一种异形边石膏板的倒边装置的制作方法
1.本发明涉及石膏板生产技术领域,具体涉及一种异形边石膏板的倒边装置。
背景技术:
2.在石膏板生产过程中,需要对石膏板的边沿进行倒边,一般的采用增厚传输皮带的方式打磨石膏板的侧边以形成楔形的截面结构,在安装时,采用接缝纸带密封的方式拼接。
3.但现有的安装过程较为复杂,而且在使用过程中,石膏板接缝容易受潮开裂,无法保持长久。为了提升石膏板安装的便捷性和使用持久性,现改进石膏板的倒边,采用v形的异形边,石膏板一侧外凸,另一侧内凹,在拼接时可以无缝拼接。
4.但目前市场上仍大多采用传统的石膏板,而异形边石膏板则暂时未大规模推广使用,相应地,生产异形边石膏板的工具相对缺乏;因此在生产石膏板的过程中,缺少一种能够快速有效地将石膏板的边沿打磨成v形边的装置以满足生产需求。
技术实现要素:
5.本发明的目的在于提供一种异形边石膏板的倒边装置,以解决现有技术中多缺少一种能够快速有效地将石膏板的边沿打磨成v形边的装置以满足生产需求的技术问题。
6.为解决上述技术问题,本发明具体提供下述技术方案:
7.一种异形边石膏板的倒边装置,包括输送机构、切边机构和倒边机构,通过所述输送机构将成型后的石膏板输送至所述倒边机构,所述切边机构切割所述石膏板的两侧以形成规则的板边,所述倒边机构设置在所述输送机构的两侧以使所述石膏板倒边为v形边;
8.所述倒边机构设置有异形辊轮和v型打磨带,所述异形辊轮设置在所述输送机构的两侧以驱动所述v型打磨带转动,所述v型打磨带的表面与所述石膏板的侧边相抵触以打磨所述石膏板为v形边。
9.作为本发明的一种优选方案,所述输送机构包括机架、第一驱动电机、输送带和纠偏组件,所述第一驱动电机与所述输送带设置在所述机架上,所述第一驱动电机驱动所述输送带运输成型后的所述石膏板,所述纠偏组件设置在所述输送带的两侧以纠正所述石膏板的移动轨迹。
10.作为本发明的一种优选方案,所述纠偏组件包括固定横杆和导轮,所述固定横杆设置在所述输送带的上方且垂直于所述石膏板的移动方向,所述导轮分别设置在所述固定横杆的两端以贴合所述石膏板的侧边;
11.其中,设置有若干个所述纠偏组件并沿所述输送带的方向间隔排列以纠正所述石膏板的移动轨迹。
12.作为本发明的一种优选方案,所述切边机构对称设置在所述输送带的两侧以切除所述石膏板两侧的多余部分,所述切边机构包括第二驱动电机、导线轮和切割线,所述第二驱动电机和所述导线轮设置在机架上,所述导线轮设置有两个且分别设置在所述石膏板的
上、下侧,所述切割线设置在所述导线轮上并穿过所述石膏板以切除侧边。
13.作为本发明的一种优选方案,所述异形辊轮包括外凸辊轮与内凹辊轮,所述外凸辊轮设置有若干个,所述v型打磨带套设在所述外凸辊轮上以形成外凸的v型打磨边,所述v型打磨带抵触于所述石膏板的一侧侧边以打磨侧边为内凹的v形边;
14.所述内凹辊轮设置有若干个,所述v型打磨带套设在所述内凹辊轮上以形成内陷的v型打磨边,所述v型打磨带抵触于所述石膏板的另一侧侧边以打磨侧边为外凸的v形边。
15.作为本发明的一种优选方案,所述v型打磨带的线速度方向与所述石膏板的移动方向相反以使所述石膏板形成有效倒边。
16.作为本发明的一种优选方案,还包括倒边过渡机构,所述倒边过渡机构用以对所述石膏板的侧边预打磨以使倒边过程平滑过渡,所述倒边过渡机构设置在所述倒边机构的前方以先于所述倒边机构接触所述石膏板,所述倒边过渡机构沿所述石膏板的运动轨迹方向逐步增加进给量以使所述石膏板的侧边的打磨量呈线性增加。
17.作为本发明的一种优选方案,所述倒边过渡机构包括打磨轮组件和第三驱动电机,所述第三驱动电机用以驱动所述打磨轮组件转动以为所述石膏板预打磨,所述打磨轮组件包括外凸打磨轮与内凹打磨轮,所述外凸打磨轮与所述内凹打磨轮分别与所述石膏板的一侧侧边相抵触以预打磨板边,所述外凸打磨轮与所述内凹打磨轮对称设置在所述石膏板的两侧以使所述石膏板两侧的预打磨量一致。
18.作为本发明的一种优选方案,所述打磨轮组件设置有多组,多组所述打磨轮组件沿所述石膏板的移动轨迹排列,其中,沿所述石膏板的移动方向,每一组所述打磨轮组件中的所述外凸打磨轮与所述内凹打磨轮的间距逐渐缩小以增加对所述石膏板的打磨量。
19.作为本发明的一种优选方案,还包括集尘组件,所述集尘装置用于收集所述石膏板打磨后的粉尘,所述集尘组件包括吸风口、集尘箱和风机,所述吸风口设置在所述倒边过渡机构与所述倒边机构的下方,所述吸风口、集尘箱与吸风口依次连接以收集石膏板打磨后的粉尘。
20.本发明与现有技术相比较具有如下有益效果:
21.本发明在生产石膏板异形边时,设置有倒边机构,倒边机构包括异形辊轮和v型打磨带,能够与石膏板的侧边接触,同时v型打磨带的线速度方向与石膏板的移动方向相反,从而对石膏板的侧边形成有效打磨。
22.为了保证打磨过程的平滑过渡,还设置有倒边过渡机构,倒边过渡机构设置了多组打磨轮组件,打磨轮组件中的外凸打磨轮和内凹打磨轮沿着石膏板的移动方向依次缩短间距,从而提升打磨进给量,使石膏板在倒边之前预先打磨多余的部分,以便于最后快速倒边,防止因打磨不及时而出现卡死。
附图说明
23.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
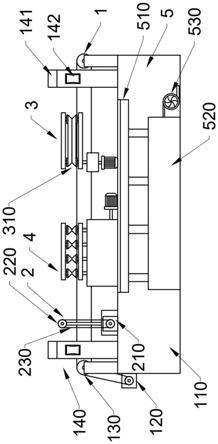
24.图1为本发明实施例一种异形边石膏板的倒边装置的结构示意图;
25.图2为本发明实施例一种异形边石膏板的倒边装置的俯视图;
26.图3为图2中a-a方向的剖切示意图。
27.图中的标号分别表示如下:
28.1、输送机构;2、切边机构;3、倒边机构;4、倒边过渡机构;5、集尘组件;110、机架;120、第一驱动电机;130、输送带;140、纠偏组件;141、固定横杆;142、导轮;210、第二驱动电机;220、导线轮;230、切割线;310、异形辊轮;311、外凸辊轮;312、内凹辊轮;320、v型打磨带;410、打磨轮组件;411、外凸打磨轮;412、内凹打磨轮;420、第三驱动电机;510、吸风口;520、集尘箱;530、风机。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.如图1所示,本发明提供了一种异形边石膏板的倒边装置,包括输送机构1、切边机构2和倒边机构3,通过所述输送机构1将成型后的石膏板输送至所述倒边机构3,所述切边机构2切割所述石膏板的两侧以形成规则的板边,所述倒边机构3设置在所述输送机构1的两侧以使所述石膏板倒边为v形边;
31.所述倒边机构3设置有异形辊轮310和v型打磨带320,所述异形辊轮310设置在所述输送机构1的两侧以驱动所述v型打磨带320转动,所述v型打磨带320的表面与所述石膏板的侧边相抵触以打磨所述石膏板为v形边。
32.由于石膏板的两侧分别为外凸、内凹的v形边,所以采用异形辊轮310配合v型打磨带320对石膏板的边沿进行打磨倒边,由于石膏板厚度有限,且输送速度较快,所述采用切割的方式效率较低,无法切出完整的异形边,所以设置v型打磨带320,通过高速转动来提升其打磨效率,占用空间小。
33.进一步地,所述输送机构1包括机架110、第一驱动电机120、输送带130和纠偏组件140,所述第一驱动电机120与所述输送带130设置在所述机架110上,所述第一驱动电机120驱动所述输送带130运输成型后的所述石膏板,所述纠偏组件140设置在所述输送带130的两侧以纠正所述石膏板的移动轨迹。
34.由于在倒边过程中,倒边机构3与石膏板的侧边产生接触摩擦,石膏板的侧边受力后产生力矩,则易偏移位置,导致侧边歪斜,进一步导致倒边不均匀,因此需要不断纠偏,以使石膏板以固定轨迹移动。
35.进一步地,所述纠偏组件140包括固定横杆141和导轮142,所述固定横杆141设置在所述输送带130的上方且垂直于所述石膏板的移动方向,所述导轮142分别设置在所述固定横杆141的两端以贴合所述石膏板的侧边;固定横杆141固定设置在机架110上,其长度根据石膏板宽度做特定调整,固定横杆141的两端设置导轮142,导轮142竖直设置,从而使石膏板不会因受力而偏移。
36.其中,设置有若干个所述纠偏组件140并沿所述输送带130的方向间隔排列以纠正所述石膏板的移动轨迹。由于石膏板在成型后还未完全固化,因此设置多组纠偏组件140,
能够在最大程度上抵消每一段石膏板所受的力矩作用,从而保证其轨迹固定。
37.进一步地,所述切边机构2对称设置在所述输送带130的两侧以切除所述石膏板两侧的多余部分,所述切边机构2包括第二驱动电机210、导线轮220和切割线230,所述第二驱动电机210和所述导线轮220设置在机架110上,所述导线轮220设置有两个且分别设置在所述石膏板的上、下侧,所述切割线230设置在所述导线轮220上并穿过所述石膏板以切除侧边。
38.进一步地,所述异形辊轮310包括外凸辊轮311与内凹辊轮312,所述外凸辊轮311设置有若干个,所述v型打磨带320套设在所述外凸辊轮311上以形成外凸的v型打磨边,所述v型打磨带320抵触于所述石膏板的一侧侧边以打磨侧边为内凹的v形边;
39.所述内凹辊轮312设置有若干个,所述v型打磨带320套设在所述内凹辊轮312上以形成内陷的v型打磨边,所述v型打磨带320抵触于所述石膏板的另一侧侧边以打磨侧边为外凸的v形边。
40.需要特别指出的,所述v型打磨带320的线速度方向与所述石膏板的移动方向相反以使所述石膏板形成有效倒边。如果v型打磨带320的线速度方向与石膏板的移动方向相同,则导致无法使v型打磨带320与石膏板产生足够的接触面,因为无法形成有效倒边。
41.由于v形边相较于传统的楔形边,其需要打磨的面积更大,对于石膏的打磨量更多,因此v型打磨带320直接一次性完成打磨,极易损伤石膏板的板边,会导致倒边不均匀。因此设置倒边过渡机构4,所述倒边过渡机构4用以对所述石膏板的侧边预打磨以使倒边过程平滑过渡,从而使石膏板经过多次打磨,避免一次进给量过大造成卡死或无效打磨。
42.所述倒边过渡机构4设置在所述倒边机构3的前方以先于所述倒边机构3接触所述石膏板,所述倒边过渡机构4沿所述石膏板的运动轨迹方向逐步增加进给量以使所述石膏板的侧边的打磨量呈线性增加。
43.进一步地,所述倒边过渡机构4包括打磨轮组件410和第三驱动电机420,所述第三驱动电机420用以驱动所述打磨轮组件410转动以为所述石膏板预打磨,所述打磨轮组件410包括外凸打磨轮411与内凹打磨轮412,所述外凸打磨轮411与所述内凹打磨轮412分别与所述石膏板的一侧侧边相抵触以预打磨板边,所述外凸打磨轮411与所述内凹打磨轮412对称设置在所述石膏板的两侧以使所述石膏板两侧的预打磨量一致。
44.所述打磨轮组件410设置有多组,多组所述打磨轮组件410沿所述石膏板的移动轨迹排列,其中,沿所述石膏板的移动方向,每一组所述打磨轮组件410中的所述外凸打磨轮411与所述内凹打磨轮412的间距逐渐缩小以增加对所述石膏板的打磨量。
45.外凸打磨轮411与内凹打磨轮412通过齿轮箱与第三驱动电机420连接,从而输出稳定均匀的转速以保持打磨量的准确度。外凸打磨轮411与内凹打磨轮412的表面都设置有研磨面,通过转动,研磨面微量切削石膏板表面,从而完成打磨,随着每组打磨轮组件410的间距递进缩减,则表示外凸打磨轮411、内凹打磨轮412的打磨进给量增加,从而通过多次定量打磨,使石膏板的板边过渡至异形边结构,最终通过倒边机构3时,通过简单快速的打磨即可完成倒边,既保证倒边的效率,又避免石膏板出现卡死。
46.进一步地考虑到倒边会产生大量粉尘,影响工作环境,所以本装置还包括集尘组件5,所述集尘装置用于收集所述石膏板打磨后的粉尘,所述集尘组件5包括吸风口510、集尘箱520和风机530,所述吸风口510设置在所述倒边过渡机构4与所述倒边机构3的下方,所
述吸风口510、集尘箱520与吸风口510依次连接以收集石膏板打磨后的粉尘。
47.以上实施例仅为本技术的示例性实施例,不用于限制本技术,本技术的保护范围由权利要求书限定。本领域技术人员可以在本技术的实质和保护范围内,对本技术做出各种修改或等同替换,这种修改或等同替换也应视为落在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1