一种板材封边系统的制作方法
1.本实用新型涉及板材封边技术领域,尤其涉及一种板材封边系统。
背景技术:
2.木质家具的板材断面多设有封边带,以对板材的断面进行固封,避免水分等对板材的破坏,也能阻止板材内部的甲醛挥发,同时达到装饰美观的效果。
3.现有的封边装置主要包括传送辊台和封边机构,封边机构会沿着传送辊台对称地设置于传送辊台的两侧,从而封边机构可以对在传送辊台上的板材的两侧边进行封边。但是,封边机构是固定安装于传送辊台的两侧,两边的封边机构之间的距离是固定的,并且封边机构重量大,难移动调节。而且,两个封边机构的距离固定,导致所述封边装置也只能加工同一尺寸大小的板材,从而使得封边装置的适用范围变小。
技术实现要素:
4.针对背景技术提出的问题,本实用新型的目的在于提出一种板材封边系统,解决了板材系统适用范围小的问题。
5.为达此目的,本实用新型采用以下技术方案:
6.一种板材封边系统,包括第一封边装置、转运装置和第二封边装置;所述第一封边装置包括第一辊台、第一封边机构和第一修边机构;所述转运装置包括转运辊台和转运机构;所述第二封边装置包括第二辊台、第二封边机构和第二修边机构;所述第一辊台设有第一封边槽;待封边的板材的左侧卡装于所述第一封边槽,且所述第一辊台将所述板材从前往后地传送至所述转运辊台的左侧;所述第一封边机构用于将位于所述第一封边槽的板材的左侧边进行封边;所述第一修边机构用于将所述板材的已完成封边的左侧边进行修边;所述转运辊台的右侧设有定位槽;所述转运机构用于将所述板材的右侧边卡装于所述定位槽;所述转运辊台用于将所述板材传送至所述第二辊台;所述第二辊台设有第二封边槽,所述第二封边槽与所述定位槽前后对齐设置;所述第二辊台将所述板材从前往后地传送至下一加工工序;所述第二封边机构用于将位于所述第二封边槽的所述板材的右侧边进行封边;所述第二修边机构用于将所述板材的已完成封边的右侧边进行修边。
7.优选地,所述转运机构包括转运座和升降驱动件;所述升降驱动件的安装端安装于地面,所述升降驱动件的驱动端竖直向上设置;所述转运座安装于所述升降驱动件的驱动端,使得所述升降驱动件可驱动所述转运座沿竖直方向上移动;所述转运座包括若干个转运皮带,若干个所述转运皮带与所述转运辊台的转运辊间隔均匀地排列设置;所述转运皮带用于将皮带从左到右地移动,使得所述板材的右侧边卡装于所述定位槽。
8.优选地,所述转运辊台的前侧设有传感器,所述传感器分别与所述转运皮带和所述升降驱动件电性连接。
9.优选地,所述第一修边机构和所述第二修边机构均包括放料组件、压紧组件和涂胶件;所述涂胶件位于所述压紧组件的前方;所述放料组件用于将封边带导送至板材待封
边的侧边;所述压紧组件用于将封边带压紧贴合于板材的侧边;所述涂胶件将胶水涂设于板材的侧边。
10.优选地,所述放料组件包括放料转盘、送带导板、校正组件和压紧模组件;所述送带导板的一侧设有导向板;所述校正组件安装于所述送带导板,且所述校正组件于所述导向板之间围城导向槽;所述导向槽与所述压紧组件连通;
11.所述放料转盘将封边带导送至所述导向槽;所述压紧模组件用于将封边带在所述导向槽内压紧传送。
12.优选地,所述送带导板还设有若干个导送柱。
13.优选地,所述压紧组件包括若干个压紧辊和滚动驱动件;若干个压紧辊沿着前后方向竖直地排列设置;若干个所述压紧辊包括至少一个主动辊和若干个从动辊;所述主动辊竖直连接于所述滚动驱动件的驱动端,使得所述主动辊可绕其自身的中心轴线转动;所述主动辊的转动可带动若干个所述从动辊转动。
14.优选地,所述第一修边装置和所述第二修边装置分别设有切断组件和修边组件;所述切断组件用于切断封边带;所述修边组件用于修整切断后位于板材上的封边带。
15.优选地,所述第一辊台的顶部和所述第二辊台的顶部分别设有压辊机构;所述压辊机构包括升降件、安装板和若干个压辊件;所述升降件分别安装于所述第一辊台的顶部和所述第二辊台的顶部;所述升降件的驱动端竖直向下设置;所述安装板与所述升降件的驱动端传动连接,使得所述升降件可驱动所述安装板在竖直方向升降;若干个所述压辊件安装于所述安装板的底部。
16.与现有技术相比,所述技术方案中的一个技术方案具有以下有益效果:
17.本技术先通过所述第一封边装置对板材的左侧边进行封边、修边,然后通过所述转运装置的转运,使得所述第二封边装置可对所述右侧边进行封边和封边,从而使得本技术的封边系统在所述转运装置的调节转运下,可以对不同大小的板材进行封边和修边,增大封边系统的适用范围。
附图说明
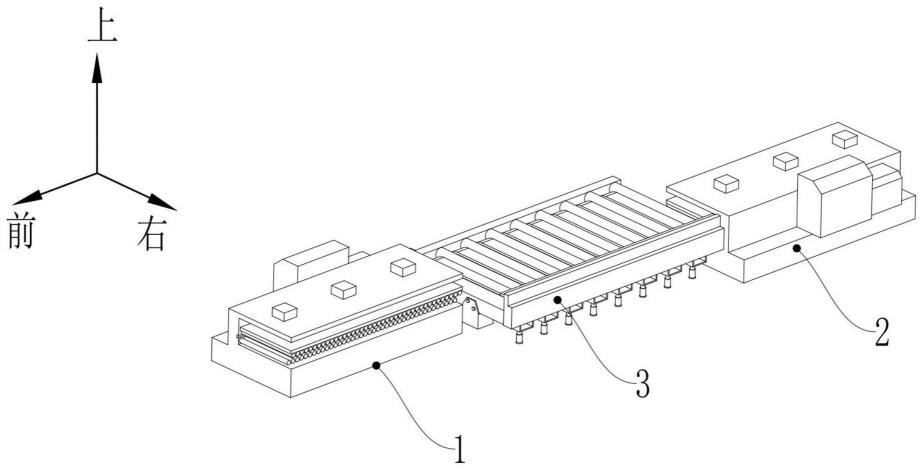
18.图1是本实用新型一个实施例的板材封边系统的结构示意图;
19.图2是本实用新型一个实施例的第一封边装置的结构示意图;
20.图3是本实用新型一个实施例的第二封边装置的结构示意图;
21.图4是本实用新型一个实施例的转运装置的爆炸示意图;
22.图5是本实用新型一个实施例的放料组件、压紧组件和涂胶件连接的示意图;
23.图6是本实用新型一个实施例的放料组件、压紧组件和涂胶件连接的另一视角示意图。
具体实施方式
24.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
25.此外,术语“第一”、“第二”和“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”和“第三”的特征可以明示或者隐含地包括一个或者更多个该特征。
26.本技术中优选的一个实施例,如图1至图6所示,一种板材封边系统,包括第一封边装置1、转运装置3和第二封边装置2;所述第一封边装置1包括第一辊台11、第一封边机构和第一修边机构12;所述转运装置3包括转运辊台31 和转运机构;所述第二封边装置2包括第二辊台21、第二封边机构22和第二修边机构23;所述第一辊台11设有第一封边槽10;待封边的板材的左侧卡装于所述第一封边槽10,且所述第一辊台11将所述板材从前往后地传送至所述转运辊台31的左侧;所述第一封边机构用于将位于所述第一封边槽10的板材的左侧边进行封边;所述第一修边机构12用于将所述板材的已完成封边的左侧边进行修边;所述转运辊台31的右侧设有定位槽310;所述转运机构用于将所述板材的右侧边卡装于所述定位槽310;所述转运辊台31用于将所述板材传送至所述第二辊台21;所述第二辊台21设有第二封边槽20,所述第二封边槽20与所述定位槽310前后对齐设置;所述第二辊台21将所述板材从前往后地传送至下一加工工序;所述第二封边机构22用于将位于所述第二封边槽20的所述板材的右侧边进行封边;所述第二修边机构23用于将所述板材的已完成封边的右侧边进行修边。
27.在本实施例中,所述第一辊台11、所述第二辊台21和所述转运辊台31的传送方向均是从前往后,所述转运皮带323的传送方向是从左到右。具体地,待封边的板材通过机器或者人力放置于所述第一辊台11上传送,且待封边的板材的左侧边卡装于所述第一封边槽10内。板材在所述第一辊台11的传送下,板材的左侧边依次经过所述第一封边机构和所述第一修边机构12,所述第一封边机构会对板材的左侧边进行封边,即将封边带紧密地贴合于所述板材的左侧边。所述板材的左侧边完成封边后,再由所述第一修边机构12对板材的左侧边进行修边,使得封边带整齐地贴合于所述板材的左侧边。板材在完成修边后,在所述第一辊台11的导送下,传送至所述转运辊台31的左侧。整个板材位于所述转运辊台31后,所述转运机构将板材从左往右移动,使得所述板材的右侧边卡装于所述定位槽310。待所述板材的右侧边位于所述定位槽310后,所述转运辊台31再将板材传送至所述第二辊台21。因为所述定位槽310与所述第二封边槽20对齐设置,所以板材进入至所述第二辊台21后,所述板材的右侧边位于所述第二封边槽20,所述板材在第二辊台21的传送下,依次经过所述第二封边机构22和所述第二修边机构23,所述第二封边机构22将封边带紧密地贴合与板材的右侧边,所述第二修边机构23用于修正板材右侧的封边带,使得封边带整齐地贴合于所述板材的右侧边。板材的右侧边修边完成后,在所述第二辊台21传送至下一加工工序。因此,本技术先通过所述第一封边装置1对板材的左侧边进行封边、修边,然后通过所述转运装置3的转运,使得所述第二封边装置2可对所述板材的右侧边进行封边和封边,从而使得本技术的封边系统在所述转运装置3的调节转运下,可以对不同大小的板材进行封边和修边,增大封边系统的适用范围。
28.进一步地,所述转运机构包括转运座321和升降驱动件322;所述升降驱动件322的安装端安装于地面,所述升降驱动件322的驱动端竖直向上设置;所述转运座321安装于所述升降驱动件322的驱动端,使得所述升降驱动件322 可驱动所述转运座321沿竖直方向上移动;所述转运座321包括若干个转运皮带323,若干个所述转运皮带323与所述转运辊台31
的转运辊间隔均匀地排列设置;所述转运皮带323用于将皮带从左到右地移动,使得所述板材的右侧边卡装于所述定位槽310。
29.更进一步地,所述转运辊台31的前侧设有传感器33,所述传感器33分别与所述转运皮带323和所述升降驱动件322电性连接。
30.在本实施例中,所述升降驱动件322为液压油缸,而所述传感器33为市场上购买的功能性元器件。具体地,当所述板材从所述第一辊台11传送至所述转运辊台31时,所述传感器33会检测所述板材进入所述转运辊台31,当所述传感器33检测到所述板材完全进入至所述转运辊台31后,所述传感器33会将信号传送至所述升降驱动件322,所述升降驱动件322收到信号后,所述升降驱动件322的驱动端驱动所述转运座321向上升,使得所述转运皮带323的传送面高于转运辊台31的顶面,此时板材位于所述转运皮带323的传送面上,并不能在所述转运辊台31的传送下,从前往后地移动。当所述转运皮带323的传送面高于所述转运辊台31的传送面后,所述转运皮带323将所述板材从左往后地移动,使得板材的右侧边位于所述定位槽310。待板材的右侧边位于所述定位槽310后,所述升降驱动件322下降复位,使得所述转运皮带323的传送面低于所述转运辊台31的传送面,从而所述板材可在所述转运辊台31的传送下进入所述第二辊台21中。因此,本技术可通过所述升降驱动件322和所述转运座321 的转运调节下,确保不同大小的板材的右侧边都能进入第二封边槽20内,从而增大本技术的封边系统的适用范围。更优地,在所述转运辊台31前侧设置传感器33,通过所述传感器33精准检测板材,待板材完全进入转运辊台31后,再将板材转运至转运辊台31的右侧,避免板材再转运皮带323上悬空转运,从而确保转运皮带323精准转运。
31.进一步地,所述第一修边机构12和所述第二修边机构23均包括放料组件 41、压紧组件42和涂胶件43;所述涂胶件43位于所述压紧组件42的前方;所述放料组件41用于将封边带导送至板材待封边的侧边;所述压紧组件42用于将封边带压紧贴合于板材的侧边;所述涂胶件43将胶水涂设于板材的侧边。
32.所述涂胶件43将胶水涂设于板材待封边的侧边上,然后所述放料组件41 将封边皮带传送至所述板材待封边的侧边上,最后通过所述压紧组件42将封边带压合于板材的待封边的侧边,并且再加上胶水的作用下,使得封边带紧密地贴于所述板材的侧边。在本实施例中,所述涂胶件43为市场上购买的功能性元器件。
33.具体地,所述放料组件41包括放料转盘411、送带导板412、校正组件413 和压紧模组件414;所述送带导板412的一侧设有导向板;所述校正组件413安装于所述送带导板412,且所述校正组件413于所述导向板之间围城导向槽415;所述导向槽415与所述压紧组件42连通;所述放料转盘411将封边带导送至所述导向槽415;所述压紧模组件414用于将封边带在所述导向槽415内压紧传送。在本实施例中,封边带的卷筒放置于所述放料转盘411上,所述放料转盘411 通过转动,将封边带传送至所述导向槽415内,而所述校正组件413用于校正所述封边带的传送方向,保证封边带能够精准地进入至所述压紧组件42与板材待封边的侧边之间,然后通过所述压紧组件42将所述封边带压紧于板材待封边的侧边上。而设置所述压紧模件的目的在于所述封边带从放料转盘411到板材的侧边的传送过程中,保证所述封边带始终能够保持张紧,避免封边带折叠,从而确保封边效果。
34.更优地,所述送带导板412还设有若干个导送柱416。所述导送柱416通过转动,将封边带导送至上述导向槽415,保证所述封边带的传送过程。
35.具体地,所述压紧组件42包括若干个压紧辊和滚动驱动件;若干个压紧辊沿着前后方向竖直地排列设置;若干个所述压紧辊包括至少一个主动辊421和若干个从动辊422;所述主动辊421竖直连接于所述滚动驱动件的驱动端,使得所述主动辊421可绕其自身的中心轴线转动;所述主动辊421的转动可带动若干个所述从动辊422转动。在本实施例中,所述滚动驱动件为驱动电机,所述驱动电机的驱动端与所述主动辊421传动连接,使得所述主动辊421可转动。而所述主动辊421与若干个所述从动辊422也传动连,使得所述从动辊422也可转动。因此,当封边带导送至板材的侧边与若干个压紧辊之间后,若干个所述压紧辊通过转动将封边压紧于所述板材的侧边上,从而使得封边带紧密地贴合于板材。
36.进一步地,所述第一修边装置和所述第二修边装置分别设有切断组件和修边组件;所述切断组件用于切断封边带;所述修边组件用于修整切断后位于板材上的封边带。当板材整个侧边完成封边后,所述板材在辊台的传送下,经过所述切断组件,而所述切断组件会切除板材前后两端多余的封边带。在切除多余的封边带后,所述板材再通过所述辊台的传送下,经过修边组件,通过所述修边组件修整位于板材侧边上的封边带,使得封边带整齐地贴合于板材的侧边,从而确保板材的封边效果。在本实施例中,所述切断组件和所述修边组件均为市场上购买的功能性元器件。
37.更优地,所述第一辊台11的顶部和所述第二辊台21的顶部分别设有压辊机构;所述压辊机构包括升降件51、安装板52和若干个压辊件53;所述升降件51分别安装于所述第一辊台11的顶部和所述第二辊台21的顶部;所述升降件51的驱动端竖直向下设置;所述安装板52与所述升降件51的驱动端传动连接,使得所述升降件51可驱动所述安装板52在竖直方向升降;若干个所述压辊件53安装于所述安装板52的底部。在实际应用过程中,板材在所述第一辊台11和所述第二辊台21上传送过程中,由于传送辊棒之间的凹凸不平,会使得板材在传送中走位,导致板材的侧边与封边不对齐,从而影响了封边效果。因此,在本实施例,所述第一辊台11和所述第二辊台21分别设置了压辊机构,板材在进入所述第一辊台11或第二辊台21后,所述升降件51会驱动所述安装板52向下移动,使得若干个所述压辊件53压紧于板材的顶面,从而使得板材被夹紧于辊台上,从而可以避免板材走位,保证封边效果。
38.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1