一种光感变色纺织面料的制备方法与流程
1.本发明属于光感变色面料领域,具体涉及一种光感变色纺织面料的制备方法。
背景技术:
2.随着社会的发展,人们生活水平的不断提高,人们对于服装的功能性,舒适性和美感等提出了更为苛刻的要求。在衣服基本功能不变的基础上,人们越来越多的注重衣物附加功效,不断的研发衣服的新材料,利用适当的工艺将不同材料的各种功效添加到衣料中,增加了衣服的功能性。
3.光感变色纺织面料是指在太阳光或紫外光等光源的照射下颜色会发生变化的面料,当光线消失后又可逆的变回原来颜色。但是现有技术中制备光感变色面料的工艺一般为直接在面料上涂覆光感变色涂料或是在纺织丝线上浸渍光感变色涂料,面料涂覆的方法存在感光变色持久性不强、透气性不佳的缺点,而丝线浸渍的方法又存在丝线被变色浆料完全覆盖,影响其本身特性(例如柔软性、透气性)等缺点,也造成变色浆料的浪费。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供一种光感变色纺织面料的制备方法。
5.本发明通过以下技术方案来实现上述目的:
6.一种光感变色纺织面料的制备方法,包括以下制备步骤:
7.s1、将纤维丝张紧输送并对其表面进行静电发生处理,使得纤维丝表面的纤维鳞片呈炸开状态;
8.s2、将光感变色粉和喷雾胶水交替喷洒至纤维丝表面,光感变色粉和喷雾胶水被静电吸附于纤维鳞片表面及根系中;
9.s3、于纤维丝输出端进行捻线操作,得到由喷雾胶水粘接固定的带有光感变色粉的纤维线束,纤维线束干燥后进行纺织,得到光感变色纺织面料。
10.作为本发明的进一步优化方案,步骤s1中,采用捻纱机的导纱装置将若干根纤维丝进行张紧输送,纤维丝张紧输送过程中采用耙状的静电发生棒进行梳理,并在通电后对多根纤维丝进行静电处理。
11.作为本发明的进一步优化方案,步骤s2中,光感变色粉和喷雾胶水均采用耙状的喷洒管道进行喷洒,先喷洒光感变色粉,再喷洒喷雾胶水,重复0-2次;或先喷洒喷雾胶水,再喷洒光感变色粉,重复0-2次。
12.作为本发明的进一步优化方案,耙状的喷洒管道靠近纤维丝的底端侧壁上设置有扇形喷嘴,每根纤维丝均由两侧的扇形喷嘴包围喷洒。
13.作为本发明的进一步优化方案,步骤s2中所述的喷雾胶水为雾化后的uv胶,步骤s3中对纤维线束进行干燥时采用紫外线光固化。
14.作为本发明的进一步优化方案,在纤维线束进行紫外线光固化过程中,利用摄像
机和图像识别技术对纤维线束进行变色检测。
15.作为本发明的进一步优化方案,步骤s3中,对纤维丝进行捻线操作之前或之后,利用去静电设备进行去静电处理。
16.作为本发明的进一步优化方案,步骤s3中,于纤维丝输出端设置捻线机,采用捻线机对纤维丝进行多股合一股的捻线操作,纤维鳞片将喷雾胶水和光感变色粉包裹缠绕,喷雾胶水干燥后将光感变色粉固定于纤维丝内,得到纤维线束。
17.本发明的有益效果在于:
18.1)本发明通过对纤维丝进行静电处理,使其表面的限位鳞片呈炸开状态,接着再交替喷洒光感变色粉和喷雾胶水,利用静电吸附光感变色粉和喷雾胶水,最后加捻后制得光感变色纤维线束,能够使得光感变色粉与纤维丝全面牢固结合,提高面料感光变色的均匀度以及持久作用时间,并且也保持面料较好的透气性;
19.2)本发明通过在喷洒光感变色粉和喷雾胶水后,对纤维线束进行去静电处理,能够使得纤维丝表面的纤维鳞片收拢,使得光感变色粉和喷雾胶水被包裹,避免在后续纺织时受到外力影响致使光感变色粉脱落,保证光感变色均匀度和持久性;
20.3)本发明整个制备过程可以直接应用在丝线加捻之前的工序中,无需改变原有设备,直接加装静电发生棒、喷洒管道以及去静电设备即可,工艺设备均较为简单,成本较低。
附图说明
21.图1是本发明的整体结构示意图。
22.图2是本发明的喷洒管道主视图。
23.图中:1、捻纱机;2、静电发生棒;3、喷洒管道;31、扇形喷嘴。
具体实施方式
24.下面结合附图对本技术作进一步详细描述,有必要在此指出的是,以下具体实施方式只用于对本技术进行进一步的说明,不能理解为对本技术保护范围的限制,该领域的技术人员可以根据上述申请内容对本技术作出一些非本质的改进和调整。
25.在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;在本发明的描述中,除非另有说明,“多个”、“若干”的含义是两个或两个以上。
26.实施例1
27.一种光感变色纺织面料的制备方法,包括以下制备步骤:
28.s1、采用捻纱机1的导纱装置将若干根纤维丝进行张紧输送,纤维丝张紧输送过程中采用耙状的静电发生棒2进行梳理,并在通电后对多根纤维丝进行静电处理,使得纤维丝表面的纤维鳞片呈炸开状态;
29.s2、采用耙状的喷洒管道3将光感变色粉和喷雾胶水交替喷洒至纤维丝表面,光感变色粉和喷雾胶水被静电吸附于纤维鳞片表面及根系中,再利用除静电装置进行去静电处理;其中,先喷洒光感变色粉,再喷洒喷雾胶水,喷雾胶水为雾化后的uv胶;耙状的喷洒管道
3靠近纤维丝的底端侧壁上设置有扇形喷嘴31,每根纤维丝均由两侧的扇形喷嘴31包围喷洒,具体如图1-2所示;
30.s3、于纤维丝输出端设置捻线机,采用捻线机对纤维丝进行多股合一股的捻线操作,纤维鳞片将喷雾胶水和光感变色粉包裹缠绕,得到由喷雾胶水粘接固定的带有光感变色粉的纤维线束,采用紫外线光固化工艺将纤维线束干燥,喷雾胶水干燥后将光感变色粉固定于纤维丝内,在光固化期间,利用摄像机和图像识别技术对纤维线束进行变色检测;
31.s4、将干燥后的纤维线束采用纺织设备进行纺织,得到光感变色纺织面料。
32.实施例2
33.本实施例与实施例1基本相同,不同的是,步骤s2中,先喷洒光感变色粉,再喷洒喷雾胶水,重复1次。
34.实施例3
35.本实施例与实施例1基本相同,不同的是,步骤s2中,先喷洒光感变色粉,再喷洒喷雾胶水,重复2次。
36.实施例4
37.本实施例与实施例2基本相同,不同的是,步骤s2中,先喷洒喷雾胶水,再喷洒光感变色粉,重复1次。
38.实施例5
39.本实施例与实施例2基本相同,不同的是,对纤维丝进行捻线操作后,再利用去静电设备进行去静电处理。
40.对比例1
41.本对比例与实施例2基本相同,不同的是本对比例不对纤维丝进行静电处理,直接将光感变色粉和喷雾胶水喷洒于纤维丝表面。
42.对比例2
43.本对比例与实施例2基本相同,不同的是不喷洒喷雾胶水,直接将光感变色粉喷洒于静电处理后的纤维丝表面,最后采用烘干机干燥纤维线束。
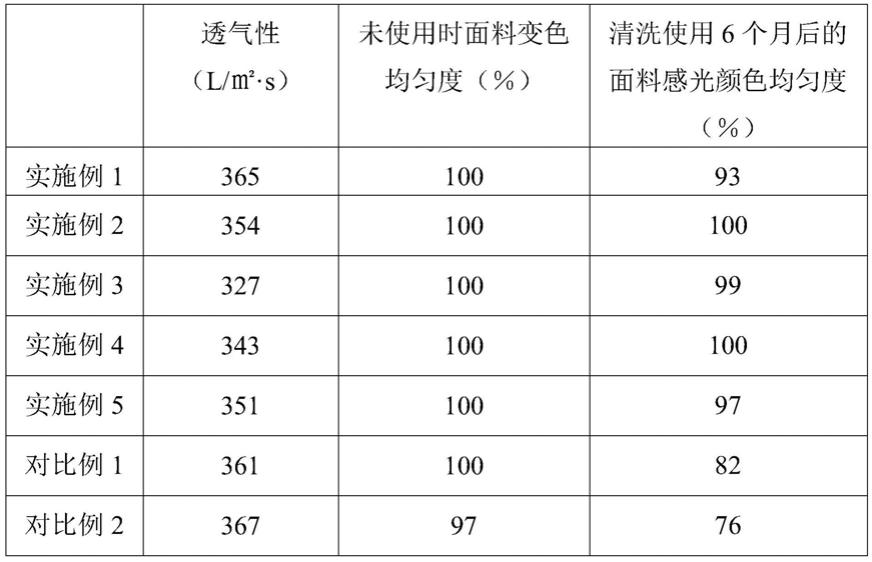
44.将本实施例1-5和对比例1-2制得的光感变色面料的光感变色性能进行比较,得到以下数据:
[0045][0046]
由上表可知,本发明通过在制备光感变色面料时对纤维丝进行静电处理,使其表面的限位鳞片呈炸开状态,接着再交替喷洒光感变色粉和喷雾胶水,利用静电吸附光感变色粉和喷雾胶水,最后加捻后制得光感变色纤维线束,能够使得光感变色粉与纤维丝全面牢固结合,提高面料感光变色的均匀度以及持久作用时间,交替喷洒光感变色粉和喷雾胶水0-1次时,不会过于降低面料透气性。
[0047]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1