一种胶合板热压机密闭输送系统的制作方法
1.本发明涉及胶合板热压机废气处理技术领域,尤其是一种胶合板热压机密闭输送系统。
背景技术:
2.胶合板在生产过程中,热压是其中最关键的工序环节。将不同厚度不同弯曲度的板坯逐层放入层间距在5
‑
8cm的热压机的加热板层内,通过配套的液压机提供动力,完成装好板坯的热压机升降到热压高度,在一定时间和保持一定压力条件下,将板坯热挤压粘结成成型产品。液压机在按照工作程序降低热压机高度。之后将产品取出,并将新的板坯送入,从而构成一个完整的热压工作流程。
3.vocs外溢主要产生在热压过程,其浓度随着热压过程由高到底,因此,送入板坯和取出成品过程只会有少量残存vocs外溢。胶合板热压过程初期胶黏剂在高温条件下发生化学反应,部分有机组分受热挥发,该过程所产生的vocs占胶合板加工工艺产生的vocs总量的70%
‑
90%以上,主要成分为甲醛。
4.现有技术中,胶合板行业的热压机多为敞开式作业,由于热压机在热压不同板胚时,热压时间、液压压力和热压机各层高度不同且高度间隙较小,主体密闭程度很低,仅在热压机顶部加装集气罩,所能收集的仅是热压机靠近引风机部分的vocs废气,绝大部分无组织vocs废气并没有收集,逸散到车间。刺激性强的甲醛强烈刺激车间工作人员的眼、鼻、喉等器官,严重影响车间操作人员身体健康,并对周边空气环境造成严重污染。而且热压完成后,尽管甲醛排放量极大降低,但仍有残留及少量甲醛废气排放。
5.为此曾研发多款热压机密闭结构,将热压机密闭,从而保证热压过程中产生的vocs废气得到有效吸收。但是在实践过程中,胶合板生产厂改造成本增加且效率比人工送、拉板低。为此开发的低能耗送出板设备,起到了明显的节能效果。但由于为送拉板一般采用将整体放板支架整体送入、推出,能耗较高。同时,由于推拉板在同一平面进行,为避免推拉板的交叉进行,一般采用先推定型板,后将板胚送入的方式,其往返不仅增加能耗且降低了推拉板效率。其主要原因具体表现在:一是由于热压成型板和预热压板胚在同一工作平面,因此,目前送、拉板机械均采用首先把成型板推出,并把板胚在推定型板的过程中被挡板阻挡在某一位置上,送扳机回撤,再将板胚推到预定位置,使送板机效率降低;二是目前送板机工作时,首先将板胚放在送板机送板平面上,通过驱动整个送板机平面与板胚一同运动,造成送板机无用功增加,进而增加了不必要的能耗;并且在送入热压三聚氰胺纸时,送扳机回撤再拉板,会造成三聚氰胺纸的破损,形成次品。一般讲,每生产一块胶合板次品,需要几十块成品的利润才能补偿损失,故造成的经济损失较大;四是热压结束后定型板会产生一定量的碎料,必须用压缩空气进行清扫,使生产成本增加
技术实现要素:
6.为了解决上述技术问题,本发明提供了一种胶合板热压机密闭输送系统。
7.为了达到上述目的,本发明提供如下技术方案:
8.一种胶合板热压机密闭输送系统,包括用于胶合板热压机的自动推送装置、动力系统和废气循环系统;
9.所述废气循环系统,包括,前密封门、后密封门、侧板及管道系统,所述前密封门、后密封门和侧板固定连接形成用于将胶合板热压机密封的罩体,所述管道系统设置于罩体内;
10.所述动力系统,包括一级传动系统和二级传动系统;所述一级传动系统包括,液压油缸、传动齿条、传动齿轮组;所述液压油缸的动作端与所述传动齿条连接,所述传动齿条与所述传动齿轮组适配形成齿轮齿条传动;所述二级传送系统包括,传动杆和传动竖轴;所述传动杆上设有第一齿轮,所述第一齿轮与所述传动齿轮组适配形成直齿圆锥齿轮传动;所述传动杆的两端设有第二齿轮,所述传动竖轴的两端设有第三齿轮,所述第三齿轮与所述第二齿轮适配形成直齿圆锥齿轮传动。
11.其中,用于胶合板热压机的自动推送装置包括,固定机架、固定拍子、推板架和活动拍子;
12.所述活动拍子组装于所述推板架上,所述推板架设置于所述固定机架内,所述固定拍子固定安装于所述固定机架上;
13.还包括,延伸倍速装置;所述延伸倍速装置包括轨道及连杆;
14.所述轨道安装于固定拍子上,所述连杆设有连接耳,所述连杆通过所述连接耳与所述推板架连接;所述连杆的另一端安装滑块,所述滑块与所述轨道相适配,所述滑块安装于所述轨道上;所述连杆的另一端设有滑轮,所述活动拍子开设滑槽,所述滑轮与所述滑槽相适配,所述滑轮安装于滑槽内。
15.其中,所述活动拍子包括:活动拍子框架,推板杆和多功能件;
16.所述推板杆铰接于所述活动拍子框架的前端,所述多功能件的一端铰接于活动拍子框架的前端,所述多功能件的另一端设有第一滚轮,所述多功能件的件身上设有第二滚轮;所述推板杆的前端设有推板块。
17.其中,所述推板架包括,推板架框架、推板架延伸连接件和托架;
18.所述推板架延伸连接件安装于所述推板架框架上,所述托架与所述推板架延伸连接件固定连接,所述连接耳铰接于所述推板架延伸连接件上。
19.其中,所述固定拍子包括,固定拍子框架和固定拍子滚轮,所述固定拍子滚轮安装于所述固定拍子框架的前端;所述轨道安装于固定拍子框架的两侧。
20.其中,所述固定机架包括,机架框架和机架轨道;所述机架框架安装于所述机架轨道上,所述机架轨道设置于胶合板热压机的上料侧。
21.本发明首先实现了自动进出板,减少人工成本。通过自动推送装置、废气循环系统和动力系统的协作,使得胶合板热压机在加工过程中溢出的vocs的处理变得可实现、可被胶合板加工企业接受。尤其适合薄板的液压工作,可保证薄板和二聚氰胺纸不被触动破损,提高热压成品率。且一次性完成板坯进入和成品板的推出,提高热压效率,降低能耗,进一步缩减改造成本,更利于微利的胶合板企业接受,使得vocs废气处理在胶合板行业变得可行,极大增强设备实用性。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
23.图1是本发明的用于胶合板热压机的自动推送装置的分解结构示意图;
24.图2是本发明的用于胶合板热压机的自动推送装置其中一种使用状态的结构示意图;
25.图3是本发明的用于胶合板热压机的自动推送装置另一种使用状态的结构示意图;
26.图4为本发明的用于胶合板热压机的自动推送装置部分结构示意图;
27.图5是本发明的用于胶合板热压机的自动推送装置的连杆结构示意图;
28.图6是本发明的用于胶合板热压机的自动推送装置的活动拍子局部结构示意图;
29.图7是本发明的用于胶合板热压机的自动推送装置的活动拍子局部结构示意图;
30.图8为废气循环系统的结构示意图;
31.图9为废气循环系统的结构示意图;
32.图10为管道系统的结构示意图;
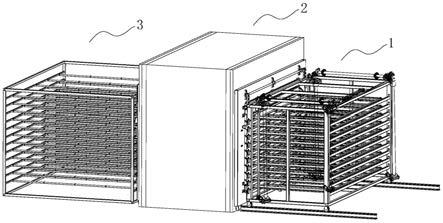
33.图11为本发明结构示意图;
34.图12为动力系统结构示意图;
35.图13为图12的部分结构示意图;
36.图14为图12的局部放大示意图;
37.图15为图12的局部放大示意图。
具体实施方式
38.下面将结合本发明的附图,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.根据图1
‑
15所示,一种胶合板热压机密闭输送系统,包括用于胶合板热压机的自动推送装置1、动力系统10和废气循环系统2。如图8
‑
10所示,废气循环系统包括,前密封门201、后密封门202、侧板203及管道系统204,所述前密封门201、后密封门202和侧板203固定连接形成用于将胶合板热压机密封的罩体,通过前密封门201、后密封门202、侧板203形成的罩体将胶合板热压机罩住后,所述管道系统204设置于罩体内,通过管道系统204将胶合板热压机在热压过程中溢出的vocs气体进行集中吸收处理,防止热压过程产生的vocs气体外溢对工人健康造成影响。
40.所述管道系统204用于将胶合板热压机在热压过程中排出的vocs气体进行收集,防止外溢。可减少70%
‑
90%废气排放量,进而提高了废气中的vocs浓度,大大降低了处理设备的投资和运行费用。包括,主烟道207、排气管208、循环气管209、循环出气装置210和引风机211;
41.所述引风机211通过所述排气管208与所述主烟道207连接,所述引风机211位于胶合板热压机的正上方,引风机211用于将胶合板热压机热压过程中排放的vocs进行吸收。所述循环气管209的一端与所述排气管208连通,另一端与循环出气装置210连接。被引风机211负压吸入的气体一部分进入到主烟道207,被主烟道207收集后处理回收再排放。另一部分通过循环气管209进入到循环出气装置210排出吹向胶合板热压机,利用循环出气装置210排出的气体吹向胶合板热压机,可便于将胶合板热压机表面的残留二聚氰胺纸从胶合板热压机上吹落。所述循环气管209上安装用于控制循环气管209通断的电磁开关212,通过电磁开关212来控制循环气管209的通断,来实现控制循环出气装置210是否出风。
42.为了保证活动拍子可顺利进入到胶合板热压机内,且不会导致胶合板热压机在热压过程中产生的vocs气体外溢发生,在前密封门201和所述后密封门202上均设有密封帘升降气缸205和布质密封帘206;所述密封帘升降气缸205与所述布质密封帘206装配,驱动所述布质密封帘206升降。当热压完成时,胶合板热压机的液压系统下降,所述活动拍子在推板架框架6a的带动下向前密封门201运动时,前密封门201和后密封门202上的密封帘升降气缸205分别驱动各自的布质密封帘206打开,布质密封帘的打开和关闭原理同百叶窗即可。裸露出胶合板热压机的热压层,所述活动拍子在把热压成形的成品板推出并把板坯推入后,所述活动拍子回撤至废气循环系统2外,前密封门201和后密封门202上的密封帘升降气缸205分别驱动各自的布质密封帘206关闭,将胶合板热压机进行密封,胶合板热压机开始进行热压工作,管道系统204进行工作将热压过程溢出的vocs气体进行吸收,防止溢出至废气循环系统2外。
43.进一步的,清扫喷头213设置于所述侧板203上,所述清扫喷头213的喷气口指向胶合板热压机的热压层,可通过清扫喷头来对胶合板热压机的各个热压层热压后的废气三聚氰胺纸从热压层内吹出。
44.在一种可选的实施例中,所述清扫喷头213的数量与胶合板热压机的热压层数对应。
45.在一种可选的实施例中,还包括用于为清扫喷头提供清扫气体的清扫气贮罐4;所述清扫气贮罐4与清扫喷头213相适配。
46.更进一步的,与用于胶合板热压机的废气循环系统2配合使用的用于胶合板热压机的自动推送装置1和用于胶合板热压机的接板系统3具体为:用于胶合板热压机的自动推送装置1设置于胶合板热压机的进料侧,接板系统3设置于胶合板热压机的出料侧,废气循环系统2安装于胶合板热压机外,将胶合板热压机密封;用于胶合板热压机的自动推送装置1用于将板坯推入胶合板热压机内,并将胶合板热压机热压成形的成品推出至接板系统3内。废气循环系统2将胶合板热压机罩住后,使得胶合板热压机在热压过程中溢散的vocs进行回收。废气循环系统2与用于胶合板热压机的自动推送装置1和动力系统进行配合,供推送板系统1将板坯推入胶合板热压机内,并将胶合板热压机热压成形的成品推出至接板系统3内。
47.尤其适合薄板的液压工作,可保证薄板和二聚氰胺纸不被触动破损,提高热压成品率。且一次性完成板坯进入和成品板的推出,提高热压效率,降低能耗,进一步缩减改造成本,更利于微利的胶合板企业接受,使得vocs废气处理在胶合板行业变得可行,极大增强设备实用性。
48.用于胶合板热压机的自动推送装置的动力系统10是用于为自动推送装置提供动力,其包括,一级传动系统101和二级传动系统102;
49.所述一级传动系统101包括,液压油缸1001、传动齿条1002、传动齿轮组1003;所述液压油缸1001优选的利用胶合板热压机的液压系统泄压时的余压作为能量,从而极大地降低了本发明的能耗。所述液压油缸1001的动作端与所述传动齿条1002连接,液压油缸1001的动作端通过液压进行伸缩,从而带动传动齿条1002进行往复运动。所述传动齿条1002与所述传动齿轮组1003适配形成齿轮齿条传动;从而传动齿条1002进行运动时,带动传动齿轮组1003进行转动。
50.所述二级传送系统包括,传动杆1004、传动竖轴1005和动力执行丝杆1006;所述传动杆1004上设有第一齿轮1007,所述第一齿轮1007与所述传动齿轮组1003适配形成直齿圆锥齿轮传动,传动齿轮组1003的转动带动第一齿轮1007转动,从而使得传动杆1004转动;所述传动杆1004的两端设有第二齿轮1008,所述传动竖轴1005的两端设有第三齿轮1009,所述第三齿轮1009与所述第二齿轮1008适配形成直齿圆锥齿轮传动,传动杆1004转动时带动传动竖轴1005转动;所述传动竖轴1005上设有第四齿轮1010,所述动力执行丝杆1006的一端设有第五齿轮1011,所述第五齿轮1011与所述第四齿轮1010相适配形成直齿圆锥齿轮传动,随着传动竖轴1005转动,带动动力执行丝杆1006运动;所述动力执行丝杆1006与推板架框架6通过传动螺母连接,进而实现利用胶合板热压机的液压系统泄压时的余压作为能量为液压油缸1001提供动力,通过一级传动系统101和二级传动系统102的配合传动,使得推板架框架6a沿着动力执行丝杆1006进行着前进或后退动作,进而完成将从而将活动拍子框架送入胶合板热压机内或从胶合板热压机内抽出。
51.在使用中,传统的自动推送装置存只能先将成品推出,然后再进行板坯推入,导致生产效率慢。尤其应用在胶合板热压机的密闭输送系统中,还存在推送不到位的情况发生。本发明的所述用于胶合板热压机的自动推送装置包括,固定机架、固定拍子、推板架和活动拍子;
52.所述活动拍子组装于所述推板架上,所述推板架设置于所述固定机架内,所述固定拍子固定安装于所述固定机架上;
53.还包括,延伸倍速装置;所述延伸倍速装置包括轨道1a及连杆2a;
54.所述轨道1a安装于固定拍子上,所述连杆2a设有连接耳201a,所述连杆2a通过所述连接耳201a与所述推板架连接;所述连杆2a的另一端安装滑块202a,所述滑块202a与所述轨道1a相适配,所述滑块202a安装于所述轨道1a上;所述连杆2a的另一端设有滑轮203a,所述活动拍子开设滑槽301a,所述滑轮203a与所述滑槽301a相适配,所述滑轮203a安装于滑槽301a内。
55.所述活动拍子包括:活动拍子框架3a,推板杆4a和多功能件5a;
56.所述推板杆4a铰接于所述活动拍子框架3a的前端,所述推板杆4a可绕铰接点进行转动,在推板过程中,推板杆4a在自身重力的作用下使其贴合胶合板热压机的各层平面,便于将不同薄厚的成品从胶合板热压机各层平面内推出。所述多功能件5a的一端铰接于活动拍子框架3a的前端,优选的可与推板杆4a同轴的铰接于活动拍子框架3a的前端。所述多功能件5a的另一端设有第一滚轮501a,所述多功能件5a的件身上设有第二滚轮502a;在活动拍子前进推板时,多功能件5a可绕铰接点进行转动,从而收纳,不影响推板杆4a的转动。如
图6
‑
7所示,图6显示出活动拍子向胶合板热压机内移动时多功能件5a的位置状态;图7显示出活动拍子从胶合板热压机回撤时多功能件5a的位置状态。当活动拍子由胶合板热压机内回撤时,多功能件5a反向转动,从而使得多功能件5a的第二滚轮502a将推板杆4a抬升,第一滚轮501a与胶合板热压机各层平面为滚动摩擦,便于活动拍子回撤,且抬高了推板杆4a,使得在活动拍子回撤时候不会将位于薄板上的二聚氰胺纸损坏或将板坯拉出至胶合板热压机外。
57.所述推板杆4a的前端设有推板块401a,推板块401a的前端面呈内凹弧形,便于将不同厚度的成品从胶合板热压机内推出。
58.所述推板架包括,推板架框架6a、推板架延伸连接件7a和托架8a;
59.所述推板架延伸连接件7a安装于所述推板架框架6a上,所述托架8a与所述推板架延伸连接件7a固定连接,所述连接耳201a铰接于所述推板架延伸连接件7a上,使得连杆2a可以连接耳201a的铰接点为轴心进行转动。
60.所述固定拍子包括,固定拍子框架9a和固定拍子滚轮10a,所述固定拍子滚轮10a安装于所述固定拍子框架9a的前端;所述轨道1a安装于固定拍子框架9a的两侧。
61.所述固定机架包括,机架框架11a和机架轨道12a;所述机架框架11a安装于所述机架轨道12a上,可在机架轨道12a上沿机架轨道12a进行移动。所述机架轨道12a设置于胶合板热压机的上料侧。
62.在使用时候先将机架轨道12a铺设在胶合板热压机的上料侧,将机架框架11a安装在机架轨道12a上,调整机架框架11a的位置,使其与胶合板热压机的位置相对应。当需要维修时,将机架框架11a进行外拉,远离胶合板热压机,从而便于维修维护。然后将固定拍子、推板架、活动拍子全部组装完成。
63.推杆架框架6a在机架框架11a内进行移动,推杆架框架6a带动活动拍子框架3a进行运动,连杆2a的一端通过滑块202a在轨道1a上沿着轨道1a进行运动。轨道1a呈l形状。连杆2a的另一端通过滑轮203a安装在滑槽301a内。从而当推杆架框架6a移动时,连杆2a会以连接耳201a的铰接点为轴心进行转动,从而与活动拍子框架连接的一端推动活动拍子框架加速推出或加速收回,从而使得更易将成品板推出且将板坯推送到位。并且更易进入突破胶合板热压机的密闭输送系统的百叶窗式密封门,进入到胶合板热压机的内部。本发明的用于胶合板热压机的自动推送装置可自动对胶合板热压机进行推送板工作,并可以实现同时将成品推出并将板坯推入,极大的提高了工作效率。并且通过延伸倍速装置的使用,加速推出或加速收回,从而使得更易将成品板推出且将板坯推送到位。
64.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1