一种全自动智能编织机的制作方法
1.本实用新型涉及针织品绕线成型技术领域,尤其涉及一种全自动智能编织机。
背景技术:
2.网状针织品,如鞋子上的网面,在制作成型时,需要先将相应的线材缠绕成所需求的形状构造,然后,再将其热压成型。而现有的将相应线材缠绕成型的机构,大多采用机械手自动夹线绕线的方式,设计复杂,且占用空间较大、绕线效率不高、制造成本较高,经济效益较低。
3.另外,现在的技术工艺中,编织和热压是在不同的工位中操作,存在效率提升的空间。
技术实现要素:
4.本实用新型的目的是提供一种全自动智能编织机,该设备将纱线上料装置、绕线装置、模具装置、压制成型装置集成于一体,可实现上料、绕线成型、热压成型的一整套流程,自动化程度高、工作效率高,且可节约人工成本。
5.为实现上述目的,采用以下技术方案:
6.一种全自动智能编织机,包括纱线上料装置、布置于纱线上料装置一侧的绕线装置、布置于绕线装置下方的模具装置、布置于绕线装置上方的压制成型装置,其中:
7.所述模具装置具有用于承载放置于其上的产品的、可拆卸的固定板和加热板,所述加热板从所述固定板的中空区域中穿过,且所述固定板上还设有若干环绕柱;
8.所述绕线装置可在x轴、y轴和z轴方向上移动,用于将所述纱线上料装置上的不同颜色的纱线按预定的轨迹缠绕于所述环绕柱上;
9.所述压制成型装置用于在所述绕线装置绕线完成后,将缠绕于所述环绕柱上的纱线下压以使产品被所述加热板热压成型。
10.进一步的,所述纱线上料装置包括线料安装架、布置于所述线料安装架一侧的绕线防断机构,以及靠近所述绕线防断机构布置的纱线取放机构;所述线料安装架上设置有若干缠绕有纱线的纱线筒,所述纱线取放机构包括若干绕线头模组,且每一所述绕线头模组对应一纱线筒布置;所述纱线筒上的纱线依次穿过所述绕线防断机构和所述绕线头模组布置,所述绕线装置用于移载所述绕线头模组以将纱线缠绕于环绕柱上。
11.进一步的,所述绕线防断机构包括防断安装架,以及安装于防断安装架上的对应每一纱线筒、绕线头模组布置的一张力器。
12.进一步的,所述绕线防断机构还包括设置于所述防断安装架和所述线料安装架之间的送线过渡导线板,所述送线过渡导线板上具有与每一个所述纱线筒一一对应的导向孔,所述纱线筒的纱线依次穿过所述导向孔、所述张力器和所述绕线头模组布置。
13.进一步的,所述纱线取放机构具体包括固定架、安装于所述固定架一侧的第一电磁铁组件,以及布置于所述第一电磁铁组件上的绕线头模组,其中,所述绕线头模组为磁吸
绕线头。
14.进一步的,所述绕线装置包括第一平移机构、垂直第一平移机构布置并与其滑动连接的第二平移机构、垂直第二平移机构布置并与其滑动连接的第一升降机构,以及安装于第一升降机构上的第二电磁铁组件。
15.进一步的,所述模具装置还包括脱料板,所述脱料板覆盖于所述固定板上,其具有与所述加热板对应的中空区域,以及具有供所述环绕柱通过的通孔。
16.进一步的,所述模具装置还包括下压组件,所述下压组件设置于所述脱料板的一侧,其具有下压块和驱动所述下压块旋转下压至所述脱料板的回旋紧压气缸。
17.进一步的,所述压制成型装置包括第二升降机构,以及与第二升降机构连接的、位于所述固定板上方的压板;所述压板的底部与所述固定板上的若干所述环绕柱的对应处还开设有若干避让孔。
18.进一步的,所述纱线上料装置、所述绕线装置、所述模具装置、所述压制成型装置均布置于一平台上。
19.采用上述方案,本实用新型的有益效果是:
20.1)将纱线上料装置、绕线装置、模具装置、压制成型装置集成于一体,可实现上料、绕线成型、热压成型等一整套流程,在编织结束后,直接将压板下压完成热压过程,自动化程度高、工作效率高,且可节约人工成本,同时,该设备整体设计合理、使用方便,且可通过更改不同的绕线轨迹和更换不同的固定板,进而可生产不同形状构造的针织品,泛用性强;
21.2)磁吸绕线头与第一电磁铁组件磁吸式连接,绕线装置通过第二电磁铁组件即可吸取不同的磁吸绕线头以完成不同阶段的绕线工序,使用方便,同时,还设有绕线防断机构,在绕线时,可避免纱线断开,保证纱线出线的连续性。
附图说明
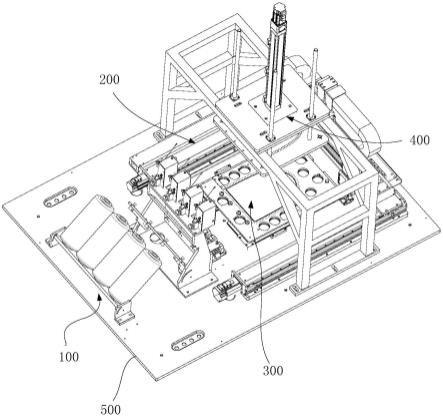
22.图1为本实用新型实施例的结构示意图;
23.图2为图1省却压制成型装置的结构示意图;
24.图3为本实用新型实施例的纱线上料装置的结构示意图;
25.图4为本实用新型实施例的绕线装置的结构示意图;
26.图5为本实用新型实施例的模具装置的爆炸结构示意图;
27.图6为本实用新型实施例的压制成型装置的结构示意图。
28.其中,附图标识说明:
29.100、纱线上料装置;110、线料安装架;111、纱线筒;120、绕线防断机构;121、防断安装架;122、张力器;123、送线过渡导线板;1231、导向孔;130、纱线取放机构;131、绕线头模组;132、固定架;133、第一电磁铁组件;140、夹持组件;141、夹持气缸;142、夹持瓜;200、绕线装置;210、第一平移机构;220、第二平移机构; 230、第一升降机构;240、第二电磁铁组件;300、模具装置;310、固定板;311、环绕柱;320、加热板;330、脱料板;331、通孔;340、下压组件;341、下压块;342、回旋紧压气缸;350、基板;400、压制成型装置;410、第二升降机构;420、压板;421、避让孔;430、机架;500、平台。
具体实施方式
30.以下结合附图和具体实施例,对本实用新型进行详细说明。
31.参照图1至2所示,本实用新型提供一种全自动智能编织机,包括纱线上料装置100、布置于纱线上料装置100一侧的绕线装置200、布置于绕线装置200下方的模具装置300、布置于绕线装置200上方的压制成型装置400,其中:
32.模具装置300具有用于承载放置于其上的产品的、可拆卸的固定板310和加热板320,加热板320从固定板310的中空区域中穿过,且固定板310上还设有若干环绕柱 311;
33.绕线装置200可在x轴、y轴和z轴方向上移动,用于将纱线上料装置100上的不同颜色的纱线按预定的轨迹缠绕于环绕柱311上;
34.压制成型装置400用于在绕线装置200绕线完成后,将缠绕于环绕柱311上的纱线下压以使产品被加热板320热压成型。
35.在一实施例中,如图3所示,纱线上料装置100包括线料安装架110、布置于线料安装架110一侧的绕线防断机构120,以及靠近绕线防断机构120布置的纱线取放机构 130;线料安装架110上设置有若干缠绕有纱线的纱线筒111,纱线取放机构130包括若干绕线头模组131,且每一绕线头模组131对应一纱线筒111布置;纱线筒111上的纱线依次穿过绕线防断机构120和绕线头模组131布置,绕线装置200用于移载绕线头模组131以将纱线缠绕于环绕柱311上。其中,线料安装架110用于提供上料的纱线筒111,纱线筒111中的纱线穿过绕线防断机构120的缓冲后,固定在绕线头模组131中。
36.其中,绕线防断机构120包括防断安装架121,以及安装于防断安装架121上的对应每一纱线筒111、绕线头模组131布置的一张力器122。张力器122可提供松紧力,避免纱线断线或松线。
37.在一实施例中,请继续参阅图3,绕线防断机构120还包括设置于防断安装架121 和线料安装架110之间的送线过渡导线板123,送线过渡导线板123上具有与每一个纱线筒111一一对应的导向孔1231,纱线筒111的纱线依次穿过导向孔1231、张力器122 和绕线头模组131布置。规整纱线从纱线筒111到张力器122之间的路径,避免相互缠线。另外,导向孔1231可以由陶瓷件构成,由于陶瓷外面光滑,可以避免纱线被磨损。
38.在一实施例中,请继续参阅图3,纱线取放机构130具体包括固定架132、安装于固定架132一侧的第一电磁铁组件133,以及布置于第一电磁铁组件133上的绕线头模组131,其中,绕线头模组131为磁吸绕线头。即,在不使用磁吸绕线头时,磁吸绕线头可吸附在第一电磁铁组件133上。
39.在一实施例中,请继续参阅图3,在固定架132和模具装置300之间,还设置有夹持组件140,夹持组件140包括有夹持气缸141和夹持瓜142,其中,夹持瓜142具有相切的两部分,用于将纱线剪断。
40.在一实施例中,请参阅图4,绕线装置200包括第一平移机构210、垂直第一平移机构210布置并与其滑动连接的第二平移机构220、垂直第二平移机构220布置并与其滑动连接的第一升降机构230,以及安装于第一升降机构230上的第二电磁铁组件240。即,用于吸附上述实施例中的磁吸绕线头的第二电磁铁组件240,可以在第一升降机构 230的驱动上,沿着z轴移动,第一升降机构230可以在第二平移机构220的驱动下,沿着y轴移动,第二平移机构220可在第一平移机构210的驱动下,沿着x轴移动,以使得实现将纱线上料装置100上
的不同颜色的纱线按预定的轨迹缠绕于环绕柱311 上。
41.在一实施例中,请参阅图5,模具装置300还包括脱料板330,脱料板330覆盖于固定板310上,其具有与加热板320对应的中空区域,以及具有供环绕柱311通过的通孔331。其中,纱线被缠绕后热压成产品,需要将产品取出,因此,设置脱料板330,纱线在脱料板330上成型,将脱料板330取下,便可以一同将产品取下,提高工作效率。
42.作为补充的,模具装置300还包括下压组件340,下压组件340设置于脱料板330 的一侧,其具有下压块341和驱动下压块341旋转下压至脱料板330的回旋紧压气缸 342。由于脱料板330和固定板310为可拆卸式的,设置下压组件340,在工作时压紧脱料板330和固定板310,避免松动。
43.在一实施例中,请参阅图6,压制成型装置400包括第二升降机构410,以及与第二升降机构410连接的、位于固定板310上方的压板420;压板420的底部与固定板310 上的若干环绕柱311的对应处还开设有若干避让孔421。由第二升降机构410带动压板 420做下压动作。
44.在一实施例中,请继续参阅图1,纱线上料装置100、绕线装置200、模具装置300、压制成型装置400均布置于一平台500上。
45.本实用新型工作原理:在初始状态下,将纱线筒111安装在线料安装架110上,取下纱线线头,逐一穿过导向孔1231、张力器122和磁吸绕线头,绕线装置200中的第二电磁铁组件240吸取磁吸绕线头,将纱线按预设的轨迹缠绕于模具装置300的环绕柱311 上。
46.绕线完成后,模具装置300的加热板320加热,压制成型装置400的压板420下压,以使产品成型。
47.取下脱料板330。
48.通过以上实施例得知,本实用新型的有益效果是:
49.将纱线上料装置100、绕线装置200、模具装置300、压制成型装置400集成于一体,可实现上料、绕线成型、热压成型等一整套流程,在编织结束后,直接将压板420下压完成热压过程,自动化程度高、工作效率高,且可节约人工成本,同时,该设备整体设计合理、使用方便,且可通过更改不同的绕线轨迹和更换不同的固定板310,进而可生产不同形状构造的针织品,泛用性强;
50.磁吸绕线头与第一电磁铁组件133磁吸式连接,绕线装置200通过第二电磁铁组件 240即可吸取不同的磁吸绕线头以完成不同阶段的绕线工序,使用方便,同时,还设有绕线防断机构120,在绕线时,可避免纱线断开,保证纱线出线的连续性。
51.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1