毛布置在护口器的内壁上,以确保尽可能有效地刷牙。
3.用于将刷毛插入普通牙齿清洁设备(比如手动或电动牙刷)上的已知方法,在应用于刷牙部件的u形护口器的内壁时,不适于获得有效的刷牙构造,该刷牙部件被构造为整体上符合待清洁的全部或部分牙列的形状。已知方法尤其不能将超细且短的刷毛固定在必须为柔性的、精细的和复杂几何形状的刷牙部件中。利用已知方法,刷毛固定在简单几何形状的壁上,比如基本平坦的表面,刷毛相对于该表面的倾斜度变化不超过约15度。
4.因此,本发明的目的是为全部或部分这些问题提出一种解决方案。
技术实现要素:
5.为此,本发明涉及一种用于制造刷牙部件的方法,该刷牙部件包括支撑件,该支撑件被构造为u形以放置在用户颌部的牙列上,该支撑件形成旨在在内侧上接收该牙列的全部或部分的护口器,该刷牙部件包括至少一个毛簇的刷毛,所述刷毛通过至少一个毛簇的刷毛的自由端在护口器的内侧上突出,该方法包括以下步骤:
[0006]-提供支撑件,该支撑件钻有至少一个通孔,所述通孔穿过由支撑件形成的护口器,位于护口器的内侧和与内侧相对的外侧之间;
[0007]-通过由与自由端相对的一端组装多根刷毛来形成至少一个毛簇的刷毛,从而形成至少一个毛簇的基部,使得至少一个毛簇的截面的直径沿着横向于至少一个毛簇的延伸方向的平面大于至少一个通孔的直径;
[0008]-熔合形成至少一个毛簇的基部的端部,从而形成一体的熔合区域,使得熔合区域在横向于至少一个毛簇的延伸方向的方向上的延伸大于基部在熔合步骤之前在横向方向上的延伸;
[0009]-将至少一个毛簇强制插入支撑件护口器的至少一个孔中。
[0010]
根据一个实施例,本发明单独地或以技术上可接受的组合方式包括一个或更多个
以下特征。
[0011]
根据一个实施例,在布置步骤中提供的支撑件由柔性塑料制成,例如弹性热塑性塑料,优选苯乙烯-乙烯-丁烯-苯乙烯。
[0012]
根据这些布置,当将刷毛应用在护口器的内壁上时,可以获得具有有效刷牙构造的刷牙部件,该护口器被构造为在整体上符合待清洁的全部或部分牙列的形状。该方法尤其能够以柔性、精细和复杂的几何结构固定超细且短的刷毛。根据这些布置,刷毛可以固定在复杂几何形状的壁上,该壁显著不同于基本平坦表面,刷毛相对于护口器的内侧的表面的倾斜度可变化超过15度。
[0013]
根据一个实施例,布置步骤包括:
[0014]-制造支撑件的步骤;
[0015]-钻出至少一个孔的步骤,所述至少一个孔穿过由支撑件形成的护口器,位于护口器的内侧和与内侧相对的外侧之间;
[0016]
根据一个实施例,制造支撑件的步骤包括从成型模具模制支撑件。
[0017]
根据一个实施例,成型模具分为两部分。
[0018]
根据一个实施例,模具不包括孔或尖状物,使得模制支撑件也不包括孔或尖状物。
[0019]
根据一个实施例,模具的一部分包括至少一个尖状物,该至少一个尖状物在模具的该部分的表面上突出,使得模制支撑件在护口器的壁中包括至少一个模制孔,该至少一个模制孔具有模具的至少一个尖状物的形状。
[0020]
根据一个实施例,模具的该部分包括至少一个孔,使得模制支撑件包括至少一个尖状物,该至少一个尖状物在护口器的内表面上突出,并且制造支撑件1
′
的步骤包括移除至少一个尖状物的子步骤,之后是代替至少一个移除的尖状物制造至少一个孔的步骤。
[0021]
根据一个实施例,钻出至少一个通孔的步骤还包括钻出对应于至少一个通孔的另一个非通孔,所述至少一个通孔根据第一直径并围绕第一轴线钻出,而另一个非通孔根据围绕第一轴线的第二直径钻出,第二直径大于第一直径,另一个非通孔出现在护口器的外侧上。
[0022]
根据一个实施例,第一直径包括在0.2mm和2mm之间。
[0023]
根据这些布置,毛簇的插入深度以及由此自由端的长度由非通孔的适当深度决定。
[0024]
根据一个实施例,利用第一钻头进行至少一个通孔的钻出,然后利用第二钻头进行另一个非通孔的钻出。
[0025]
根据一个实施例,至少一个通孔的钻出与另一个非通孔的钻出同时进行,使用具有两种不同直径的钻头,也称为沉孔钻头。
[0026]
根据一个实施例,通过模制制造支撑件的步骤包括模具的使用,该模具设置有从所述模具的表面突出的至少一个尖状物,该至少一个尖状物具有的形状对应于在支撑件的壁中由通孔2的边缘和/或相应的非通孔2
′
的边缘界定的中空体积。
[0027]
根据这些布置,通过模制制造支撑件的步骤和对所述支撑件钻孔的步骤是同时进行的。根据这些布置,通过模制制造支撑件的步骤使得可以制造钻有通孔和/或非通孔的支撑件。
[0028]
根据一个实施例,该方法包括在毛簇的熔合区域的水平面处沉积粘合剂的步骤,
该步骤在强制插入至少一个毛簇的步骤之后。
[0029]
根据一个实施例,沉积粘合剂的步骤包括聚合步骤。
[0030]
根据一个实施例,在沉积粘合剂的步骤之后,该方法包括填充非通孔的步骤。
[0031]
根据一个实施例,利用树脂进行孔的填充。
[0032]
根据一个实施例,通过包覆成型进行孔的填充。
[0033]
根据一个实施例,在插入步骤之后,该方法包括刷牙部件的热变形步骤。
[0034]
根据一个实施例,可以在沉积粘合剂的步骤和填充非通孔的步骤之前执行刷牙部件的热变形步骤。
[0035]
根据这些布置,刷牙部件的形状更适合用户的牙列,并且粘合剂和填充材料不受热变形步骤的影响。
[0036]
根据一个实施例,可以在沉积粘合剂的步骤和填充非通孔的步骤之后执行刷牙部件的热变形步骤。
[0037]
根据一个实施例,可以在沉积粘合剂的步骤和填充非通孔的步骤之前和之后执行刷牙部件的热变形步骤。
[0038]
根据这些布置,刷牙部件的形状甚至更佳地适应用户的牙列。
[0039]
根据一个实施例,刷牙部件包括连接器,该连接器包括抓握手柄和固定到抓握手柄的一端的至少一个连接分支,所述至少一个连接分支具有的形状与刷牙部件的护口器的外侧的至少一部分的u形相一致,并且该方法包括以下步骤:
[0040]-将至少一个连接分支附接至护口器的外侧的一部分;
[0041]-将至少一个连接分支固定在护口器的外侧的一部分上。
[0042]
根据一个实施例,通过包覆成型执行至少一个连接分支在护口器的外侧的一部分上的固定。
[0043]
本发明还涉及一种包括支撑件的刷牙部件,该支撑件被构造为u形以放置在用户颌部的牙列上,该支撑件形成旨在在内侧上接收该牙列的全部或部分的护口器,该支撑件包括至少一个毛簇的刷毛,所述刷毛通过至少一个毛簇的刷毛的自由端在护口器的内侧上突出,
[0044]-至少一个毛簇的刷毛包括通过与自由端相对的一端组装起来的多根刷毛,从而形成至少一个毛簇的基部;
[0045]-至少一个毛簇的基部形成一体的熔合区域,熔合区域在横向于至少一个毛簇的延伸方向的方向上的延伸大于基部在形成熔合区域之前在横向方向上的延伸;
[0046]-至少一个毛簇的刷毛穿过孔,该孔穿过支撑件形成的护口器,位于由护口器的内侧和与内侧相对的外侧之间。
[0047]
根据一个实施例,本发明单独或组合地包括一个或更多个以下特征。
[0048]
根据一个实施例,至少一个毛簇的熔合区域位于形成在护口器的壁中的另一个非通孔内,该另一个非通孔出现在护口器的外侧上。
[0049]
根据一个实施例,通孔具有第一直径和第一轴线,且另一个非通孔具有围绕第一轴线的第二直径,第二直径大于第一直径。
[0050]
根据一个实施例,至少一个毛簇的熔合区域粘附在非通孔内。
[0051]
根据一个实施例,非通孔填充有树脂。
[0052]
根据一个实施例,刷牙部件包括连接器,该连接器包括抓握手柄和固定到抓握手柄的一端的至少一个连接分支,所述至少一个连接分支具有的形状与刷牙部件的护口器的外侧的至少一部分的u形相一致,所述至少一个连接分支附接至护口器的外侧的该部分。
[0053]
根据这些布置,连接器被构造为将由振动发生器产生的振动传递至刷牙部件,抓握手柄的另一端可拆卸地固定在振动发生器上。
[0054]
根据一个实施例,至少一个连接分支具有柔韧性,该柔韧性与护口器的柔韧性相结合以传递由振动发生器产生的振动,而不会使护口器变僵硬。
[0055]
根据一个实施例,抓握手柄的另一端被构造为以可拆卸方式固定到振动发生器,并且包括抓握壁,该抓握壁的截面为矩形或六边形的形状,所述抓握壁为中空的,以允许插入用于固定振动发生器的接口。
[0056]
根据一个实施例,抓握手柄的六边形截面被构造为具有长度不等的侧边,以在抓握手柄与振动发生器之间的接口处充当键接装置。
附图说明
[0057]
为了正确理解,参考附图描述了本发明的实施例和/或实施方式,附图通过非限制性示例的方式,分别表示根据本发明的装置和/或方法的实施例和/或实施方式。附图中相同的附图标记表示相似的元件或具有相似功能的元件。
[0058]
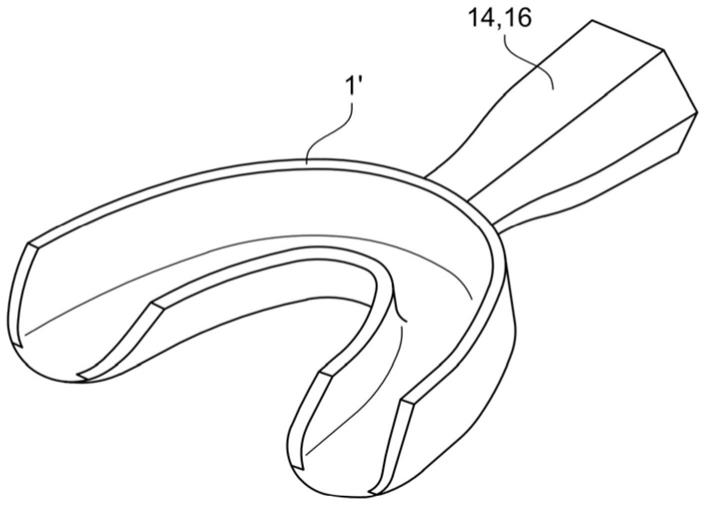
图1a为设置有其连接器的刷牙部件的支撑件的透视图。
[0059]
图1b为钻有孔并设置有其连接器的支撑件的透视图。
[0060]
图1c为钻有孔的支撑件的透视图,每个孔包括通孔和非通孔。
[0061]
图2为通过由图6所示类型的穿孔模具模制而获得的带有尖状物的支撑件的透视图。
[0062]
图3为一簇刷毛的示图。
[0063]
图4为图2的模制牙刷的表面部分的视图(穿过壁的截面图),该表面部分被在图2的模制牙刷的尖状物被切割并且制作出通孔和非通孔之后形成的孔穿过。
[0064]
图5为将一簇刷毛插入图4所示的孔中的阶段的结果的示图。
[0065]
图6为两部分包覆成型模具的透视图。
[0066]
图7为根据本发明的方法的各步骤的流程图的示意图。
[0067]
图8为根据第一变型的连接器的透视图,该连接器具有基于六边形的抓握手柄。
[0068]
图9为根据第二变型的连接器的透视图,该连接器具有基于方形的抓握手柄。
[0069]
图10为支撑件的另一角度的透视图,该支撑件设置有根据第一变型的连接器。
具体实施方式
[0070]
根据第一方面,本发明涉及一种用于制造刷牙部件1的方法100;在图7中示意性地示出了所述方法100的实施步骤的流程图。
[0071]
方法100包括为刷牙部件1提供支撑件1
′
的第一步骤;所述支撑件1
′
由柔性塑料材料制成,例如热塑性弹性体或硅树脂,优选苯乙烯-乙烯-丁烯-苯乙烯。支撑件1
′
钻有通孔2,所述通孔穿过由支撑件1
′
形成的护口器6,位于护口器6的内侧6
′
和与内侧6
′
相对的外侧6
″
之间。
[0072]
图1示出了根据一个实施例的支撑件1
′
,比如在用于制造刷牙部件1的方法100的第一步骤101期间提供的支撑件。
[0073]
图2示出了根据另一个实施例的支撑件1
′
,比如在用于制造刷牙部件1的方法100的第一步骤101期间提供的支撑件。
[0074]
支撑件1
′
被构造为u形的,以放置在用户颌部的牙列上。更准确地说,支撑件1
′
具有护口器6的形状,护口器6被构造为u形的;因此,支撑件1
′
旨在接收该牙列的全部或部分。在本说明书的其余部分中,支撑件1
′
也可称为护口器6。支撑件1
′
或护口器6包括凹入的内表面6
′
和外表面6
″
。刷牙部件1包括一个或更多个毛簇3的刷毛4,因此方法100使得可以布置和分布在护口器6的内表面6
′
上,毛簇3在该护口器6内侧突出;图3中示意性地示出了刷毛4的毛簇3,并且将在下文更详细地描述毛簇3的形成。
[0075]
根据一个实施例,提供支撑件1
′
的步骤包括制造支撑件的步骤101bis,在该步骤期间,由制造模具模制刷牙部件1的支撑件1
′
,模具本身与支撑件1
′
一样为u形的。根据一个实施例,制造模具分为两部分,其中一部分被构造为填充用模具模制的支撑件1
′
的护口器6的内部空间6
′
。如图1a所示,模具可以设计成生产具有光滑内表面6
′
的支撑件1
′
,不存在孔或尖状物。模具还可以设计成生产直接具有穿过护口器6的壁的孔的支撑件1
′
,这将在下文更详细地描述。最后,如图2所示,模具可以设计为生产在护口器6的内表面6
′
上具有尖状物的支撑件1
′
;为此,可以使用两部分9a、9b的模具,如图6的模具9,其中部分9a包括孔9c;因此,用模具9生产的支撑件1
′
在护口器6的内表面6
′
上包括尖状物,所述尖状物对应于形成在模具9的部分9a中的所述孔9c。
[0076]
在布置步骤101期间提供的支撑件1
′
必须包括通孔2,所述通孔穿过由支撑件1
′
形成的护口器6,介于护口器6的内侧6
′
和外侧6
″
之间。如果在制造步骤101bis中获得的支撑件1
′
包括尖状物,则在制造支撑件1
′
之后的进行钻出通孔2的步骤101ter之前移除尖状物。图1b和图1c示出了钻有通孔2的支撑件1
′
的示例。
[0077]
根据一个实施例,钻出通孔2的步骤101ter还包括钻出对应于至少一个通孔2的另一个非通孔2
′
,至少一个通孔2根据第一直径并围绕第一轴线钻出,而另一个非通孔2
′
根据围绕第一轴线的第二直径钻出,第二直径大于第一直径,另一个非通孔2
′
出现在护口器6的外侧6
″
上。图1c示出了钻有孔的支撑件1
′
的示例,每个孔包括通孔2和相应的非通孔2
′
。
[0078]
按照惯例,孔或任何物体的直径在本文表示连接孔或所考虑物体的圆周或周边的两个点的最大长度的线段和/或线段的长度。该定义适用于孔或物体的所有形式的圆周或周边;因此,例如,所述圆周或所述周边可以为圆形的或椭圆形的。
[0079]
第一直径基于毛簇3的横截面的直径确定,使得通孔2的直径始终小于插入所述通孔内部的毛簇3的横截面的直径。根据一个实施例,第一直径包括在0.2mm和2mm之间。
[0080]
通过构成支撑件1
′
的材料的柔韧性可以实现强制插入步骤,该材料能够充分变形以扩大孔并允许毛簇插入孔中,并且该材料具有足够的弹性以在插入步骤之后呈现其形状,从而对插入通孔2中的毛簇产生第一级机械保持。
[0081]
非通孔2
′
的第二直径大于毛簇3的熔合基部7的最大尺寸,该熔合基部必须容纳在非通孔2
′
内,毛簇3的熔合基部7的定义将在下文描述。
[0082]
在以下强制插入刷毛4的毛簇3的步骤104结束时,毛簇3的熔合基部7容纳在非通孔2
′
中,并支承在所述非通孔2
′
的底部上。根据这些布置,非通孔的适当深度决定了毛簇的
插入深度,并因此决定了自由端的长度。
[0083]
根据一个实施例,通孔2的钻出与对应于所述通孔的另一个非通孔2
′
的钻出同时进行,例如通过使用具有两种不同直径的单个钻头,也称为沉孔钻头。
[0084]
根据一个实施例,通过例如模制制造支撑件1
′
的步骤101bis以及钻出通孔2和非通孔2
′
的步骤101ter是同时进行的;例如,通过使用设置有从模具表面突出的尖状物的模具,获得模制和形成所述孔的同时性,每个所述尖状物具有的形状对应于由通孔2的边缘和相应的非通孔2
′
的边缘在支撑件1
′
的壁中界定的中空体积。
[0085]
根据本发明的方法100的下一步骤涉及毛簇3的制备。每个毛簇3包括多根刷毛4,这些刷毛通过一个端部5组装在一起,以便形成毛簇3的基部,如图3所示;至少一个毛簇3的基部,包括通过将组装成毛簇3的刷毛的端部5之一并置而形成的组件,通过例如加热而熔合7,从而形成熔合区域7,所述熔合区域一体地形成在刷毛4的材料中。例如,刷毛的材料可以是尼龙或动物丝,或者聚对苯二甲酸丁二醇酯(pbt)。毛簇3的刷毛4具有的长度优选地小于10mm。刷毛优选地基本为直的细丝,优选为超细的,即细丝的直径包括在60μm和120μm之间,优选地为80μm。由于这些布置,刷毛具有的尺寸可与刷牙部件的内部尺寸匹配,并且可以布置在护口器2内,以有效地刷洗也位于护口器2内的牙列。
[0086]
如图3所示,每个毛簇3在延伸方向d2上长于其在横向于方向d2的方向d1上的宽度或厚度。在刷毛4的形成毛簇基部的端部5熔合之前,毛簇3的基部在d1方向上的延伸小于熔合区域7在d1方向上的延伸。刷毛的材料在端部5处的熔合导致毛簇3的基部的膨胀,从而呈现出如图3所示的倒蘑菇形状。
[0087]
毛簇3的刷毛4的自由端8可以为圆形,以便有效地刷牙,而不会对牙龈组织造成风险。
[0088]
一旦如上文所述形成毛簇3,在强制插入步骤104期间,每个毛簇3被强制插入到形成在支撑件1
′
的壁(即护口器6的壁)中的一个通孔2中;强制插入以如下方式进行,使得每个毛簇3的刷毛4的自由端8最终在刷牙部件1的护口器6的壁的内表面6
′
上突出,而毛簇3的熔合区域7放置在该壁的外表面6
″
一侧上。如上文所述,通孔2的横截面始终小于插入所述通孔2内的毛簇3的横截面,从而毛簇3由护口器6的通孔2的边缘牢固地保持在通孔中。
[0089]
根据一个实施例,毛簇3的熔合区域7容纳在由对应于通孔2的非通孔2
′
形成的空腔中,位于该壁的外表面6
″
一侧上,如图5所示。
[0090]
如上所述,用于形成护口器6的壁的材料为柔性塑料材料;根据一个实施例,这种柔性塑料材料允许通过刷牙部件1的热变形107来调节支撑件1
′
的形状,以便使其最佳地适应刷牙部件1的用户的牙列形状。该热变形步骤107在强制插入毛簇3的步骤104之后进行。
[0091]
为了进一步加强对毛簇3的保持,在将毛簇3强制插入孔2中的步骤104之后,可以提供在毛簇3的熔合区域的水平处沉积粘合剂的步骤105。因此,一方面由于通孔2的边缘对强制插入的毛簇3的压力所产生的机械强度,另一方面由于毛簇3的熔合基部7支承在非通孔2
′
的底部上所产生的机械强度,最后由于在毛簇3的熔合基部7周围的界面处和在非通孔2
′
的底部处沉积的粘合剂的化学粘附,毛簇3与支撑件1
′
之间的粘附能够承受至少15牛顿的拉力。
[0092]
根据一个实施例,粘合剂是在紫外线作用下聚合的粘合剂,即uv粘合剂。
[0093]
根据一个实施例,沉积粘合剂的步骤包括聚合步骤。
[0094]
为了在护口器6的外表面6
″
上形成光滑的壁,可以提供填充非通孔2
′
的步骤106。
[0095]
根据一个实施例,孔2
′
的填充106利用树脂进行。
[0096]
根据一个实施例,孔2
′
的填充106通过包覆成型进行。
[0097]
如上所述,热变形步骤107在强制插入毛簇3的步骤104之后进行。根据一个实施例,可以在沉积粘合剂的步骤105和填充非通孔2
′
的步骤106之前执行刷牙部件的热变形步骤107。根据这些布置,刷牙部件的形状更适合用户的牙列,并且粘合剂和填充材料不受热变形步骤的影响。
[0098]
根据一个实施例,可以在沉积粘合剂的步骤105和填充非通孔2
′
的步骤106之后执行刷牙部件的热变形步骤107。
[0099]
根据一个实施例,可以在沉积粘合剂的步骤105和填充非通孔2
′
的步骤106之前和之后执行刷牙部件的热变形步骤107。根据这些布置,刷牙部件的形状甚至可更佳地适应用户的牙列。
[0100]
为了提高刷牙效率,多个毛簇3分布在护口器2的壁的内表面上;如图1至图3所示,毛簇3的延伸方向d2相对于与毛簇3在护口器2的表面上突出的点所考虑的表面垂直的方向具有倾斜度,该倾斜度可在0度(例如,对于种植在护口器的底部的毛簇3)和45度(例如,对于种植在护口器6的内侧6
′
的侧向部分上的毛簇3,优选地朝向护口器的顶部)之间变化。因此,一个毛簇3的延伸方向d2可以例如与另一个毛簇3的延伸方向d2形成90度的角度。由于这些布置,多簇刷毛布置为有效地刷洗位于护口器内部的牙列。
[0101]
根据本发明的一个实施例,调节在护口器2的内表面上突出的多簇刷毛的分布,以使刷毛的密度局部最大化,从而提高刷牙效率。为此,可以选择孔在包覆成型模具上的交错分布。
[0102]
根据一个实施例,刷牙部件1包括连接器14,连接器14包括抓握手柄16和固定到抓握手柄16的一端的至少一个连接分支15;连接器的一个实施例如图8所示,并且另一个实施例如图9所示。所述至少一个连接分支15具有的形状与刷牙部件1的护口器6的外侧6
″
的至少一部分的u形相一致,并且方法100包括以下附加步骤:
[0103]-将至少一个连接分支15附接在护口器6的外侧6
″
的一部分上;
[0104]-将至少一个连接分支15固定在护口器6的外侧6
″
的一部分上。
[0105]
根据一个实施例,通过包覆成型执行至少一个连接分支15在护口器6的外侧6
″
的一部分上的固定。
[0106]
图10示出了刷牙部件的支撑件1
′
的示例,连接器16的连接分支15已附接至该支撑件,然后通过包覆成型固定。
[0107]
根据另一方面,本发明涉及一种刷牙部件1,该刷牙部件包括支撑件1
′
,该支撑件被构造为u形的,以放置在用户颌部的牙列上,该支撑件形成旨在在内侧6
′
上接收该牙列的全部或部分的的护口器6,支撑件1
′
包括刷毛4的至少一个毛簇3,刷毛通过至少一个毛簇3的刷毛4的自由端8在护口器6的内侧6
′
上突出,
[0108]-至少一个毛簇3的刷毛4包括多根刷毛4,这些刷毛通过与自由端8相对的一个端部5组装在一起,从而形成至少一个毛簇3的基部;
[0109]-至少一个毛簇3的基部形成一体的熔合区域7,熔合区域7在横向于至少一个毛簇3的延伸方向d2的方向d1上的延伸大于基部在形成熔合区域7之前在横向方向d1上的延伸;
[0110]-刷毛的至少一个毛簇3穿过孔2,该孔穿过由支撑件1
′
形成的护口器6,位于护口器6的内侧6
′
和与内侧6
′
相对的外侧6
″
之间。
[0111]
根据一个实施例,至少一个毛簇3的熔合区域7位于形成在护口器2的壁中的另一个非通孔2
′
内,另一个非通孔2
′
出现在护口器6的外侧6
″
上。
[0112]
根据一个实施例,至少一个毛簇的熔合区域粘附在非通孔内。
[0113]
根据一个实施例,非通孔填充有树脂。
[0114]
根据一个实施例,刷牙部件1包括连接器14,该连接器包括抓握手柄16和固定到抓握手柄16的一端的至少一个连接分支15,所述至少一个连接分支15具有的形状与刷牙部件1的护口器6的外侧6
″
的至少一部分的u形相匹配,所述至少一个连接分支15附接在护口器6的外侧6
″
的该部分上。
[0115]
根据这些布置,连接器被构造为将由振动发生器产生的振动传递至刷牙部件,抓握手柄的另一端可拆卸地固定在振动发生器上。
[0116]
根据一个实施例,至少一个连接分支15具有足够的柔韧性,以便在传递由振动发生器产生的振动的同时不会降低护口器6的固有柔韧性。
[0117]
根据一个实施例,被构造为以可拆卸方式固定到振动发生器的抓握手柄16的另一端包括抓握壁,该抓握壁的截面为正方形或六边形的形状,所述抓握壁为中空的,以允许插入振动发生器的固定接口。
[0118]
根据一个实施例,如图10所示,抓握手柄的六边形截面被构造为具有长度不等的侧边,以在抓握手柄与振动发生器之间的接口处起到键接功能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1