一种拖把用布头的成型裁断机的制作方法
1.本申请涉及拖把配件制造的领域,尤其是涉及一种拖把用布头的成型裁断机。
背景技术:
2.目前拖把,又称墩布,指擦洗地面的长柄清洁工具,亦泛指长柄清洁工具。一般拖把都包括拖把柄、用于拖地的布头、以及安装布头的安装头,安装头安装在拖把柄安装在拖把柄上。
3.相关技术中的布头如图1所示,由牛津布料折叠两次形成三层的结构,布头的两端呈弧形并闭合设置。
4.针对上述中的相关技术,发明人认为由于该种布头需要折叠后再闭合两端并裁断,如果采用人工结合半自动机械辅助,制作工艺较为繁琐,不利于大批量生产。
技术实现要素:
5.为了改善相关技术中的布头不利于大批量生产的问题,本申请提供一种拖把用布头的成型裁断机。
6.本申请提供的一种拖把用布头的成型裁断机采用如下的技术方案:一种拖把用布头的成型裁断机,包括机座以及安装于机座上且依次设置的放料机构、折叠机构、定型机构、驱动机构和热压裁断机构;所述放料机构放卷布料,所述驱动机构牵引布料,所述折叠机构将布料折成三叠,所述定型机构定型折叠的布料,所述热压裁断机构裁剪出布头并同时热压封合布头两端。
7.通过采用上述技术方案,成卷的布料自放料机构处放卷,并经过折叠机构折成三叠,经过定型机构定型后被牵引至驱动机构夹持,随着驱动机构驱动的主动牵引,折叠好的布料被不断牵引至热压裁断机构处进行裁剪布头并热封布头两端的操作。具有实现拖把用布头全自动化生产,从而便于该拖把用布头实现大批量生产的效果。
8.可选的,所述折叠机构包括拉筒,所述拉筒安装于机座上,所述拉筒朝向放料机构的一端设置有弧形孔,所述拉筒朝向定型机构的一端设置有折叠布料的折叠孔,所述弧形孔与折叠孔连通设置。
9.通过采用上述技术方案,布料通过弧形孔穿入拉筒内,随着拉筒内壁的导向,布料自折叠孔穿出时,被卷曲形成三层折叠的结构。
10.可选的,所述定型机构包括支撑组件、热定型组件和冷定型组件,所述支撑组件安装于机座上,所述驱动热定型组件和冷定型组件安装于支撑组件上,且所述热定型组件靠近折叠机构设置,所述冷定型组件靠近驱动机构设置。
11.通过采用上述技术方案,支撑组件用于支撑热定型组件和冷定型组件,热定型组件用于加热定型刚折叠好的布料;由于布料是被牵引传送的,冷定型组件用于冷却被加热定型的布料,减少布料被延展的情况发生。
12.可选的,所述支撑组件包括安装板和支撑所述安装板的若干安装柱,所述安装柱
安装于机座上;所述热定型组件包括第一驱动源和热压板,所述第一驱动源安装于安装板上,所述热压板安装于第一驱动源上且热压折叠的布料;所述冷定型组件包括第二驱动源和冷压板,所述第二驱动源安装于安装板上,所述冷压板安装于第二驱动源上且冷却折叠的布料。
13.通过采用上述技术方案,安装柱用于支撑安装板,使得安装板与机座之间留有便于热压板和冷压板升降的空间,第一驱动源可以驱动热压板朝向机座一侧热压刚折叠好的布料,第二驱动源可以冷却被加热定型的布料,减少布料被延展的情况发生。
14.可选的,驱动机构包括滚动组件,滚动组件包括与机座转动连接的第一滚轴和与第一滚轴从动转动的第二滚轴,第一滚轴和第二滚轴平行设置且反向转动,折叠的布料穿设于第一滚轴与第二滚轴之间。
15.通过采用上述技术方案,第一滚轴和第二滚轴配合夹持被定型的布料,第一滚轴和第二滚轴同时朝向布料一侧转动可以将布料朝向热压裁断机构处传送。
16.可选的,所述驱动机构还包括位于滚动组件两端的调节组件,所述调节组件包括滑移座、调节螺栓、滑移块和连接弹簧,所述滑移座一端与机座连接,另一端穿设所述调节螺栓;所述滑移座上开设有滑移孔,所述调节螺栓与滑移座螺纹连接并伸入滑移孔内;所述滑移块位于滑移孔内并与滑移座滑移连接;所述第二滚轴的一端与滑移块转动连接,所述滑移座远离机座的一端与滑移块之间安装连接弹簧。
17.通过采用上述技术方案,滑移块通过连接弹簧被固定于滑移座上,调节螺栓朝向机座一侧位移并抵接滑移块,使得滑移块在滑移孔的导向下朝向靠近机座的一侧位移,从而使得第一滚轴朝向第二滚轴处位移,调节第一滚轴与第二滚轴之间的距离,便于夹持和传送不同厚度的布料。
18.可选的,所述热压裁断机构包括刀模组件和热压组件,所述热压组件嵌置于机座内,所述刀模组件包括支撑座、第三驱动源和成型刀模,所述支撑座安装于机座上,所述第三驱动源安装于支撑座上,所述成型刀模安装于第三驱动源上并朝向热压组件一侧定时按压设置。
19.通过采用上述技术方案,热压组件与刀模组件配合,在裁断布料的同时可以热封合被裁断的布头的端部。
20.可选的,所述机座上设置有出料斜面,所述热压组件包括嵌置于机座内的超声波加热盒,且所述超声波加热盒的一侧与出料斜面共面;所述成型刀模位于超声波加热盒上方。
21.通过采用上述技术方案,被裁断的布头可以在出料斜面的导向下下滑出料,且后续被牵引至超声波加热盒处的布料也可以辅助推动被裁断的布头出料,便于被折叠的布料可以被连续热压裁断。
22.可选的,所述定型机构和驱动机构之间设置有冷却机构,所述冷却机构冷却布料设置。
23.通过采用上述技术方案,冷却机构用于二次冷却被热压过的布料,减少布料在被牵引传送时被拉伸延展的情况发生。
24.可选的,所述冷却机构包括冷却组件和辅助出料组件,所述冷却组件包括干冰收集箱、冷却管道和冷却板,所述辅助出料组件包括支撑架和冷却风扇;所述干冰收集箱安装
于机座上,所述干冰收集箱内盛装有干冰,冷却板内部中空;所述冷却管道一端与干冰收集箱连通,另一端与冷却板连通,所述冷却管道穿设于冷压板内;所述支撑架安装于机座上,所述冷却风扇安装于支撑架上并朝向成型刀模一侧倾斜;所述冷却板安装于冷却风扇的出风口一侧,所述冷却板上开设有贯穿冷却板的冷却孔,所述冷却孔与冷却板内部不连通设置;所述冷却板上还设有出气孔,所述出气孔与冷却板内部连通设置。
25.通过采用上述技术方案,干冰在干冰收集箱内升华形成二氧化碳,冷却的二氧化碳通过冷却管道流经冷压板和冷却板,为冷压板和冷却板降温,第二驱动源驱动冷压板下压时可以第一次冷却被热压成型的布料。冷却风扇通过冷却孔穿过冷却板并吹向布料时,可以二次冷却被热压成型的布料,减少布料被拉伸延展的情况发生。流入冷却板内的二氧化碳最终可以通过出气孔排出。冷却风扇朝向布料一侧倾斜,可以辅助吹料,便于被成型刀模裁出的布头可以尽快的离开超声波加热盒处,便于成型布头的生产线可以顺利进行。
26.综上所述,本申请包括以下至少一种有益技术效果:1.通过机座、放料机构、折叠机构、定型机构、驱动机构和热压裁断机构的设置,能够起到实现拖把用布头全自动化生产,从而便于该拖把用布头实现大批量生产的效果;2.通过热定型组件和冷定型组件的设置,能够起到热压定型刚折叠好的布料以及冷却定型被加热的布料,从而便于提升布头的成型质量的效果;3.通过冷却机构的设置,能够起到通过一套机构为布料提供两次冷却,提升布料的成型质量,且便于辅助成型的布头出料的效果。
附图说明
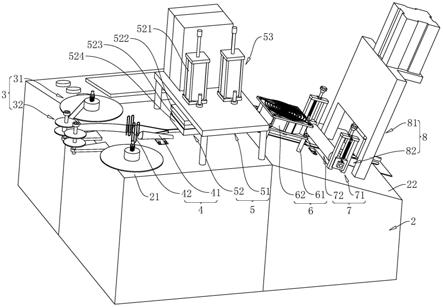
27.图1是相关技术的布头的整体结构示意图.图2是本申请实施例1的成型裁断机的整体结构示意图。
28.图3是本申请实施例1的成型裁断机另一方向的整体结构示意图。
29.图4是本申请实施例1的放卷组件的整体结构示意图。
30.图5是本申请实施例1的拉筒的整体结构示意图。
31.图6是本申请实施例1的拉筒另一方向的整体结构示意图。
32.图7是本申请实施例1的驱动机构的整体结构示意图。
33.图8是本申请实施例1的刀模组件的整体结构示意图。
34.图9是本申请实施例2的成型裁断机的整体结构示意图。
35.图10是本申请实施例2的冷却机构的整体结构示意图。
36.附图标记说明:1、布头;2、机座;21、工作平面;22、出料斜面;3、放料机构;31、放卷组件;311、放卷盘;312、转轴;313、锁紧螺母;314、防脱弹簧;32、张紧组件;321、转向轴;322、限位轮;33、防脱件;4、折叠机构;41、拉筒;411、弧形孔;412、折叠孔;42、导向弹簧;5、定型机构;51、支撑组件;511、安装柱;512、安装板;52、热定型组件;521、第一气缸;522、第一安装座板;523、第一隔温板;524、热压板;53、冷定型组件;531、第二气缸;532、第二安装座板;533、第二隔温板;534、冷压板;6、冷却机构;61、支撑柱;611、辅吹风扇;62、冷却组件;621、干冰收集箱;622、冷却管道;623、冷却板;624、出气孔;63、辅助出料组件;631、支撑架;632、冷却风扇;7、驱动机构;71、调节组件;711、滑移座;712、滑移孔;713、连接弹簧;714、滑移块;715、调节螺栓;72、滚动组件;721、第一滚轴;722、第二滚轴;723、电机;8、热压裁断机
构;81、刀模组件;811、支撑座;812、第三气缸;813、成型刀模;814、第一弧形刀;815、第二弧形刀;82、热压组件;821、超声波加热盒。
具体实施方式
37.以下结合附图1
‑
9对本申请作进一步详细说明。
38.相关技术中的布头1如图1所示,由牛津布料折叠两次形成三层的结构,布头1的两端呈弧形并闭合设置。
39.实施例1本申请实施例公开一种拖把用布头的成型裁断机。参照图2和图3,一种拖把用布头的成型裁断机包括机座2以及安装于机座2上且依次设置的放料机构3、折叠机构4、定型机构5、冷却机构6、驱动机构7和热压裁断机构8。机座2位于地面,机座2内部可以安装用于整个机器运行的电路结构,便于节约机器的占地空间。放料机构3放卷布料,驱动机构7牵引布料使得布料依次穿过折叠机构4、定型机构5、冷却机构6,布料在折叠机构4处折叠成三层的结构,在定型机构5处被定型,在冷却机构6处被冷却,最后在驱动机构7的牵引传送下进入热压裁断机构8内裁剪出布头1并同时热压封合布头1两端。
40.参照图2和图3,放料机构3包括至少一组放卷组件31和张紧组件32,本实施例中设置两组对称设置的放卷组件31和张紧组件32,可以同时对两组布料进行成型生产操作。
41.参照图3和图4,放卷组件31包括放卷盘311、转轴312和防脱件33,转轴312竖直设置并安装于机座2上,放卷盘311和防脱件33安装于转轴312上,成卷的布料套设于转轴312上并位于放卷盘311与防脱件33之间。转轴312远离放卷盘311的一端侧壁可以开设有外螺纹,防脱件33可以采用锁紧螺母313和防脱弹簧314,锁紧螺母313与转轴312螺纹连接,防脱弹簧314套设在转轴312上并位于成卷的布料与锁紧螺母313之间,锁紧螺母313朝向成卷的布料一侧锁紧时,可以压缩防脱弹簧314。由于成卷的布料在放卷时需要不停的转动,防脱弹簧314可以为成卷的布料提供转动空间,且较少出现锁紧螺母313被成卷的布料的转动而带动转动的情况,起到锁紧和防脱的作用。
42.参照图3,张紧组件32包括转向轴321和位于转向轴321两端的限位轮322,转向轴321的一端固定于机座2上,放卷的布料绕于转向轴321上并位于限位轮322之间,也便于布料的张紧,也便于布料变向传送。
43.参照图2,折叠机构4的数量与出料组件的数量对应,折叠机构4包括拉筒41以及安装于拉筒41上的导向弹簧42,拉筒41通过螺栓安装于机座2上且位于张紧组件32与定型机构5之间,导向弹簧42位于拉筒41朝向转向轴321的一侧,且导向弹簧42呈连续的u形结构,经转向轴321转向的布料经由导向弹簧42导向以及缓冲后,进入拉筒41内。
44.参照图5和图6,拉筒41朝向导向弹簧42的一端设置有弧形孔411,拉筒41远离的导向弹簧42一端设置有折叠布料的折叠孔412,且拉筒41是自弧形孔411侧逐渐卷曲出折叠孔412的形状,弧形孔411与折叠孔412连通设置。布料从弧形孔411处穿入拉筒41内,在拉筒41侧壁的导向下逐渐卷曲成折叠孔412的形状,进而使得布料折成三层。
45.参照图2和图3,定型机构5包括支撑组件51、热定型组件52和冷定型组件53,支撑组件51安装于机座2上,驱动热定型组件52和冷定型组件53安装于支撑组件51上,且热定型组件52靠近折叠机构4设置,冷定型组件53靠近驱动机构7设置。支撑组件51包括支撑于机
座2上方的安装柱511以及安装于安装柱511远离机座2一侧的安装板512。热定型组件52包括第一驱动源和热压板524,第一驱动源采用第一气缸521,第一气缸521安装于安装板512上,且第一气缸521的活塞杆穿过安装板512并朝向机座2工作平面21设置。第一气缸521的活塞杆上依次连接有第一安装座板522和第一隔温板523,第一隔温板523远离第一安装座板522的一侧连接热压板524,热压板524可以通过通入电加热丝加热。折叠好的布料位于机座2的工作平面21上且位于热压板524下方,热压板524压向机座2时,可以定型在机座2工作平面21传送的被折叠的布料。热压板524的加热温度在150℃左右较佳。
46.参照图2和图3,冷定型组件53包括第二驱动源和冷压板534,第二驱动源采用第二气缸531,第二气缸531安装于安装板512上,且位于第一气缸521远离折叠机构4的一侧。第二气缸531的活塞杆穿过安装板512并朝向机座2工作平面21设置。第二气缸531的活塞杆上依次连接有第二安装座板532和第二隔温板533,第二隔温板533远离第二安装座板532的一侧连接冷压板534,冷压板534可以通过通入冷却水的方式降温。热定型过的布料位于机座2的工作平面21上且位于冷压板534下方,冷压板534压向机座2时,可以给被热压过的布料降温,减少布料在加热后由于被牵引而拉伸延展的情况发生。
47.参照图2和图3,机座2靠近热压裁断机构8处设置有出料斜面22,出料斜面22与机座2的工作平面21相接。本实施例中的冷却机构6可以采用支撑柱61和辅吹风扇611,支撑柱61支撑在机座2的出料斜面22上,辅吹风扇611架设在支撑柱61远离出料斜面22的一侧。经过冷压板534冷却的布料位于机座2的出料斜面22上并位于辅吹风扇611的下方,通过风冷的方式再次加速布料的降温。
48.参照图2和图7,驱动机构7包括两组平行的调节组件71和位于调节组件71之间的滚动组件72,调节组件71包括滑移座711、连接弹簧713、滑移块714和调节螺栓715,滑移座711垂直出料斜面22并安装于机座2上,滑移座711相背离的一侧设置连接弹簧713,且连接弹簧713的一端与滑移座711远离出料斜面22的一侧连接,另一端连接滑移块714,滑移座711上贯穿滑移座711的厚度方向开设有滑移孔712,滑移块714位于滑移孔712内并与滑移座711滑移连接。滑移座711远离机座2的一端穿设调节螺栓715,调节螺栓715与滑移座711螺纹连接并伸入滑移孔712内抵接滑移块714。通过控制调节螺栓715伸入滑移孔712内的长度从而调节滑移块714至机座2的距离。
49.参照图2和图7,滚动组件72包括平行设置的第一滚轴721和第二滚轴722,第一滚轴721嵌置于机座2内,且第一滚轴721的一端与机座2转动连接,另一端连接有电机723,电机723安装于机座2内。第二滚轴722位于两个滑移块714之间并于滑移块714转动连接。折叠的布料穿设于第一滚轴721与第二滚轴722之间,且第二滚轴722将折叠的布料抵接在第一滚轴721上。在电机723的驱动下,第一滚轴721朝向布料一侧转动并带动布料朝向热压裁断机构8处传送。布料传送的过程中,第二滚轴722与第一滚轴721从动转动,且第二滚轴722也朝向布料一侧转动。为便于布料定向送入第一滚轴721与第二滚轴722之间,机座2上位于定型机构5、驱动机构7之间设置有导向筒,导向筒沿布料的传送方向延伸设置,布料穿过导向筒进入第一滚轴721与第二滚轴722之间。
50.参照图2和图3,热压裁断机构8包括刀模组件81和热压组件82,刀模组件81包括支撑座811、第三驱动源和成型刀模813,支撑座811安装于机座2上,第三驱动源采用第三气缸812,第三气缸812安装于支撑座811远离滑移座711的一侧,第三气缸812的活塞杆朝向出料
斜面22的一侧设置。
51.参照图3和图8,第三气缸812的活塞杆上连接有若干相连的安装块,安装块用于延长第三气缸812的伸缩行程。远离第三气缸812的安装块与成型刀模813通过螺栓可拆卸连接,便于更换成型刀模。成型刀模813的刃口包括两个对称设置的第一弧形刀814和第二弧形刀815,成型刀模813下压时,第一弧形刀814切断布头1并成型布头1端部的弧形,第二弧形刀815成型下一个布头1端部的弧形形状。通过成型刀模813一次下压可以裁断出两个布头,且可以成型下一个布头1端部的弧形形状,布料利用率高。
52.参照图2和图3,热压组件82包括超声波发生件和超声波加热盒821,超声波发生件安装于机座2内部,超声波加热盒821嵌置于机座2内且超声波加热盒821的一侧与出料斜面22齐平。超声波加热盒821位于成型刀模813的下方,折叠的布料被传送至超声波加热盒821上,成型刀模813下压裁断布料的同时使得布头1的端部热烫并封合。
53.本申请实施例一种拖把用布头的成型裁断机的实施原理为:首先将成卷的布料套设在转轴312上,当成卷的布料位于放卷盘311上时,在转轴312外侧套设防脱弹簧314,随后通过锁紧螺母313压缩防脱弹簧314并通过防脱弹簧314抵接成卷的布料。接着将成卷的布料放卷并依次绕过转向轴321和导向弹簧42,然后自弧形孔411穿入拉筒41内并从折叠孔412穿出,穿出的布料被折叠成三层。再然后布料贴合机座2的工作平面21并穿过定型机构5,随后布料贴合机座2的出料斜面22并依次穿过冷却机构6、导向筒和驱动机构7,最终到达热压裁断机构8处。
54.其次,启动裁断机,电机723驱动第一滚轴721转动,在第二滚轴722的抵压下,布料被不断牵引传送,电机723定时启闭,电机723关闭时,第一气缸521、第二气缸531和第三气缸812同时启动并压向机座2,第一气缸521带动热压板524热压定型刚折叠好的布料,第二气缸531带动冷压板534冷却被加热的布料,辅吹风扇611通过风冷的方式二次冷却布料,减少布料被拉伸延长的情况发生。第三气缸812带动成型刀模813切断布料成型布头1。在超声波加热盒821的加热下,成型刀模813切断布料的同时可以热封合布头1的端部。最后,被裁断的布头1在出料斜面22的导向下脱离机座2,可以在机座2的出料端放置收料箱收集布头1。
55.为提升机器运行的安全性,可以在机座2上位于放料机构3或者驱动机构7处放置红外探头,当检测到没有布料放卷或者没有布料送向热压裁断机构8处时,可以反馈信号给机器的控制端停止整个机器的运作。
56.实施例2参照图9和图10,本实施例与实施例1的不同之处在于,冷却机构6的结构不同,本实施例中冷却机构6包括冷却组件62和辅助出料组件63,冷却组件62包括干冰收集箱621、冷却管道622和冷却板623,辅助出料组件63包括支撑架631和冷却风扇632。干冰收集箱621安装于机座2的工作平面21上且位于定型机构5宽度方向的一侧,支撑架631安装于机座2的出料斜面22处且位于定型机构5与驱动机构7之间。干冰收集箱621内盛装有干冰,冷却管道622一端与干冰收集箱621连通,另一端穿设于冷压板534内。支撑架631远离出料斜面22的一侧连接有冷却风扇632,冷却风扇632朝向成型刀模813一侧倾斜且冷却风扇632的出风口朝向布料吹风。
57.参照图9和图10,冷却板623安装于风扇的出风口侧,冷却板623内部中空,冷却板
623上开设有贯穿冷却板623的冷却孔,冷却孔与冷却板623内部不连通。冷压板534上的冷却管道622可以自冷压板534处引出并与冷却板623连通。干冰升华形成的二氧化碳通过冷却管道622流向冷压板534和冷却板623,使得冷压板534和冷却板623降温。此时冷压板534冷却布料时可以在较短的时间内快速的降低布料的温度。冷却风扇632吹风时,吹动的空气需要穿过冷却孔换热后再吹向布料,便于加速布料的冷却。同时,冷却风扇632在冷却布料的同时还可以吹动超声波加热盒821处的布头1以及废料,便于布头1以及废料落料,从而便于布料可以连续裁切。冷却板623上远离冷压板534的一侧还设有出气孔624,出气孔624与冷却板623内部连通设置,便于二氧化碳排出冷却板623。
58.本申请实施例一种拖把用布头的成型裁断机的实施原理为:与实施例1的实施原理相同,只是在裁断机工作前需要向干冰收集箱621内盛装干冰。当布料较厚时,采用本实施例的冷却机构6,可以加快布料的冷却速度。
59.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1