一种免烫针织竹纤维面料及其制作方法与流程
1.本发明涉及纤维面料领域,特别涉及一种免烫针织竹纤维面料及其制作方法。
背景技术:
2.竹纤维材料天然绿色环保,抗菌抑菌功能,吸湿排汗,且改善了普通粘胶纤维的湿强力和染色性能,所以在男装衬衫面料领域得到了广泛的应用。但是目前市面上的常规产品有其一定的局限性,比如容易起皱需要经常打理熨烫,面料弹性较差,从而导致穿着舒适性一般。
3.本发明的目的:使制作而成的产品具有较好的视觉效果,免烫性能和抗菌效果,并且面料具备四面弹性提升穿着舒适度。
技术实现要素:
4.为了解决上述技术问题,本发明中披露了一种免烫针织竹纤维面料及其制作方法,本发明的技术方案是这样实施的:
5.一种免烫针织竹纤维面料的制作方法,步骤如下,
6.s1:采用50s竹纤维和40d
‑
70d聚酯纤维制备竹/涤混纺纱线,50s竹纤维质量占比为45%
‑
55%,剩余为40d~70d聚酯纤维,采用s捻加捻方法纺纱而成;
7.s2:制备50d聚酯纤维纱线和50d阳离子聚酯纤维纱线;
8.s3:取以上三种材料选用经平组织以竹/涤混纺纱线、50d阳离子聚酯纤维纱线、50d聚酯纤维纱线为abbc的排列方式送纱,每英寸32针;
9.s4:织好的面料在染色前预定型处理;
10.s5:前处理,预定型后的面料前皂洗处理;
11.s6:加白,面料进行染色前加白处理;
12.s7:染色,通过活性染料单独染阳离子纱线,使用分散染料对竹/涤混纺纱线进行染色,每次染色结束后进行还原清洗和酸洗,然后对竹/涤混纺纱线进行套色处理,套色处理后进行皂洗,然后添加柔软剂水洗;
13.s7:后处理,安排高抽风烘干;
14.s8:在恒温恒湿的车间进行定型。
15.优选地,所述s4步骤中织好的面料在升温至160度的定型机机上以30码/分钟的速度预定型。
16.优选地,所述s5步骤中的皂洗剂用量0.5g/l,温度98度,处理时间为10分钟。
17.优选地,所述s6步骤中h2o2(浓度27.5%)的用量为5g/l,皂洗剂用量为2.16g/l,纯碱用量为2g/l,渗透剂为1g/l,4bk用量为0.6g/l,温度105度,时间30分钟。
18.优选地,所述s6步骤中单独染阳离子纱线的染色温度95
‑
130度,染色压力2.5kg,先在130度的温度下染涤纶色,然后染缸中降温至90度染竹纤维部分,染色压力2.5kg,完成染色步骤的面料克重为150g。
19.优选地,所述s6步骤中还原清洗分为一次清洗和二次清洗;一次清洗中烧碱用量3g/l,保险粉用量2.5g/l,温度85度,时间20分钟;二次清洗中的首次清洗烧碱用量2.5g/l,保险粉用量2.5g/l,温度100度,时间15分钟,二次清洗烧碱用量2.5g/l,保险粉用量2.5g/l,温度85度,时间20分钟,酸洗的hac用量为2g/l,调整到ph值小于7为止。
20.优选地,所述s6步骤中皂洗的皂洗剂用量为1g/l;若包括二次皂洗,则第二次皂洗皂洗剂用量为0.5g/l;皂洗后添加柔软剂awg水洗,awg用量为20g/l,水洗中添加963抗静电剂,用量为1.5g/l。
21.优选地,所述s8步骤中车间温度20
‑
26度,相对湿度30%,染色完成的面料以40码/分钟的速度在升温至160度的定型机机上完成定型。
22.优选地,所述方法中的聚酯纤维均采用选用17gpa的材料,所述s1步骤中聚酯纤维捻系数为300
‑
320。
23.一种免烫针织竹纤维面料,采用一种免烫针织竹纤维面料的制作方法制成。
24.实施本发明的技术方案可解决现有技术中竹纤维面料穿着舒适度一般,弹性不够的技术问题;实施本发明的技术方案,可实现不易起皱,面料具备四面弹性、穿着舒适度高、兼具免烫性能和抗菌性能的技术效果。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一种实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
26.其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
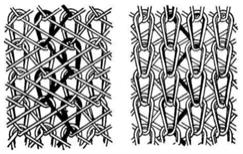
27.图1为不同纱线的交织方法示意图;
28.图2为通过不同交织方法得到的不同面料结构示意图。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例
31.在一种具体的实施例中,一种免烫针织竹纤维面料的制作方法,步骤如下,
32.采用50s竹纤维和40d
‑
70d聚酯纤维制备竹/涤混纺纱线;50s竹纤维质量占比为45%
‑
55%,剩余为40d
‑
70d聚酯纤维,采用s捻加捻方法纺纱而成,聚酯纤维捻系数为300
‑
320,因为有竹纤维的加入使得织物具有天然吸湿透气效果和一定的抗菌效果,捻系数越大,纱线的伸长率也会随着变大,从而使织物有更好的弹性。
33.制备50d聚酯纤维纱线和50d阳离子聚酯纤维纱线;虽然两者都为聚酯纤维原材
料,但是其染色性能有所区别:阳离子纱线在95
‑
105度左右即可完全稳定上色,普通的聚酯纤维纱线染色需要控制在125
‑
140度之间。所以通过不同纱线的交织方法再通过染色温度控制,变可以实线同个布底不同颜色交替的布面效果,如图1和图2所示。
34.取以上三种材料选用经平组织以竹/涤混纺纱线、50d阳离子聚酯纤维纱线、50d聚酯纤维纱线为abbc的排列方式送纱,每英寸32针,从而为未来染条纹颜色作为组织基础。本实施例中的聚酯纤维均采用选用17gpa的材料。织物组织设计选用经平组织,s1步骤中制备成的竹/涤混纺纱线所形成的线圈交替排列在相邻的两个纵行线圈中,并与各自邻行线圈相套。此组织可以达到20%
‑
180%的伸长率,且外力取消后可以恢复到之前织物菱形网眼形状。
35.织好的面料在升温至160度的定型机机上以30码/分钟的速度预定型。预定型的目的是为了平衡纤维捻度内应力,方便后续染色退浆处理。
36.前处理,预定型后的面料前皂洗处理;皂洗剂用量0.5g/l,温度98度,处理时间为10分钟。皂洗剂选用市面常用的皂洗剂即可。
37.加白,面料进行染色前加白处理;h2o2(浓度27.5%)的用量为5g/l,皂洗剂用量为2.16g/l,纯碱用量为2g/l,渗透剂为1g/l,4bk用量为0.6g/l,温度105度,时间30分钟。
38.对完成后的织胚进行前处理及染色;由于制成的织物有竹/涤混纺纱线和阳离子纱线,所以可以通过不同的染色温度控制,完成不同的染色效果。如果染条纹颜色,便可以在95
‑
105度左右单独染阳离子纱线,一次染色流程即可,多采用活性染料或者混合染料,压力2.5kg下(需要加压)进缸4小时变可染色完成;如果染纯色布底,需要先在95
‑
105度的温度下通过活性染料单独染阳离子纱线,然后缸体加温至125
‑
130度加入分散染料,从而使竹/涤混纺纱线染成相同的颜色,压力2.5kg下进缸需要8个小时左右以便让两次染色均匀稳定,染色步骤的面料克重为150g左右。染色具体工艺如下:
39.首先通过活性染料对阳离子纱线进行染色,然后通过分散染色工艺对竹/涤混纺纱线进行染色,分散染色等同常规工艺。分散染色时竹/涤混纺纱线中的竹纤维不会被染色,只有涤纤维会被染色,当分散染色结束后,分散结束,需测试浸泡牢度,色泣牢度,合格后方可套色,然后再采用套色工艺对竹纤维进行染色。每次染色均需要进行还原清洗。套色工艺同常规人棉染色工艺。
40.还原清洗分为一次清洗和二次清洗;红色系总用量大于2%时进行两次还原清洗其他色系用量大于3%时进行两次还原洗;一次清洗中烧碱用量3g/l,保险粉用量2.5g/l,温度85度,时间20分钟;二次清洗中的首次清洗烧碱用量2.5g/l,保险粉用量2.5g/l,温度100度,时间15分钟,二次清洗烧碱用量2.5g/l,保险粉用量2.5g/l,温度85度,时间20分钟,还原清洗后进行酸洗,调整ph值到7以下,酸洗的hac用量为2g/l。
41.最后进行皂洗。皂洗剂用量为1g/l;若包括二次皂洗,则第二次皂洗皂洗剂用量为0.5g/l;皂洗后添加柔软剂awg水洗,awg用量为20g/l,水洗中添加963抗静电剂,用量为1.5g/l。然后进行固色,因为天然纤维具有水溶性,因此采用固色工艺处理面料。
42.染色结束后面料比较湿润,因此对面料进行高吹风烘干,测试面料牢度、强力、外观合格后,方可进行定型。
43.最后在恒温恒湿的车间进行定型。车间保持温度在20
‑
26度,相对湿度30%,面料以40码/分钟的速度,在升温为160度的定型机机上完成定型。经过定型后的成品面料测试
后的洗水缩率在5%,熨烫缩率在3%。
44.免烫、抗菌性能检测方法及结果如下(以白色条纹肌理的衬衫为例):
45.免烫性能测试:
46.表1免烫性能测试参数及结果
[0047][0048]
抗菌性能:
[0049]
表2抗菌性能测试方法及结果
[0050][0051]
通过表1的测试结果可以得出,原材料为特殊定纺纱线,通过织物组织设计织造而成的此种竹纤维面料,在抗褶皱方面得到了较大的提升,并且在大身前后片等主要部位的免烫水平高于国标半级。而且市面上常见的免烫衬衫,为了保证免烫效果通常手感偏硬,缺乏弹性,本产品同时解决了以上2个痛点,并保持了较高的免烫性能。
[0052]
通过表2的测试结果可以得出,虽然本品纱线原材料通过了特殊结构设计及染色后整理工艺,但是成品后均保持了较好的抗菌效果,在洗涤十次乃至更多次后抗金黄色葡萄球菌的成功率仍在99%以上,保持了竹纤维的原始抗菌效果。
[0053]
与现有的竹纤维面料相比,本实施例的面料具有较强的抗皱性,符合gb/t18863
‑
2002免烫纺织品规定的免烫要求,并且衣服前,后片大身高国标0.5级,衣服接缝等部位符合国标标准等级;
[0054]
面料具有四面弹性,衣服的横向和纵向都有10%左右的伸长回复率,常见普通竹
纤维面料都为横向2%
‑
3%左右弹力而纵向无弹;
[0055]
面料具有很好的抗菌性能:染色过程中严格控制了温度,压力和时间参数,保持了面料的原始抗菌效果。
[0056]
需要指出的是,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1