圆绳烫压设备的制作方法
1.本实用新型涉及纺织技术领域,尤其是涉及一种圆绳烫压设备。
背景技术:
2.在纺织过程中,有时候会需要对纺织品进行烫压处理以改善纺织品的性能。随着纺织产品的日趋丰富,以及消费者对纺织品的要求越来越高,传统的烫压设备难以满足多样化纺织品的烫压需求。比如,当需要对圆绳进行烫压时,传统的烫压设备难以满足圆绳烫压的加工要求。
技术实现要素:
3.基于此,有必要提供一种圆绳烫压设备,采用所述圆绳烫压设备能够对圆绳进行有效烫压,改善圆绳的性能。
4.为了解决以上技术问题,本实用新型的技术方案为:
5.一种圆绳烫压设备,包括基座、第一烫压件以及第二烫压件;
6.所述第一烫压件上设有第一弧形通槽,所述第二烫压件上设有第二弧形通槽;所述第一烫压件和/或所述第二烫压件活动连接于所述基座,所述第一弧形通槽与所述第二弧形通槽能够相互配合形成用于烫压圆绳的烫压通道,所述第一烫压件和所述第二烫压件能够相互配合以用于调节所述第一弧形通槽与所述第二弧形通槽之间的距离。
7.在其中一个实施例中,
8.所述第一弧形通槽为圆弧形通槽,所述第一弧形通槽的径向截面的圆弧的圆心角为178
°
~183
°
;和/或,
9.所述第二弧形通槽为圆弧形通槽,所述第二弧形通槽的径向截面的圆弧的圆心角为178
°
~183
°
。
10.在其中一个实施例中,所述第一弧形通槽的径向截面的圆弧的圆心角与所述第二弧形通槽的径向截面的圆弧的圆心角相等。
11.在其中一个实施例中,所述第一弧形通槽的径向截面的半径为1mm~4mm;和/或,
12.所述第二弧形通槽的径向截面的半径为1mm~4mm。
13.在其中一个实施例中,所述第一弧形通槽的径向截面的半径和所述第二弧形通槽的径向截面的半径相等。
14.在其中一个实施例中,所述第一弧形通槽有多个,所述第二弧形通槽有多个;多个所述第一弧形通槽和多个所述第二弧形通槽能够一一相对以形成多个所述烫压通道。
15.在其中一个实施例中,所述圆绳烫压设备还包括驱动机构;所述第二烫压件固定于所述基座;所述驱动机构与所述第一烫压件连接以用于驱动所述第一烫压件运动以实现调节所述第一弧形通槽与所述第二弧形通槽之间的距离。
16.在其中一个实施例中,所述圆绳烫压设备还包括导料平台;所述导料平台自所述基座的两端向外延伸以用于引导圆绳进料和收料。
17.在其中一个实施例中,所述第二烫压件固定于所述导料平台,所述第一烫压件和所述第二烫压件位于所述导料平台的同侧。
18.在其中一个实施例中,所述圆绳烫压设备还包括进料机构和/或收料机构;所述进料机构和所述收料机构分别位于所述基座的两侧以用于对圆绳进行进料和收料。
19.本实用新型中的圆绳烫压设备包括基座、第一烫压件以及第二烫压件。第一烫压件上设有第一弧形通槽,第二烫压件上设有第二弧形通槽;第一烫压件和/或第二烫压件活动连接于基座,第一弧形通槽与第二弧形通槽能够相互配合形成用于烫压圆绳的烫压通道,第一烫压件和第二烫压件能够相互配合以用于调节第一弧形通槽与第二弧形通槽之间的距离。圆绳采用上述烫压设备对圆绳进行烫压时,通过调节第一烫压件和第二烫压件的位置,将第一弧形通槽与第二弧形通槽调节到合适的位置,然后将圆绳放置到第二弧形通槽中,继续调节第一烫压件和第二烫压件的位置,使第一弧形通槽和第二弧形通槽形成烫压通道,此时,圆绳位于烫压通道内。接着将第一烫压件和第二烫压件之间的烫压参数设置到合适的范围,进而对圆绳进行烫压。采用上述烫压设备对圆绳进行烫压时,圆绳位于烫压通道内,在烫压过程中圆绳不易出现变形,能够有效保持圆绳的圆形形状,满足圆绳烫压的加工要求。另外,当圆绳的某段烫压完成之后,通过调节圆绳在烫压通道的位置,可以实现圆绳烫压的连续加工,提高加工效率。
20.本实用新型中的第一弧形通槽为圆弧形通槽,第一弧形通槽的径向截面的圆弧的圆心角为178
°
~183
°
,和/或第二弧形通槽为圆弧形通槽,第二弧形通槽的径向截面的圆弧的圆心角为178
°
~183
°
。发明人通过在对圆绳的烫压进行研究的过程中,发现当第一弧形通槽和/或第二弧形通槽的径向截面的圆弧的圆心角为 178
°
~183
°
时,能够实现第一弧形通槽和第二弧形通槽与圆绳的良好配合,进一步提高烫压过程中圆绳圆形形状的稳定性。角度太大,圆绳受力不均,角度太小圆绳难以完全压合,在弧形槽的边缘容易出现变形的问题。
附图说明
21.图1为本实用新型一实施例中圆绳烫压设备的结构示意图;
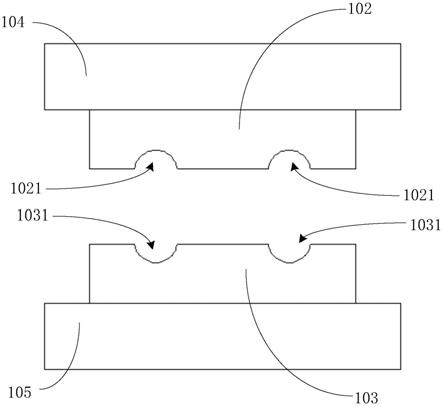
22.图2为图1对应圆绳烫压设备中第一烫压件和第二烫压件配合结构的左视图;
23.图3为图1对应圆绳烫压设备中第一烫压件的仰视图;
24.图4为图1对应圆绳烫压设备中第二烫压件的俯视图;
25.图5为图1对应圆绳烫压设备进行圆绳印花时的结构示意图。
26.图中标记说明:
27.100、圆绳烫压设备;101、基座;102、第一烫压件;1021、第一弧形通槽; 103、第二烫压件;1031、第二弧形通槽;104、第一烫压件安装件;105、第二烫压件安装件;106、驱动机构;107、导料平台;200、圆绳;300、热升华转印介质。
具体实施方式
28.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域
技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
29.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
31.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
32.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
33.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
34.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。
35.本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
36.请参阅图1~图4,本实用新型一实施例提供了一种圆绳烫压设备100,该圆绳烫压设备100包括基座101、第一烫压件102以及第二烫压件103。第一烫压件102上设有第一弧形通槽1021,第二烫压件103上设有第二弧形通槽1031。第一烫压件102和/或第二烫压件103活动连接于基座101,第一弧形通槽1021 与第二弧形通槽1031能够相互配合形成用于烫压圆绳200的烫压通道,第一烫压件102和第二烫压件103能够相互配合以用于调节第一弧形通槽1021与第二弧形通槽1031之间的距离。
37.采用本实施例中烫压设备对圆绳200进行烫压时,通过调节第一烫压件102 和第
二烫压件103的位置,将第一弧形通槽1021与第二弧形通槽1031调节到合适的位置,然后将圆绳200放置到第二弧形通槽1031中,继续调节第一烫压件102和第二烫压件103的位置,使第一弧形通槽1021和第二弧形通槽1031 形成烫压通道,此时,圆绳200位于烫压通道内。接着将第一烫压件102和第二烫压件103之间的烫压参数设置到合适的范围,进而对圆绳200进行烫压。采用上述烫压设备对圆绳200进行烫压时,圆绳位于烫压通道内,在烫压过程中圆绳不易出现变形,能够有效保持圆绳的圆形形状,满足圆绳烫压的加工要求。另外,当圆绳的某段烫压完成之后,通过调节圆绳在烫压通道的位置,可以实现圆绳烫压的连续加工,提高加工效率。
38.在一个具体的示例中,第一烫压件102和/或第二烫压件103为烫压板。优选地,第一烫压件102和第二烫压件103均为烫压板。
39.在一个具体的示例中,圆绳烫压设备100由基座101、第一烫压件102以及第二烫压件103组成。第一烫压件102上设有第一弧形通槽1021,第二烫压件 103上设有第二弧形通槽1031。第一烫压件102和/或第二烫压件103活动连接于基座101,第一弧形通槽1021与第二弧形通槽1031能够相互配合形成用于烫压圆绳200的烫压通道,第一烫压件102和第二烫压件103能够相互配合以用于调节第一弧形通槽1021与第二弧形通槽1031之间的距离。本示例中圆绳烫压设备100由基座101、第一烫压件102以及第二烫压件103组成,同样能够对圆绳进行有效烫压,能够有效保持圆绳的圆形形状,满足圆绳烫压的加工要求,可以实现圆绳烫压的连续加工,提高加工效率。
40.作为一个优选的方案,第一弧形通槽1021为圆弧形通槽,第一弧形通槽1021 的径向截面的圆弧的圆心角为178
°
~183
°
。此时能够实现第一弧形通槽1021与圆绳的良好配合,进一步提高烫压过程中圆绳圆形形状的稳定性。角度太大,圆绳受力不均,角度太小圆绳难以完全压合,在弧形槽的边缘容易出现变形的问题。具体地,第一弧形通槽1021的径向截面的圆弧的圆心角可以是但不限定为178
°
、179
°
、180
°
、181
°
、182
°
或183
°
等。进一步优选地,为了使第一弧形通槽1021与圆绳更好地配合,采用除180
°
之外的的角度作为第一弧形通槽1021 的径向截面的圆弧的圆心角。
41.进一步地,第二弧形通槽1031为圆弧形通槽,第二弧形通槽1031的径向截面的圆弧的圆心角为178
°
~183
°
。此时能够实现第二弧形通槽1031与圆绳的良好配合,进一步提高烫压过程中圆绳圆形形状的稳定性。角度太大,圆绳受力不均,角度太小圆绳难以完全压合,在弧形槽的边缘容易出现变形的问题。具体地,第二弧形通槽1031的径向截面的圆弧的圆心角可以是但不限定为178
°
、 179
°
、180
°
、181
°
、182
°
或183
°
等。进一步优选地,为了使第二弧形通槽1031 与圆绳更好地配合,采用除180
°
之外的的角度作为第二弧形通槽1031的径向截面的圆弧的圆心角。
42.更进一步地,第一弧形通槽1021的径向截面的圆弧的圆心角与第二弧形通槽1031的径向截面的的圆弧的圆心角相等。此时,第一弧形通槽1021和第二弧形通槽1031对圆绳的作用力更加均匀,可以提高对圆绳作用的一致性,更加有效地保持圆绳在烫压过程中圆形结构的稳定性。
43.在一个具体的示例中,第一弧形通槽1021的径向截面的半径为1mm~4mm。在实际加工过程中,通常圆绳的直径会是一个较小的尺寸,将第一弧形通槽1021 的径向截面的半径设置为1mm~4mm,能够满足常规圆绳的加工。比如,第一弧形通槽1021的径向截面的半径
为1mm、1.2mm、1.5mm、1.8mm、2mm、2.5mm、 2.8mm、3mm、3.2mm、3.5mm、3.8mm或4mm。
44.与第一弧形通槽1021相对应地,第二弧形通槽1031的径向截面的半径为 1mm~4mm。将第二弧形通槽1031的径向截面的半径设置为1mm~4mm,能够满足常规圆绳的加工。比如,第二弧形通槽1031的径向截面的半径为1mm、 1.2mm、1.5mm、1.8mm、2mm、2.5mm、2.8mm、3mm、3.2mm、3.5mm、3.8mm 或4mm。
45.优选地,第一弧形通槽1021的径向截面的半径和第二弧形通槽1031的径向截面的半径相等。此时,在烫压过程中,能够有效提高第一弧形通槽1021和第二弧形通槽1031对圆绳作用力的均匀性,进一步提高圆绳的烫压品质。
46.需要说明的是,第一弧形通槽1021有多个,第二弧形通槽1031有多个;多个第一弧形通槽1021和多个第二弧形通槽1031能够一一相对以形成多个烫压通道。通过多个第一弧形通槽1021和第二弧形通槽1031的设置,能够同时对多条圆绳进行烫压,提高圆绳烫压的加工效率。
47.请再次参阅图2,本实施例中第一弧形通槽1021有2个,第二弧形通槽1031 有2个;在圆绳烫压过程中,2个第一弧形通槽1021和2个第二弧形通槽1031 能够一一相对以形成2个烫压通道以用于供2个圆绳200通过和烫压。可以理解的是,第一弧形通槽1021的数量与第二弧形通槽1031的数量相等。比如,第一弧形通槽1021的数量为2个~8个,第二弧形通槽1031的数量为2个~8个。具体地,第一弧形通槽1021的数量为2个、3个、4个、5个、6个、7个或8 个,第二弧形通槽1031的数量为2个、3个、4个、5个、6个、7个或8个。
48.进一步地,第一弧形通槽1021有多个、第二弧形通槽1031有多个时,多个第一弧形通槽1021均匀分布在第一烫压件102上,多个第二弧形通槽1031 均匀分布在第二烫压件103上。均匀分布设置的多个第一弧形通槽1021和均匀分布的多个第二弧形通槽1031便于加工成型,还能够提高圆绳烫压的一致性。
49.在一个具体的示例中,圆绳烫压设备100还包括第一烫压件安装件104和/ 或第二烫压件安装件105。第一烫压件安装件104与第一烫压件102连接以用于将第一烫压件102安装到设备上。第二烫压件安装件105与第二烫压件103连接以用于将第二烫压件103安装到设备上。
50.请再次参阅图1,圆绳烫压设备100还包括驱动机构106;驱动机构106与第一烫压件102连接以用于驱动第一烫压件102运动以实现调节第一弧形通槽 1021与第二弧形通槽1031之间的距离。可以理解的是,驱动机构106可以是但不限定于伸缩气缸、液压驱动机构等。优选地,第二烫压件103固定于基座101。第二烫压件103固定于基板,通过调节第一烫压件102来调节第一弧形通槽1021 与第二弧形通槽1031之间的距离,调节更加方便快捷。
51.在一个具体的示例中,圆绳烫压设备100还包括导料平台107;导料平台 107自基座101的两端向外延伸以用于引导圆绳200进料和收料。通过导料平台 107的设置,能够进一步提高圆绳在加工过程中的稳定性。具体地,第二烫压件 103固定于导料平台107,第一烫压件102和第二烫压件103位于导料平台107 的同侧。
52.可以理解的是,圆绳烫压设备100还包括进料机构和/或收料机构;进料机构和收料机构分别位于基座101的两侧以用于对圆绳200进行进料和收料。通过进料机构和收料机构分别对圆绳进行进料和收料,提高圆绳烫压加工的效率,将圆绳有序收纳,提高加工现场的整齐度。
53.请参阅图5,本实用新型还有一个实施例提供了一种圆绳印花方法,该圆绳印花方法包括如下步骤:对圆绳进行第一次烫压处理,得到烫压圆绳;在热升华转印介质300上形成预设图案,得到图案转印介质;将图案转印介质与烫压圆绳层叠放置,使图案转印介质具有预设图案的表面靠近烫压圆绳,得到转印圆绳;对转印圆绳进行第二次烫压处理。
54.随着产品多样化的不断普及,消费者希望在圆绳上也能够表现出多样的图形。但是由于圆绳结构上的特性,传统的印花方法难以实现在圆绳上印花。本实施例中的圆绳印花方法中,先对圆绳进行第一次烫压处理,提高圆绳的加工性能,然后通过热升华转印介质300将预设图案通过第二次烫压处理转印到圆绳上。这样能够在圆绳上显示出预设图案,提高圆绳外观的多样性。并且,本实施例中的圆绳印花方法具有良好的定制效果,能够在热升华转印介质300上形成所需要的预设图案,满足多样性的定制要求。
55.在一个具体的示例中,圆绳印花方法的步骤为:对圆绳进行第一次烫压处理,得到烫压圆绳;在热升华转印介质300上形成预设图案,得到图案转印介质;将图案转印介质与烫压圆绳层叠放置,使图案转印介质具有预设图案的表面靠近烫压圆绳,得到转印圆绳;对转印圆绳进行第二次烫压处理。
56.在一个具体的示例中,第一次烫压处理包括如下步骤:采用圆绳烫压设备 100对圆绳进行烫压处理;圆绳烫压设备100包括基座101、第一烫压件102以及第二烫压件103。第一烫压件102上设有第一弧形通槽1021,第二烫压件103 上设有第二弧形通槽1031。第一烫压件102和/或第二烫压件103活动连接于基座101,第一弧形通槽1021与第二弧形通槽1031能够相互配合形成用于烫压圆绳200的烫压通道,第一烫压件102和第二烫压件103能够相互配合以用于调节第一弧形通槽1021与第二弧形通槽1031之间的距离。
57.采用该圆绳烫压设备100对圆绳进行第一次烫压处理,能够对圆绳进行预定型,在烫压过程中,圆绳位于烫压通道内,圆绳不易出现变形,能够有效保持圆绳的圆形形状,实现圆绳上圆周式全印印花,满足圆绳烫压的加工要求,还可以实现圆绳烫压的连续加工,提高加工效率。
58.在另一个具体的示例中,第二次烫压处理包括如下步骤:采用圆绳烫压设备100对转印圆绳进行烫压处理;圆绳烫压设备100包括基座101、第一烫压件 102以及第二烫压件103。第一烫压件102上设有第一弧形通槽1021,第二烫压件103上设有第二弧形通槽1031。第一烫压件102和/或第二烫压件103活动连接于基座101,第一弧形通槽1021与第二弧形通槽1031能够相互配合形成用于烫压圆绳200的烫压通道,第一烫压件102和第二烫压件103能够相互配合以用于调节第一弧形通槽1021与第二弧形通槽1031之间的距离。
59.采用该圆绳烫压设备100对转印圆绳进行第二次烫压处理,将预设图案转印到转印圆绳上,在烫压过程中,圆绳位于烫压通道内,转印圆绳不易出现变形,能够有效保持转印圆绳的圆形形状,实现圆绳上圆周式全印印花,满足圆绳烫压的加工要求,还可以实现圆绳烫压的连续加工,提高加工效率。另外,还能够在热升华转印介质300上形成所需要的预设图案,满足多样性的定制要求。
60.需要说明的是,第一弧形通槽1021为圆弧形通槽,第一弧形通槽1021的径向截面的圆弧的圆心角为178
°
~183
°
;和/或,第二弧形通槽1031为圆弧形通槽,第二弧形通槽1031的径向截面的圆弧的圆心角为178
°
~183
°
。
61.需要说明的是,第一次烫压处理和第二烫压处理使用到的圆绳烫压设备可以选择
上述任一实施例或示例或技术方案中的圆绳烫压设备100。
62.在一个具体的示例中,第一次烫压处理的烫压温度为180℃~200℃,烫压压力为0.5kg/cm2~1.0kg/cm2,烫压时间为15s~25s。在实际烫压过程中,根据圆绳的性质选自合适的烫压处理参数。可以理解的是,第一次烫压处理的烫压温度为180℃、185℃、190℃、195℃或200℃;烫压压力为0.5kg/cm2、0.6kg/cm2、 0.7kg/cm2、0.8kg/cm2、0.9kg/cm2或1.0kg/cm2;烫压时间为15s、16s、17s、18s、 19s、20s、21s、22s、23s、24s或25s。在实际烫压时,第一次烫压处理的温度、压力以及时间可以在以上列出的第一次烫压处理的各参数中进行任意选择和组合。
63.进一步地,第二次烫压处理的烫压温度为180℃~210℃,烫压压力为 2.5kg/cm2~5.0kg/cm2,烫压时间为20s~30s。可以理解的是,第二次烫压处理的烫压温度为180℃、185℃、190℃、195℃、200℃、205℃或210℃;烫压压力为2.5kg/cm2、3.0kg/cm2、3.5kg/cm2、4kg/cm2、4.5kg/cm2或5.0kg/cm2;烫压时间为20s、21s、22s、23s、24s、25s、26s、27s、28s、29s或30s。在实际烫压时,第二次烫压处理的温度、压力以及时间可以在以上列出的第二次烫压处理的各参数中进行任意选择和组合。
64.在印花过程中,需要对圆绳、转印圆绳进行烫压,而烫压过程具有一定的温度、压力和烫压时间。对于常规的纺织圆绳,在烫压情况下会出现圆绳被压扁且无法恢复的圆形形状的问题,因此,传统的烫压设备和方法难以对圆绳进行有效烫压。实用新型人通过对圆绳的性能以及烫压设备进行深入研究之后,得到了上述圆绳烫压设备100,采用上述圆绳烫压设备100能够满足圆绳的烫压要求,且不会影响圆绳的圆形形状,特别适合对圆绳的烫压加工。同时,采用上述圆绳烫压设备100和热转印介质,能够将预设图案有效地转印到圆绳上,完成对圆绳的印花操作,得到图案多样的印花圆绳,满足消费者对圆绳多样化外观的消费需求。
65.在一个具体的示例中,第二次烫压处理使用的圆绳烫压设备100的第一弧形通槽1021的径向截面的半径不小于第一次烫压处理使用的圆绳烫压设备100 的第一弧形通槽1021的径向截面的半径。
66.更具体地,第二次烫压处理使用的圆绳烫压设备100的第一弧形通槽1021 的径向截面的半径等于第一次烫压处理使用的圆绳烫压设备100的第一弧形通槽1021的径向截面的半径。或者,优选地,第二次烫压处理使用的圆绳烫压设备100的第一弧形通槽1021的径向截面的半径比第一次烫压处理使用的圆绳烫压设备100的第一弧形通槽1021的径向截面的半径大0.2mm~0.5mm。比如,第二次烫压处理使用的圆绳烫压设备100的第一弧形通槽1021的径向截面的半径比第一次烫压处理使用的圆绳烫压设备100的第一弧形通槽1021的径向截面的半径大0.2mm、0.3mm、0.4mm或0.5mm等。第二次烫压处理时,转印圆绳表面附有热升华转印介质300,此时第二次烫压处理使用的圆绳烫压设备100的第一弧形通槽1021的径向截面的半径比第一次烫压处理使用的圆绳烫压设备100 的第一弧形通槽1021的径向截面的半径大,可以避免因尺寸不匹配而导致转印圆绳表面出现压痕、起皱等缺陷,影响转印圆形的加工质量。第二次烫压处理使用的圆绳烫压设备100的第一弧形通槽1021的径向截面的半径比第一次烫压处理使用的圆绳烫压设备100的第一弧形通槽1021的径向截面的半径大 0.2mm~0.5mm时,烫压处理完成之后的转印圆绳表面一致性好、品质高。
67.优选地,圆绳由细度为50d~300d的纱线编织而成。具体地,圆绳由细度为50d、
60d、70d、80d、90d、100d、150d、200d、250d或300d的纱线编织而成。进一步优选地,纱线的纤维为涤纶纤维、尼龙纤维以及仪纶纤维中的至少一种。更优选地,涤纶纤维为阳离子可染涤纶纤维。
68.进一步优选地,在编织圆绳之前,对纱线进行染色。更优选地,在编织圆绳之前,将纱线染色成浅色,浅色更容易表现出图案的形状和色彩,提高圆绳色彩的丰富度。比如,浅色可以是白色、锡白色、鹅黄色、淡粉色、果绿色、粉绿色、淡蓝色、淡紫色等。更进一步优选地,采用阳离子染料、酸性染料或分散染料对纱线进行染色。可以理解的是,阳离子染料溶于水中呈阳离子状态,在水溶液中电离,生成带正电荷的有色离子。更优选地,纱线纤维为阳离子可染涤纶纤维时,采用阳离子染料;纱线纤维为尼龙纤维时,采用酸性染料;纱线纤维为仪纶纤维时,采用分散染料。
69.在将纱线编织成圆绳的过程中,编织成的圆绳的直径为2mm~8mm,比如 2mm、3mm、4mm、5mm、6mm、7mm或8mm等。进一步地,在将纱线编织成圆绳的过程中,控制编织成的圆绳的紧密度为:在20g/cm2的压力下,直径形变量<5%,以使圆绳在后续加工中能够保持良好的结构稳定性。
70.在一个具体的示例中,在热升华转印介质300上形成预设图案为通过数码打印的方式在热升华转印介质300上形成预设图案。数码打印的方式便于形成预设图案,方便对预设图案进行多样设计,满足圆绳多样性的要求。
71.优选地,在热升华转印介质300上形成预设图案包括如下步骤:在两个热升华转印介质300上形成预设图案,得到两个图案转印介质。在两个热升华转印介质300上形成预设图案,便于后续对圆绳图案转印的加工。此时,将图案转印介质与烫压圆绳层叠放置包括如下步骤:将两个图案转印介质与烫压圆绳层叠放置,使烫压圆绳位于两个图案转印介质的中间,且使两个图案转印介质具有预设图案的表面分别靠近烫压圆绳。通过在两个热升华转印介质300上形成预设图案,得到两个图案转印介质,然后将烫压圆绳放置在两个图案转印介质的中间,便于将预设图案转移到圆绳上。同时,由于是通过将烫压圆绳放置在两个图案转印介质的中间进行转印,方便对图案进行对位,提高圆绳上图案的准确度。
72.进一步优选地,在两个热升华转印介质300上形成预设图案,控制两个热升华转印介质300上形成的预设图案具有对位位点。对位位点可以是非直线型图案、齿形图案、点缀图标或者利用浅底色效果在接口处0.2~1.0mm留白处理等。通过控制两个热升华转印介质300上形成的预设图案具有对位位点,便于提高图案转移过程的对位精度,提高圆绳上图案的完整性和一致性。
73.在一个具体的示例中,热升华转印介质300为热升华转印纸。热升华转印纸可以方便地实现数码打印,将预设图案转印到圆绳上。在实际使用时,采用市售热升华转印纸即可。
74.在一个具体的示例中,在第二次烫压处理时,热升华转印介质300的进料方向与烫压圆绳的进料方向垂直。这样可以方便对热升华转印介质300进行收料。另外,当印花只需要在烫压圆绳的绳头,或者烫压绳头特定的位置进行第二次烫压处理时,热升华转印介质300的进料方向与烫压圆绳的进料方向垂直可以减少热升华转印介质300的使用量,降低生产成本。
75.在一个具体的示例中,圆绳印花方法还包括如下步骤:对第二次烫压处理之后的
转印圆绳进行固色处理。固色处理可以提高圆绳颜色的稳定性,使圆绳在使用过程中不易褪色,有利于保持圆绳的色彩,提高圆绳的品质。
76.具体地,固色处理的固色液由固色剂、柠檬酸以及水混合而成;其中,固色剂5g/l~10g/l、有机酸1g/l~7g/l。优选地,有机酸为柠檬酸和/或醋酸。更优选地,当有机酸为柠檬酸时,柠檬酸的浓度为1g/l~3g/l;当有机酸为醋酸时,醋酸的浓度为3g/l~7g/l。更具体地,固色剂包括如下质量百分数的各组分:水性聚氨酯30%~50%、聚醚型多羟基聚合物30%~45%,余量为水。优选地,水性聚氨酯的分子量为1000~6000,聚醚型多羟基聚合物的分子量为600~4000。在其中一个示例中,固色剂由水性聚氨酯、聚醚型多羟基聚合物和水混合而成。
77.在固色处理过程中,固色处理的温度为50℃~70℃,固色处理的时间为 20min~40min。比如,固色处理的温度为50℃、55℃、60℃、65℃或70℃;固色处理的时间为20min、23min、25min、30min、35min、38min或40min。可以理解的是,固色处理的温度和时间可以在以上列出的固色处理的温度和时间范围内进行任意选择和组合。
78.在固色处理之后,圆绳的含水量较高。因此,在一个具体的示例中,圆绳印花方法还包括如下步骤:对固色处理之后的转印圆绳进行烘干处理。具体地,烘干处理的温度为60℃~100℃,烘干处理的时间为1h~3h。比如,烘干处理的温度为60℃、70℃、80℃、90℃或100℃;烘干处理的时间为1h、1.2h、1.5h、 2h、2.5h或3h。可以理解的是,烘干处理的温度和时间可以在以上列出的烘干处理的温度和时间范围内进行任意选择和组合。
79.可以理解的是,为了圆绳满足交付尺寸或者设计尺寸,圆绳印花方法还包括如下步骤:对烘干处理之后的转印圆绳进行切割处理。具体地,切割处理为摄像定位切割处理。摄像定位切割处理能够将圆绳准确地切割至需要的长度,以满足交付或设计要求。
80.在一个具体的示例中,圆绳印花方法还包括如下步骤:对切割处理之后的转印圆绳进行绳头辅助加工处理。对切割处理之后的转印圆绳进行绳头辅助加工,将绳头加工至满足要求的标准。比如,提高绳头的硬度、强度等。可以理解的是,绳头辅助加工处理为对绳头进行浸胶处理、或者对绳头进行包裹处理。即在绳头处包裹塑料、金属头等以改善绳头的品质。
81.以下为具体实施例。
82.实施例1
83.本实施例中纱线的纤维为150d的阳离子可染涤纶纤维。通过阳离子可染涤纶纤维纺纱得到本实施例中的纱线。
84.本实施例中的圆绳印花方法为:
85.s1,纱线染色:对纱线进行染色,采用阳离子染料(麦西隆maxilon blue grl 300%,购买自汽巴染料有限公司)将纱线染成淡蓝色。
86.s2,编绳:将s1中染色后的纱线编织成直径为4mm的圆绳,控制编织成的圆绳的紧密度为:在20g/cm2的压力下,直径形变量<5%。
87.s3,第一次烫压处理:采用本实用新型中的圆绳烫压设备100对s2中的圆绳进行第一次烫压处理。其中,第一弧形通槽1021的径向截面的圆弧的圆心角为178
°
、第一弧形通槽1021的径向截面的半径为2mm;第二弧形通槽1031的径向截面的圆弧的圆心角为178
°
、第二弧形通槽1031的径向截面的半径为 2mm。第一次烫压处理的烫压温度为190℃,烫压压力为
0.6kg/cm2,烫压时间为20s。第一次烫压处理之后得到烫压圆绳。
88.s4,热升华介质上形成预设图案:通过数码打印的方式在两张热升华转印纸上形成预设图案。
89.s5,放置热升华转印纸和烫压圆绳:将烫压圆绳与两张热升华转印纸层叠放置,使烫压圆绳位于两张热升华转印纸之间,热升华转印纸具有预设图案的表面靠近烫压圆绳,且完成对位。得到转印圆绳。
90.s6,第二次烫压处理:采用本实用新型中的圆绳烫压设备100对s5中的转印圆绳进行第二次烫压处理。其中,第一弧形通槽1021的径向截面的圆弧的圆心角为178
°
、第一弧形通槽1021的径向截面的半径为2.2mm;第二弧形通槽 1031的径向截面的圆弧的圆心角为178
°
、第二弧形通槽1031的径向截面的半径为2.2mm。第二次烫压处理的烫压温度为200℃,烫压压力为3.0kg/cm2,烫压时间为25s。在第二次烫压处理时,热升华转印纸的进料方向与转印圆绳的进料方向垂直。第二次烫压处理之后得到印花圆绳预成品。
91.s7,固色处理:对s6中经过第二次烫压之后的印花圆绳预成品进行固色处理。其中,固色液由固色剂、柠檬酸以及水混合而成;具体地,固色液中固色剂8g/l、柠檬酸1.5g/l。固色剂包括如下质量百分数的各组分:水性聚氨酯35%、聚醚型多羟基聚合物40%,余量为水。固色处理的温度为50℃,固色处理的时间为25min。
92.s8,烘干处理:对s7中固色处理之后的印花圆绳预成品烘干处理,烘干处理的温度为80℃,烘干处理的时间为1.5h。
93.s9,切割处理:对s8中烘干处理之后的印花圆绳预成品进行切割处理。具体地,采用摄像定位切割处理,将烘干处理之后的印花圆绳预成品切割为相应的长度。
94.s10,绳头辅助加工处理:对s9中切割处理之后的印花圆绳预成品进行绳头辅助加工处理,通过浸胶处理在绳头形成包裹塑料。绳头辅助加工处理之后得到印花圆绳。
95.实施例2
96.与实施例1相比,本实施例的不同之处在于:纱线的纤维为150d的尼龙纤维。通过尼龙纤维纺纱得到本实施例中的纱线。s1中采用酸性染料(nylonsanblue n
‑
5gl 200%,购买自科莱恩化学有限公司)将纱线染成淡蓝色。
97.实施例3
98.与实施例1相比,本实施例的不同之处在于:纱线的纤维为150d的仪纶纤维。通过仪纶纤维纺纱得到本实施例中的纱线。s1中采用分散染料(亨斯迈danixblue xf,购买自亨斯迈化工贸易(上海)有限公司)将纱线染成淡蓝色。
99.对比例1
100.与实施例1相比,本对比例的不同之处在于:s1中采用分散染料(亨斯迈 danix blue xf,购买自亨斯迈化工贸易(上海)有限公司)将纱线染成淡蓝色。
101.对比例2
102.与实施例1相比,本对比例的不同之处在于:s1中采用酸性染料(nylonsanblue n
‑
5gl 200%,购买自科莱恩化学有限公司)将纱线染成淡蓝色。
103.对比例3
104.与实施例1相比,本对比例的不同之处在于:纱线的纤维为150d的棉纤维和阳离子可染涤纶纤维混合纤维,其中棉纤维和阳离子可染涤纶纤维各占50%。通过混合纤维纺纱
得到本对比例中的纱线。
105.对比例4
106.与实施例1相比,本对比例的不同之处在于:s2中控制编织成的圆绳的紧密度为:在20g/cm2的压力下,直径形变量6%。
107.对比例5
108.与实施例1相比,本对比例的不同之处在于:s3第一次烫压处理过程中,第一烫压件102和第二烫压件103靠近圆绳的表面均为平面;s6第二次烫压处理过程中,第一烫压件102和第二烫压件103靠近转印圆绳的表面均为平面。
109.对比例6
110.与实施例1相比,本对比例的不同之处在于:s6第二次烫压处理过程中,第一弧形通槽1021的径向截面的半径为2mm,第二弧形通槽1031的径向截面的半径为2mm。
111.对比例7
112.与实施例1相比,本对比例的不同之处在于:s3第一次烫压处理过程中,第一弧形通槽1021的径向截面的圆弧的圆心角为176
°
;s6第二次烫压处理过程中,第一弧形通槽1021的径向截面的圆弧的圆心角为176
°
。
113.对比例8
114.与实施例1相比,本对比例的不同之处在于:s3第一次烫压处理过程中,第一弧形通槽1021的径向截面的圆弧的圆心角为185
°
;s6第二次烫压处理过程中,第一弧形通槽1021的径向截面的圆弧的圆心角为185
°
。
115.对比例9
116.与实施例1相比,本对比例的不同之处在于:s3第一次烫压处理过程中,第一弧形通槽1021的径向截面的圆弧的圆心角为176
°
;s6第二次烫压处理过程中,第一弧形通槽1021的径向截面的圆弧的圆心角为185
°
。
117.对比例10
118.与实施例1相比,本对比例的不同之处在于:s3第一次烫压处理过程中,第一弧形通槽1021的径向截面的圆弧的圆心角为185
°
;s6第二次烫压处理过程中,第一弧形通槽1021的径向截面的圆弧的圆心角为176
°
。
119.对比例11
120.与实施例1相比,本对比例的不同之处在于:s6第二次烫压处理过程中,热升华转印纸的进料方向与转印圆绳的进料方向平行。
121.对比例12
122.与实施例1相比,本对比例的不同之处在于:不进行s7的固色处理。
123.对比例13
124.与实施例1相比,本对比例的不同之处在于:s9切割处理中采用非摄像定位切割处理。
125.对比例14
126.与实施例1相比,本对比例的不同之处在于:不进行s10绳头辅助加工处理。
127.测试例
128.对实施例1~3、对比例1~14中得到的印花圆绳分别进行摩擦牢度、水洗牢度、水
渍牢度、汗渍牢度、储存牢度、洗水缩率测试以及印制外观。其中,摩擦牢度测试方法按照iso 105
‑
x16
‑
2016进行(结果不小于4级为合格);水洗牢度测试方法按照aatcc61 50℃*30min进行(结果不小于4级为合格);水渍牢度测试方法按照iso 105
‑
e01
‑
2013进行(结果不小于4级为合格);汗渍牢度测试方法按照iso 105
‑
e04
‑
2013进行(结果不小于4级为合格);储存牢度测试方法按照aatcc163
‑
2018进行(结果不小于4级为合格);洗水缩率测试方法按照iso 139
‑
2011进行(结果不大于3%为合格)。
129.测试结果如下表所示。
[0130][0131][0132]
由上表中测试结果可知,实施例1~3中印花圆绳的摩擦牢度、水洗牢度、水渍牢度、汗渍牢度、储存牢度、洗水缩率测试以及印制外观均满足要求。对比例1~6、对比例7~10、对比例12中印花圆绳的摩擦牢度、水洗牢度、水渍牢度、汗渍牢度、储存牢度、洗水缩率测试以及印制外观无法完全满足要求。对比例11、对比例13、对比例14中虽然摩擦牢度、水
洗牢度、水渍牢度、汗渍牢度、储存牢度、洗水缩率测试以及印制外观满足要求。但是对比例11中热升华转印纸与圆绳之间的配合方式不灵活,当印花只需要在烫压圆绳的绳头,或者烫压绳头特定的位置进行第二次烫压处理时,热升华转印纸的使用量将会明显增大,造成大量的浪费。对比例13中切割处理之后的印花圆绳的切割处一致性差,当需要大批量生产时,切割后的印花圆绳的尺寸难以统一,也会产生较多的边角料,造成大量的浪费。对比例14中绳头表现形式单一,缺乏多样性,难以满足消费者的多样化需求。
[0133]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0134]
以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1