一种生活垃圾焚烧炉渣制砖用成型装置的制作方法
[0001]
本实用新型涉及机械设备技术领域,具体为一种生活垃圾焚烧炉渣制砖用成型装置。
背景技术:
[0002]
目前,垃圾焚烧炉是焚烧处理垃圾的设备,垃圾在炉膛内燃烧,变为废气进入二次燃烧室,在燃烧器的强制燃烧下燃烧完全,再进入喷淋式除尘器,除尘后经烟囱排入大气;垃圾焚烧炉由垃圾前处理系统、焚烧系统、烟雾生化除尘系统及煤气发生炉(辅助点火焚烧)四大系统组成,集自动送料、分筛、烘干、焚烧、清灰、除尘、自动化控制于一体。
[0003]
但是,现有的生活垃圾焚烧炉渣制砖用成型装置存在的成型效果差,费时费力,缺乏灵活性,成型效率低,且抗噪性差的问题。
技术实现要素:
[0004]
为了解决上述技术问题,本实用新型提供一种生活垃圾焚烧炉渣制砖用成型装置以解决现有的生活垃圾焚烧炉渣制砖用成型装置存在的成型效果差,费时费力,缺乏灵活性,成型效率低,且抗噪性差的问题。
[0005]
一种生活垃圾焚烧炉渣制砖用成型装置,包括辅助成型模具、成型吸水孔,烘干盘、驱动转轴、电机、成型修整组件、支臂、旋转扣、滑动臂、烘干泵、烘干导管、蓄电池、机箱、控制面板、抗噪底座和滚轮,所述辅助成型模具的内侧设置有成型吸水孔,所述辅助成型模具的上部设置有成型修整组件,且成型修整组件的上端连接设置有旋转扣,所述旋转扣连接设置在支臂上,所述支臂滑动连接在滑动臂的内侧,所述辅助成型模具的下部设置有烘干盘,所述烘干盘的下部连接驱动转轴的一端,所述驱动转轴的另一端驱动连接电机,所述电机的右侧电性连接烘干泵,所述烘干泵通过烘干导管可连接烘干盘的内部,所述电机、烘干泵均与蓄电池电性连接,且均设置在机箱的内部,所述机箱的左侧电性连接有控制面板,所述机箱的下部通过抗噪底座连接滚轮。
[0006]
优选的,所述成型修整组件包括成型修整打磨块、刮片和位移传感器,所述成型修整打磨块的外周连接设置有刮片,且成型修整打磨块内置有位移传感器。
[0007]
优选的,所述滑动臂的内侧设置有滑槽,表面设置有刻度线,且滑动臂的下端通过烘干泵气动连接。
[0008]
优选的,所述烘干盘的内侧设置有通孔,所述通孔与烘干盘表面的干燥孔连通。
[0009]
优选的,所述烘干泵上设置有烘干阀。
[0010]
优选的,所述控制面板内置有控制器,且控制器为plc控制器。
[0011]
优选的,所述抗噪底座的内部设置有弹簧垫。
[0012]
与现有技术相比,本实用新型的有益效果是:通过辅助成型模具、成型吸水孔、成型修整组件、滑动臂和烘干泵的配合设置,有利于提高综合成型效果,省时省力,使得加强了灵活性,提高成型效率,节能降噪,从而达到最佳成型效果。
附图说明
[0013]
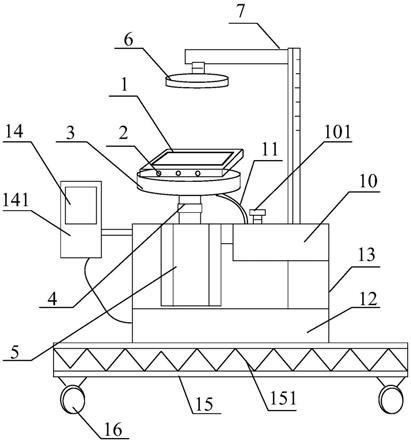
图1为本实用新型提出的一种生活垃圾焚烧炉渣制砖用成型装置示意图;
[0014]
图2为本实用新型提出的成型修整组件的结构示意图;
[0015]
图3为本实用新型提出的烘干盘的结构示意图。
[0016]
图中:辅助成型模具1、成型吸水孔2,烘干盘3、干燥孔31、通孔32、驱动转轴4、电机5、成型修整组件6、成型修整打磨块61、刮片62、位移传感器63、支臂7、旋转扣8、滑动臂9、烘干泵10、烘干阀101、烘干导管11、蓄电池12、机箱13、控制面板14、控制器141、抗噪底座15、弹簧垫151、滚轮16。
具体实施方式
[0017]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0018]
请参阅图1-图3,本实用新型提供一种技术方案:一种生活垃圾焚烧炉渣制砖用成型装置,包括辅助成型模具1、成型吸水孔2,烘干盘3、驱动转轴4、电机5、成型修整组件6、支臂7、旋转扣8、滑动臂9、烘干泵10、烘干导管11、蓄电池12、机箱13、控制面板14、抗噪底座15和滚轮16,所述辅助成型模具1的内侧设置有成型吸水孔2,所述辅助成型模具1的上部设置有成型修整组件6,且成型修整组件6的上端连接设置有旋转扣8,所述旋转扣8连接设置在支臂7上,所述支臂7滑动连接在滑动臂9的内侧,所述辅助成型模具1的下部设置有烘干盘3,所述烘干盘3的下部连接驱动转轴4的一端,所述驱动转轴4的另一端驱动连接电机5,所述电机5的右侧电性连接烘干泵10,所述烘干泵10通过烘干导管11可连接烘干盘3的内部,所述电机5、烘干泵10均与蓄电池12电性连接,且均设置在机箱13的内部,所述机箱13的左侧电性连接有控制面板14,所述机箱13的下部通过抗噪底座15连接滚轮16,所述成型修整组件6包括成型修整打磨块61、刮片62和位移传感器63,所述成型修整打磨块61的外周连接设置有刮片62,且成型修整打磨块61内置有位移传感器63,所述滑动臂9的内侧设置有滑槽,表面设置有刻度线,且滑动臂9的下端通过烘干泵10气动连接,所述烘干盘3的内侧设置有通孔32,所述通孔32与烘干盘3表面的干燥孔31连通,所述烘干泵10上设置有烘干阀101,所述控制面板14内置有控制器141,且控制器141为plc控制器,所述抗噪底座15的内部设置有弹簧垫151。
[0019]
工作原理:本实用新型工作时,外连接输送带生产线工作,在电机5与蓄电池12的供电下,利用辅助成型模具1与烘干盘3的配合作用下,放置待成型的炉渣,利用驱动转轴4与电机5的驱动下,带动烘干盘3高速旋转,通过烘干泵10、烘干阀101与烘干导管11的高效烘干配合下,利用成型吸水孔2、干燥孔31与通孔32的配合干燥成型,通过位移传感器63、支臂7、旋转扣8与滑动臂9的配合带动成型修整打磨块61与刮片62的辅助修整工作,同时利用控制面板14与控制器141进行设置与操控,使得提高综合成型效率,达到最佳成型成型效果。
[0020]
对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新
型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1