一种洗褪颜色布料的生产系统及生产洗褪颜色布料的方法与流程
1.本发明涉及纺织制造技术领域,更具体的说是涉及一种用于布料颜色洗褪工艺的生产系统及用于生产洗褪色布料的方法。
背景技术:
2.目前,传统的布料颜色由于湿擦色牢度和水洗色牢度比较高、一般是不能通过水洗洗褪掉布面颜色的,能够进行洗褪整理的布料主要是牛仔布或者是仿牛仔风格的染色布,包括弹力比较小的梭织布、弹力比较大的针织布和没有弹力的无纺布,梭织布料需要退浆后再进行水洗洗褪整理,针织布料和无纺布不需要经过退浆、可直接进行水洗洗褪整理。这种布料或服装通过特殊的水洗洗褪生产后,布面颜色部分褪掉、形成有深有浅的自然的立体多层次色彩风格,作为服装和装饰用品的主要品类之一、多年来一直倍受欢迎。
3.实现这些水洗风格的常用生产方式包括:成衣水洗(布料车缝好成衣后再水洗)和布料水洗(先水洗好布料、再做成成衣、成衣就不再水洗)这两种。其中布料水洗的传统生产方法又包括:布料以绳状的状态在水洗缸中洗布的方式、以及布料以平幅的状态在传统的平幅水洗机上洗布,前者的每缸容布量有限、生产效率低、成本高、质量不稳定(比如:色花、皱痕、颜色变化、风格不稳定);后者的洗布质量好且生产效率非常高,但因为是以平幅状态进行均匀的整体水洗,水洗后达不到成衣水洗那样的布面效果、没有有深有浅的自然的立体色彩风格,现有以多匹整匹布料连续式进行水洗的产品还称不上真正的洗褪风格产品。
4.如何连续式高效率、高品质生产出具有真正自然风格的水洗布料,特别是可洗褪针织布料的水洗,由于针织布直向有比较大的弹力,生产工艺需要同时满足颜色质量稳定、水洗风格自然、布料的缩水率达标、布面左中右边的风格一致等要求,成为困扰水洗行业多年的技术难题。
5.因此,如何提供一种高效率、高品质的洗褪色布料生产设备是本领域技术人员亟需解决的问题。
技术实现要素:
6.有鉴于此,本发明旨在提供一种洗褪颜色布料的生产系统,以至少在一定程度上解决现有技术中的上述技术问题之一。
7.为了实现上述目的,本发明采用如下技术方案:
8.一种洗褪颜色布料的生产系统,包括:主架体、抹布装置和洗褪液回收装置;
9.所述主架体的内部水平分隔为布料洗褪区和设备安装区,其顶部的两侧分别设置进布架和透风架,且所述透风架的外侧设置落布架;
10.所述抹布装置包括主动布料辊、从动布料辊、洗褪抹布辊、分丝开幅辊和张力辊;所述主动布料辊和所述从动布料辊均设有多个,两个所述主动布料辊与所述从动布料辊呈v形布置在所述布料洗褪区的顶部且所述从动布料辊处于下侧;所述洗褪抹布辊与两个所述从动布料辊呈倒v型布置在所述布料洗褪区的底部且所述洗褪抹布辊处于顶部;所述分
丝开幅辊设置在所述洗褪抹布辊的进布布料的上方;所述张力辊和所述从动布料辊并排设置在所述布料洗褪区的底部且处于所述洗褪抹布辊的后方;
11.所述洗褪液回收装置设置在所述安装区内,其的输液管连接所述洗褪抹布辊的进液口,其的洗褪液回收口与所述洗褪抹布辊对应。
12.经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种洗褪颜色布料的生产系统,布料呈波浪形依次穿过主动布料辊和从动布料辊进入洗褪抹布辊位置,呈倒v型经过洗褪抹布辊,解决传统平铺的传动方式不能形成深浅不一的自然风格的立体色彩的问题,并且布料移动过程中始终处于洗褪抹布辊的上方,洗褪液受重力向下滴落,解决洗褪液滴落在布料上,形成水滴色花以及皱痕条花和褪色不均匀的问题,并且能够将滴落的洗褪液通过洗褪液回收装置重新回收利用,减少浪费,降低生产成本,更具实用性。
13.优选的,在上述的一种洗褪颜色布料的生产系统中,所述洗褪抹布辊为套管结构,由内至外依次包括入液管、内层储液管、中层储液管和外摩擦层;所述入液管、内层储液管、中层储液管的侧壁均开有透液孔,所述入液管固定连接,其一端与所述输液管连通,所述内层储液管、所述中层储液管的端部密封,且与所述入液管转动连接,所述外摩擦层覆盖在所述中层储液管的外壁上,此方案中洗褪液由入液管流入内层储液管、中层储液管,再渗透到外摩擦层,外摩擦层在饱湿状态下与布料摩擦,将布料上的部分色彩抹褪。
14.优选的,在上述的一种洗褪颜色布料的生产系统中,所述外摩擦层的摩擦材料为粗麻绳,缠绕角度为20~70
°
。
15.优选的,在上述的一种洗褪颜色布料的生产系统中,布料的前进速度为v1,所述洗褪抹布辊的转动速度为v2,v2的数值为v1的5%~95%,此方案能够通过控制主动布料辊的转速来调节入布的速度,使洗褪抹布辊的转速与布料的传输速度形成速度差,达到洗褪抹布辊上吸透洗褪液的外摩擦层与布料之间通过相互摩擦抺褪布料上的部分颜色、实现洗褪的目的。
16.优选的,在上述的一种洗褪颜色布料的生产系统中,所述抹布装置和所述洗褪液回收装置均设有多组且依次对应安装,此方案中布料依次经过多组抹布装置和洗褪液回收装置的洗褪整理,形成连续式的平幅洗褪工艺,多单员一次性完成,不需要二次洗褪整理,既解决了传统生产方法质量不稳定的问题,同时也大大提高了布料的生产效率。
17.优选的,在上述的一种洗褪颜色布料的生产系统中,所述洗褪液回收装置包括液体收集箱、液体回流管、液体过滤箱、储液箱、洗褪液输送管;
18.所述液体收集箱设置在所述洗褪抹布辊的下方,通过所述液体回流管连通所述液体过滤箱,所述液体过滤箱与所述储液箱连通,所述储液箱通过所述洗褪液输送管与所述入液管连通;
19.所述储液箱连接有供液设备,此方案中洗褪抹布辊表面溢出的洗褪液向下流入液体收集箱体、经过液体回流管进入液体过滤箱、过滤后重新流入储液箱,洗褪液过滤回放装置防止了洗褪液的滴水问题,并且实现了洗褪液的回收后循环使用,节约了成本。
20.优选的,在上述的一种洗褪颜色布料的生产系统中,所述洗褪液输送管分别连接所述入液管的两端,此方案能够使入液管内左中右的液位一致,确保洗褪液均匀的渗透到外摩擦层,保证洗褪色的均匀。
21.一种生产洗褪颜色布料的方法,平整洗褪系统采用上述的生产系统,制备流程包
括:
22.步骤一:布料选择,选择能够用于洗褪处理的布料;
23.步骤二:平幅配卷,将步骤一中的多匹布料以平幅状缝接连在一起,每个布车内装载布的匹数量范围在1~100匹,完成平幅配卷;
24.步骤三:平幅清洗除油,在平幅水洗机的前面1~4个料槽里加入2~8g/l的除油剂、后面1~3个料槽里加入清水,进行平幅清洗除油,将步骤二中布料造织布过程中产生的油剂清洗干净;
25.步骤四:湿布预定型,将步骤三中处理后的布料直接以湿布的状态上定型机,选择定型工艺生产,温度140~210℃,车速15~50m/min;
26.步骤五:平幅洗褪整理,将步骤四中定好型的布料先穿入平幅洗褪整理生产系统的所述进布架,穿过呈v型布置的所述主动布料辊和所述从动布料辊后穿入呈倒v型布置的所述从动布料辊和所述洗褪抹布辊,所述分丝开幅辊处于洗褪抹布辊的进料前端,且处于布料的上方;若存在对应的多组所述抹布装置和所述洗褪液回收装置,布料则重复上述洗褪流程,最后经张力辊和从动布料辊进入透风架,由落布架落布,完成连续式的平幅洗褪整理;
27.步骤六:平幅中和,对应洗褪液的类型、选择中和药剂,用中和药剂对步骤五平幅洗褪整理后的布料进行中和水洗,去除掉布料上的残留物,进行中和时药剂的owf用量范围在1%~5%;
28.步骤七:酵洗,在步骤六平幅中和生产时,在平幅水洗机最后一个槽浸轧水洗酵素液、然后用a字架卷布,在a字架上将卷好的布卷进行连续的转动堆置,酵素液的用量范围在3~15g/l,平幅酵洗的堆置时间范围1~72小时,温度:20~25
°
,让布料与水洗酵素液充分地进行动态的反应,然后再进入平幅水洗机、进行3~6道的热水或冷水的水洗;
29.步骤八:平幅松式烘干,将步骤七酵洗后的布料,进行平幅松式烘干处理,平幅松式烘干时张力的控制工艺,后横竖向0张力、直向张力以控制到烘干后比烘干前的直向收缩率达到0~3%范围;
30.步骤九:定型,将步骤八烘干后的布料进行定型处理;
31.步骤十:拍打柔软整理,将步骤九定型后的布料,进行拍打柔软整理,以平幅状态对布料进行平幅的空气洗高速拍打的手感柔软整理,车速范围5~30m/min,温度范围:20~95℃;
32.步骤十一:预缩,将步骤十整理后的布料进行预缩整理,连续式平幅状生产出洗褪布料的成品布料。
33.优选的,在上述的一种生产洗褪颜色布料的方法中,步骤一中的布料选择布料纱线织造而成的针织牛仔布、仿牛仔风格的染色针织布、已经退浆处理的梭织牛仔布、完成染色工序的仿牛仔风格的梭织布或仿牛仔风格的染色无纺布;
34.选择相应纱线,纱线支数范围6~120s,选择针织、梭织或无纺进行织造而成的所需布料。
35.优选的,在上述的一种生产洗褪颜色布料的方法中,步骤六中采用的中和方式为连续喷洗,将布料以平幅状态进入平幅水洗机,经过1~3道加有草酸的水洗槽进行中和、然后再经过1~3道的热水或冷水的喷洗水洗。
36.经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种生产洗褪颜色布料的方法,能够以平幅状态洗褪布料颜色的加工方法,通过连续式高效率、高品质生产出水洗洗褪布料,且产出布料颜色质量稳定、水洗风格自然,大大减少水滴色花、皱痕条花、褪色不匀等问题的出现。
附图说明
37.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
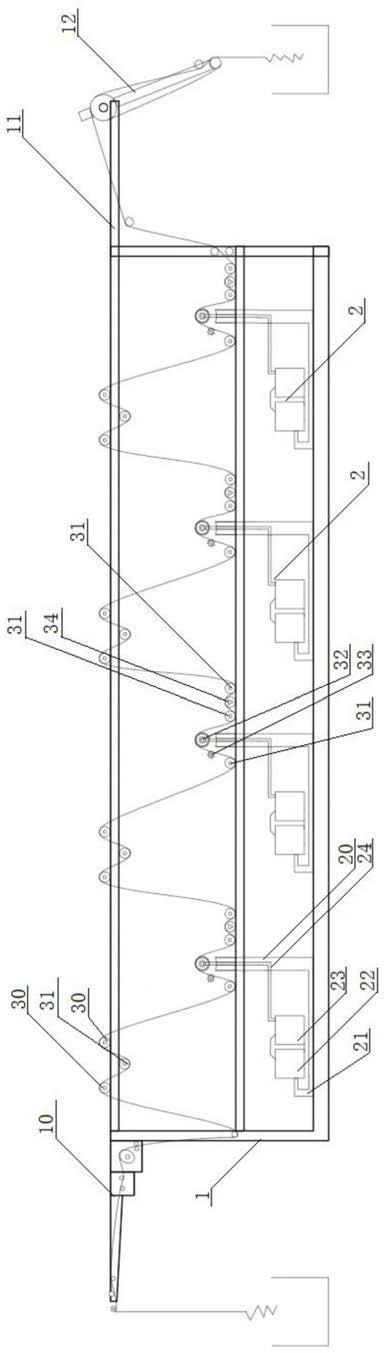
38.图1附图为本发明中洗褪颜色布料的生产系统的结构示意图;
39.图2附图为本发明中洗褪抹布辊的结构示意图;
40.图3附图为本发明中洗褪液回收装置的结构示意图;
41.图4附图为本发明中生产洗褪颜色布料的方法的流程图。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
44.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
45.实例1
46.请参阅附图1
‑
3为本发明的一种洗褪颜色布料的生产系统,包括:主架体1、抹布装置和洗褪液回收装置2;
47.主架体1的内部水平分隔为布料洗褪区和设备安装区,其顶部的两侧分别设置进布架10和透风架11,且透风架11的外侧设置落布架12;
48.抹布装置包括主动布料辊30、从动布料辊31、洗褪抹布辊32、分丝开幅辊33和张力辊34;主动布料辊30和从动布料辊31均设有多个,两个主动布料辊30与从动布料辊31呈v形布置在布料洗褪区的顶部且从动布料辊31处于下侧;洗褪抹布辊32与两个从动布料辊31呈倒v型布置在布料洗褪区的底部且洗褪抹布辊32处于顶部;分丝开幅辊33设置在洗褪抹布辊32的进布布料的上方;张力辊34和从动布料辊31并排设置在布料洗褪区的底部且处于洗
褪抹布辊32的后方;
49.洗褪液回收装置2设置在安装区内,其的输液管连接洗褪抹布辊32的进液口,其的洗褪液回收口与洗褪抹布辊32对应。
50.具体的,此方案中主动布料辊30、洗褪布料辊32、分丝开幅辊33和张力辊34为独立驱动,且布料采用主动方式喂入,从动布料辊31为被动方式转动,张力辊34上设置传感器,能够采集张力传感数据,用于调节主动布料辊30的入布速度,洗褪抹布辊32的转动速度v2与布料的前进速度为v1之间有速度差异、使饱吸洗褪液的外摩擦层323与布料之间通过相互摩擦抺褪布料上的部分颜色、实现洗褪的目的,独立传动的分丝开幅辊33,实现布料能平整地在洗褪抹布辊32上进行洗褪抹布整理;由于本发明发明的洗褪抹布辊32放置在布料的下层、分丝开幅辊33放置在布料的上层,当洗褪抹布辊32转动速度有停动或加速变化时,管内液体会垂直向下滴、不会造成布面上出现水滴色花质量问题,同时解决了平整度的问题。
51.为了进一步优化上述技术方案,洗褪抹布辊32为套管结构,由内至外依次包括入液管320、内层储液管321、中层储液管322和外摩擦层323;入液管320、内层储液管321、中层储液管322的侧壁均开有透液孔,入液管320固定连接,其一端与输液管连通,内层储液管321、中层储液管322的端部密封,且与入液管320转动连接,外摩擦层323覆盖在中层储液管322的外壁上。
52.具体的,在洗褪过程中,入液管320为固定安装,内层储液管321、中层储液管322和外摩擦层323同步转动。
53.具体的,入液管320可选用不锈钢空心管,管径范围在20~60mm,其管壁管壁开有规律且不规则排布的透液孔,透液孔的开孔数量按每平方米不锈钢空心管上开孔400~1600个,透液孔的开孔直径范围在2~6mm。
54.具体的,内层储液管321可选用不锈钢空心管,管径范围在50~100mm,其管壁上开有规律且不规则排布的透液孔,透液孔的开孔数量按每平方米不锈钢空心管上开孔200~800个,透液孔的开孔直径范围在3~6mm。
55.具体的,中层储液管322可选用pv管,管径范围在100~600mm,管壁开有规律且不规则排布的透液孔,透液孔的开孔数量按每平方米pv管上开孔300~900个,透液孔的开孔直径范围在5~10mm。
56.为了进一步优化上述技术方案,外摩擦层323的摩擦材料为粗麻绳,缠绕角度为20~70
°
。
57.具体的,缠绕角度优选为45
°
。
58.具体的,外摩擦层323的外表面凹凸不平,依靠粗麻绳与布面的连续摩擦,实现布面颜色的洗褪。
59.具体的,粗麻绳的直径范围在3mm~20mm之间。
60.具体的,外摩擦层323的花型可根据洗褪风格要求、利用常规纱线合股机或花式捻线机生产出股线再固定在中层储液管322上制成,通过花型变化可实现风格的变化,也可通过将外摩擦层编织交织出图案,布面与凸出来的位置摩擦、与凸面上的洗褪液助剂发生反应、从而形成所需的洗褪风格。
61.具体的,外摩擦层323固定在中层储液管322上的固定方法包括:
62.不锈钢金属螺丝固定法:不锈钢金属螺丝从外摩擦层323内部的中间附近位置穿
入外摩擦层323再固定在中层储液管322上,螺丝头平面低于外摩擦层323的外层、螺丝尾不能穿透中层储液管322且不能露在中层储液管322和内层储液管321之间;
63.高强力细丝绳固定法:高强力的细丝绳先穿入外摩擦层323内部、再穿入中层储液管322上相应位置上的透水孔穿到管内,然后从透水孔内穿出到管壁外,打结固定;按此方法将外摩擦层323一圈紧挨一圈地连续循环以一定角度缠绕在中层储液管322上,穿入外摩擦层323内的高强力丝绳不能直接接触布面;采用此种方案,外摩擦层323一圈紧挨一圈地缠绕在中层储液管322需要紧密紧挨,一圈与下一圈之间的间距范围在0.5~3mm,以确保中层储液管322中的洗褪液不能直接与布料接触、需要经过外摩擦层323再与布料接触。
64.为了进一步优化上述技术方案,布料的前进速度为v1,洗褪抹布辊32的转动速度为v2,v2的数值为v1的5%~95%。
65.为了进一步优化上述技术方案,抹布装置和洗褪液回收装置2均设有多组且依次对应安装。
66.具体的,抹布装置和洗褪液回收装置2优选为1~8组。
67.为了进一步优化上述技术方案,洗褪液回收装置2包括液体收集箱20、液体回流管21、液体过滤箱22、储液箱23、洗褪液输送管24;
68.液体收集箱20设置在洗褪抹布辊32的下方,通过液体回流管21连通液体过滤箱22,液体过滤箱22与储液箱23连通,储液箱23通过洗褪液输送管24与入液管320连通;
69.储液箱23连接有供液设备。
70.具体的,供液设备持续加入一定量的洗褪液原液到储液箱23内、加入的洗褪液原液数量等同于洗褪生产过程中已经消耗的洗褪液的量、即是确保储液箱23内的洗褪液量恒定。
71.为了进一步优化上述技术方案,洗褪液输送管24分别连接入液管320的两端,生产时通过洗褪液的输入管道将洗褪液从左右两端同时进入液管320内进行使用,防止进入入液管320内的洗褪液两端不均匀。
72.实例2
73.参阅附图4,为本发明的一种生产洗褪颜色布料的方法,平整洗褪系统采用实例1的生产系统,制备流程包括:
74.步骤一:布料选择,选择能够用于洗褪处理的布料;
75.步骤二:平幅配卷,将步骤一中的多匹布料以平幅状缝接连在一起,每个布车内装载布的匹数量范围在1~100匹,完成平幅配卷;
76.步骤三:平幅清洗除油,在平幅水洗机的前面1~4个料槽里加入2~8g/l的除油剂、后面1~3个料槽里加入清水,进行平幅清洗除油,将步骤二中布料造织布过程中产生的油剂清洗干净;
77.步骤四:湿布预定型,将步骤三中处理后的布料直接以湿布的状态上定型机,选择定型工艺生产,温度140~210℃,车速15~50m/min;
78.步骤五:平幅洗褪整理,将步骤四中定好型的布料先穿入平幅洗褪整理生产系统的进布架10,穿过呈v型布置的主动布料辊30和从动布料辊31后穿入呈倒v型布置的从动布料辊31和洗褪抹布辊32,分丝开幅辊33处于洗褪抹布辊32的进料前端,且处于布料的上方;若存在对应的多组抹布装置和洗褪液回收装置2,布料则重复上述洗褪流程,最后经张力辊
34和从动布料辊31进入透风架11,由落布架12落布,完成连续式的平幅洗褪整理;
79.步骤六:平幅中和,对应洗褪液的类型、选择中和药剂,用中和药剂对步骤五平幅洗褪整理后的布料进行中和水洗,去除掉布料上的残留物,进行中和时药剂的owf用量范围在1%~5%;
80.步骤七:酵洗,在步骤六平幅中和生产时,在平幅水洗机最后一个槽浸轧水洗酵素液、然后用a字架卷布,在a字架上将卷好的布卷进行连续的转动堆置,酵素液的用量范围在3~15g/l,平幅酵洗的堆置时间范围1~72小时,温度:20~25
°
,让布料与水洗酵素液充分地进行动态的反应,然后再进入平幅水洗机、进行3~6道的热水或冷水的水洗;
81.步骤八:平幅松式烘干,将步骤七酵洗后的布料,进行平幅松式烘干处理,平幅松式烘干时张力的控制工艺,后横竖向0张力、直向张力以控制到烘干后比烘干前的直向收缩率达到0~3%范围;
82.步骤九:定型,将步骤八烘干后的布料进行定型处理;
83.步骤十:拍打柔软整理,将步骤九定型后的布料,进行拍打柔软整理,以平幅状态对布料进行平幅的空气洗高速拍打的手感柔软整理,车速范围5~30m/min,温度范围:20~95℃;
84.步骤十一:预缩,将步骤十整理后的布料进行预缩整理,连续式平幅状生产出洗褪布料的成品布料。
85.具体的,中和药剂可选用草酸。
86.为了进一步优化上述技术方案,步骤一中的布料选择布料纱线织造而成的针织牛仔布、仿牛仔风格的染色针织布、已经退浆处理的梭织牛仔布、完成染色工序的仿牛仔风格的梭织布或仿牛仔风格的染色无纺布;
87.选择相应纱线,纱线支数范围6~120s,选择针织、梭织或无纺进行织造而成的所需布料。
88.为了进一步优化上述技术方案,步骤六中采用的中和方式为连续喷洗,将布料以平幅状态进入平幅水洗机,经过1~3道加有草酸的水洗槽进行中和、然后再经过1~3道的热水或冷水的喷洗水洗。
89.实例3
90.参阅附图4,为本发明的一种生产洗褪颜色布料的方法,以牛仔纱线织造而成的针织牛仔布为例,选用8组抹布装置和洗褪液回收装置2;
91.外摩擦层323是直径为20mm的粗麻绳,利用常规纱线合股机生产出股线再固定在中层储液管322上而制成,粗麻绳制成的摩擦材料固定在中层储液管上的缠绕角度为45
°
,采用实例1中不锈钢金属螺丝固定法,粗麻绳制成的摩擦材料一圈紧挨一圈地缠绕在外层储液管322时需要紧密紧挨,一圈与下一圈之间的间距为3mm;
92.入液管选用直径是20mm的不锈钢空心管,透液孔的开孔数量按每平方米不锈钢空心管上开孔400个,透液孔的开孔直径为6mm;
93.内层储液管321选用直径是50mm的不锈钢空心管,透液孔的开孔数量按每平方米不锈钢空心管上开孔200个,透液孔的开孔直径为6mm;
94.外层储液管322选用直径是100mm的pv管,透液孔的开孔数量按每平方米不锈钢空心管上开孔300个,透液孔的开孔直径为10mm;
95.v2的数值为v1的95%;
96.洗褪液优选高锰酸钾开稀液。
97.步骤一:布料选择,布料选择由牛仔纱线织造而成的针织牛仔布,布料组织规格为350g/m2的双层布、面层纱线为40s纯棉深蓝色针织牛仔纱、中间层为80s纯棉漂白纱、底层纱线为40s纯棉漂白纱,经过针织大圆机织出色织坯布;
98.步骤二:平幅配卷,将步骤一中织好的针织牛仔布,用针织开幅机开好幅、按订单数量将40匹需要洗褪整理的布料以平幅状缝接连在一起,完成平幅配卷;
99.步骤三:平幅清洗除油,然后在平幅水洗机的前面3个料槽里加入3g/l的高效除油剂、后面2个料槽里加入清水,进行平幅清洗除油,将针织织布过程中的油剂清洗干净;
100.步骤四:湿布预定型,将步骤三中处理后的针织布,直接以湿布的状态上定型机,选择正常的纯棉针织布的定型工艺生产,温度190℃,车速50m/min,定型生产时不能加入比如类似柔软剂等影响洗褪整理质量的化学助剂;
101.步骤五:平幅洗褪整理,将步骤四中定好型的布料先穿入平幅洗褪整理生产系统的进布架10,穿过呈v型布置的主动布料辊30和从动布料辊31后穿入呈倒v型布置的从动布料辊31和洗褪抹布辊32,分丝开幅辊33处于洗褪抹布辊32的进料前端,且处于布料的上方;本次选用8组抹布装置和洗褪液回收装置2,进行连续式的平幅洗褪整理,最后经张力辊34和从动布料辊31进入透风架11,由落布架12落布,完成平幅洗褪整理;
102.步骤六:平幅中和,选择草酸作为中和助剂,用草酸对经过步骤五平幅洗褪整理后的布料进行中和水洗,去除掉布料上的洗褪整理后的残留物,进行中和时草酸的owf用量为5%;将平幅洗褪整理好的布料以平幅状态进入平幅水洗机,经过3道加有草酸的水洗槽进行中和、然后再经过3道的热水或冷水的喷洗水洗;
103.步骤七:酵洗,在步骤六平幅中和生产时,在平幅水洗机最后一个槽浸轧水洗酵素液、然后用a字架卷布,在a字架上将卷好的布卷进行连续的转动堆置,酵素液的用量范围在15g/l,平幅酵洗的堆置时间范围72小时,温度:20~25
°
,让布料与水洗酵素液充分地进行动态的反应,然后再进入平幅水洗机、进行6道的热水或冷水的水洗;
104.步骤八:平幅松式烘干,将步骤七酵洗后的布料,进行平幅松式烘干处理,平幅松式烘干时张力的控制工艺,后横竖向0张力、直向张力以控制到烘干后比烘干前的直向收缩率达到3%范围;
105.步骤九:定型,将步骤八烘干后的布料在正常工艺条件下,利用定型机将布料的门幅做到工艺要求的150cm,克重做到350g/m2;
106.步骤十:拍打柔软整理,将步骤九定型后的布料,进行拍打柔软整理,以平幅状态对布料进行平幅的空气洗高速拍打的手感柔软整理,车速范围30m/min,温度为95℃,实现与成衣水洗整理效果更接近的布面外观和手感;
107.步骤十一:预缩,将步骤十整理后的布料进行预缩整理,连续式平幅状生产出洗褪布料的成品布料。
108.实例4
109.参阅附图4,为本发明的一种生产洗褪颜色布料的方法,以牛仔纱线织造而成的针织牛仔布为例,选用4组抹布装置和洗褪液回收装置2;
110.外摩擦层323是直径为3mm的粗麻绳,利用花式捻线机生产出股线再固定在定在中
层储液管322上而制成,粗麻绳制成的摩擦材料固定在中层储液管322上的缠绕角度为70
°
,采用实例1中的高强力细丝绳固定法;粗麻绳制成的摩擦材料一圈紧挨一圈地连续循环以一定角度缠绕在中层储液管322上,一圈与下一圈之间的间距为0.5mm;
111.入液管选用直径是40mm的不锈钢空心管,透液孔的开孔数量按每平方米不锈钢空心管上开孔600个,透液孔的开孔直径为4mm;
112.内层储液管321选用直径是75mm的不锈钢空心管,透液孔的开孔数量按每平方米不锈钢空心管上开孔500个,透液孔的开孔直径为4mm;
113.外层储液管322选用直径是400mm的pv管,透液孔的开孔数量按每平方米不锈钢空心管上开孔500个,透液孔的开孔直径为8mm;
114.v2的数值为v1的95%;
115.洗褪液优选高锰酸钾开稀液。
116.步骤一:布料选择,布料选择由仿牛仔风格的染色针织布,布料组织规格为350g/m2的双层布、面层纱线为21s纯棉深蓝色针织牛仔纱、底层纱线为450d涤纶网络丝,经过针织大圆机织出色织坯布;
117.步骤二:平幅配卷,将步骤一中织好的针织牛仔布,用针织开幅机开好幅、按订单数量将100匹需要洗褪整理的布料以平幅状缝接连在一起,完成平幅配卷;
118.步骤三:平幅清洗除油,然后在平幅水洗机的前面3个料槽里加入8g/l的高效除油剂、后面3个料槽里加入清水,进行平幅清洗除油,将针织织布过程中的油剂清洗干净;
119.步骤四:湿布预定型,将步骤三中处理后的针织布,直接以湿布的状态上定型机,选择正常的纯棉针织布的定型工艺生产,温度210℃,车速15m/min,定型生产时不能加入比如类似柔软剂等影响洗褪整理质量的化学助剂;
120.步骤五:平幅洗褪整理,将步骤四中定好型的布料先穿入平幅洗褪整理生产系统的进布架10,穿过呈v型布置的主动布料辊30和从动布料辊31后穿入呈倒v型布置的从动布料辊31和洗褪抹布辊32,分丝开幅辊33处于洗褪抹布辊32的进料前端,且处于布料的上方;本次选用4组抹布装置和洗褪液回收装置2,进行连续式的平幅洗褪整理,最后经张力辊34和从动布料辊31进入透风架11,由落布架12落布,完成平幅洗褪整理;
121.步骤六:平幅中和,选择草酸作为中和助剂,用草酸对经过步骤五平幅洗褪整理后的布料进行中和水洗,去除掉布料上的洗褪整理后的残留物,进行中和时草酸的owf用量为3%;将平幅洗褪整理好的布料以平幅状态进入平幅水洗机,经过3道加有草酸的水洗槽进行中和、然后再经过3道的热水或冷水的喷洗水洗;
122.步骤七:酵洗,在步骤六平幅中和生产时,在平幅水洗机最后一个槽浸轧水洗酵素液、然后用a字架卷布,在a字架上将卷好的布卷进行连续的转动堆置,酵素液的用量范围在10g/l,平幅酵洗的堆置时间范围48小时,温度:20~25
°
,让布料与水洗酵素液充分地进行动态的反应,然后再进入平幅水洗机、进行6道的热水或冷水的水洗;
123.步骤八:平幅松式烘干,将步骤七酵洗后的布料,进行平幅松式烘干处理,平幅松式烘干时张力的控制工艺,后横竖向0张力、直向张力以控制到烘干后比烘干前的直向收缩率达到2%范围;
124.步骤九:定型,将步骤八烘干后的布料在正常工艺条件下,利用定型机将布料的门幅做到工艺要求的150cm,克重做到300g/m2;
125.步骤十:拍打柔软整理,将步骤九定型后的布料,进行拍打柔软整理,以平幅状态对布料进行平幅的空气洗高速拍打的手感柔软整理,车速范围20m/min,温度范围:20~25
°
,实现与成衣水洗整理效果更接近的布面外观和手感;
126.步骤十一:预缩,将步骤十整理后的布料进行预缩整理,连续式平幅状生产出洗褪布料的成品布料。
127.实例5
128.参阅附图4,为本发明的一种生产洗褪颜色布料的方法,以牛仔纱线织造而成的针织牛仔布为例,选用2组抹布装置和洗褪液回收装置2;
129.外摩擦层323是直径为20mm的粗麻绳,利用常规纱线合股机生产出股线再固定在中层储液管322上而制成,粗麻绳制成的摩擦材料固定在中层储液管上的缠绕角度为45
°
,选用实例1中高强力细丝绳固定法;粗麻绳制成的摩擦材料一圈紧挨一圈地缠绕在中层储液管322时需要紧密紧挨,一圈与下一圈之间的间距为2mm;
130.入液管选用直径是40mm的不锈钢空心管,透液孔的开孔数量按每平方米不锈钢空心管上开孔600个,透液孔的开孔直径为4mm;
131.内层储液管321选用直径是75mm的不锈钢空心管,透液孔的开孔数量按每平方米不锈钢空心管上开孔500个,透液孔的开孔直径为4mm;
132.外层储液管322选用直径是400mm的pv管,透液孔的开孔数量按每平方米不锈钢空心管上开孔500个,透液孔的开孔直径为8mm;
133.v2的数值为v1的5%;
134.洗褪液优选高锰酸钾开稀液。
135.步骤一:布料选择,布料选择由仿牛仔风格的染色无纺布,布料染色时选择的染料在洗褪液的作用下颜色会发生变化;布料组织为全交叉结构的平纹,纤维规格选择1.67dtex*38mm木代尔纤维与煮漂好的纯棉纤维按各50%比例混纺,布料规格为60g/m2的水刺布;
136.步骤二:平幅配卷,将步骤一中织好的针织牛仔布,用针织开幅机开好幅、按订单数量将1匹需要洗褪整理的布料以平幅状缝接连在一起,完成平幅配卷;
137.步骤三:平幅清洗除油,然后在平幅水洗机的前面3个料槽里加入2g/l的高效除油剂、后面1个料槽里加入清水,进行平幅清洗除油,将针织织布过程中的油剂清洗干净;
138.步骤四:湿布预定型,将步骤三中处理后的针织布,直接以湿布的状态上定型机,选择正常的纯棉针织布的定型工艺生产,温度140℃,车速50m/min,定型生产时不能加入比如类似柔软剂等影响洗褪整理质量的化学助剂;
139.步骤五:平幅洗褪整理,将步骤四中定好型的布料先穿入平幅洗褪整理生产系统的进布架10,穿过呈v型布置的主动布料辊30和从动布料辊31后穿入呈倒v型布置的从动布料辊31和洗褪抹布辊32,分丝开幅辊33处于洗褪抹布辊32的进料前端,且处于布料的上方;本次选用8组抹布装置和洗褪液回收装置2,进行连续式的平幅洗褪整理,最后经张力辊34和从动布料辊31进入透风架11,由落布架12落布,完成平幅洗褪整理;
140.步骤六:平幅中和,选择草酸作为中和助剂,用草酸对经过步骤五平幅洗褪整理后的布料进行中和水洗,去除掉布料上的洗褪整理后的残留物,进行中和时草酸的owf用量为1%;将平幅洗褪整理好的布料以平幅状态进入平幅水洗机,经过3道加有草酸的水洗槽进
行中和、然后再经过3道的热水或冷水的喷洗水洗;
141.步骤七:酵洗,在步骤六平幅中和生产时,在平幅水洗机最后一个槽浸轧水洗酵素液、然后用a字架卷布,在a字架上将卷好的布卷进行连续的转动堆置,酵素液的用量范围在3g/l,平幅酵洗的堆置时间范围1小时,温度:20~25
°
,让布料与水洗酵素液充分地进行动态的反应,然后再进入平幅水洗机、进行6道的热水或冷水的水洗;
142.步骤八:平幅松式烘干,将步骤七酵洗后的布料,进行平幅松式烘干处理,平幅松式烘干时张力的控制工艺,后横竖向0张力、直向张力以控制到烘干后比烘干前的直向收缩率达到0%范围;
143.步骤九:定型,将步骤八烘干后的布料在正常工艺条件下,利用定型机将布料的门幅做到工艺要求的150cm,克重做到60g/m2;
144.步骤十:拍打柔软整理,将步骤九定型后的布料,进行拍打柔软整理,以平幅状态对布料进行平幅的空气洗高速拍打的手感柔软整理,车速范围5m/min,温度范围:20~25
°
,实现与成衣水洗整理效果更接近的布面外观和手感;
145.步骤十一:预缩,将步骤十整理后的布料进行预缩整理,连续式平幅状生产出洗褪布料的成品布料。
146.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
147.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1