一种辊及压制机构及制造装置的制作方法
1.本实用新型涉及板材制造技术领域,特别涉及一种辊及压制机构及制造装置。
背景技术:
2.防火板是表面装饰用耐火建材,广泛用于室内装饰、家具、橱柜、实验室台面、外墙等领域,防火板是目前应用最为广泛的防火板之一,以中碱玻纤布为增强材料,以轻质材料为填充物复合而成的新型不燃建筑板材。可用作保温建筑墙板、门芯板、吊顶板、包装箱等,可替代木质胶合板做墙裙、门窗框、家具等。也可根据需要表面涂调和漆﹑清水漆,并可加工成各种类型的板面,目前在制造瓦楞形的防火板材时,基于这种板材用料多,且要满足不能太厚节约成本,往往加工缓慢,个人操作步骤多样繁杂,不能够一体成型快速高效的制作。
技术实现要素:
3.本实用新型目的在于提供一种制造装置,以解决现有生产瓦楞形的硫氧镁板材时个人操作繁杂,不能快速高效一体成型的问题。
4.为达到上述目的,本实用新型实施例采用以下方案:
5.一种辊,其特征在于,包括:
6.压辊,所述压辊的表面为光滑的曲面状;
7.压块,所述压块设置在所述压辊的外表面上,所述压块设置有多个,所述压块的两侧为压面;
8.每个所述压面之间形成第一间隙与第二间隙,所述第一间隙分布在所述压辊的两边,所述第二间隙分布在所述压辊的中间。
9.优选地,所述第二间隙的间隔长度比所述第一间隙的间隔长度要长。
10.优选地,所述第一间隙的间隔长度为21~25mm,所述第二间隙的间隔长度为40~50mm。
11.优选地,所述压辊为长条的圆柱形,压辊的长度为1300~1400mm,压辊的直径为φ180~φ200。
12.优选地,所述压块为圆盘形,所述压块的长度为60~90mm,压块的直径为φ240~φ250。
13.一种压制机构,其中,所述压制机构具有如上述的一种辊,所述压制机构包括:
14.第三辊,所述第三辊位于所述辊的上方;
15.第四辊,所述第四辊设置在所述第三辊的右侧;
16.所述第三辊的下方设有第二细辊,所述第二细辊用于缠绕所述第四辊上的无纺布与第三辊上的网格布铺至模板上。
17.一种制造装置,其中,所述制造装置具有如上述的一种压制机构,所述制造装置包括:
18.输送机构,所述输送机构的上方用于传输板材;
19.涂油机构,所述涂油机构位于所述皮带输送机上,所述涂油机构具有
20.第一辊;
21.第二辊,所述第二辊设置在所述第一辊的右侧;
22.下料框,所述下料框设置在所述输送机构的上方,并且位于所述涂油机构的右侧;
23.铺网机构,所述铺网机构设置在所述输送机构上,所述铺网机构具有
24.第三辊,所述第三辊设置在所述下料框的右侧;
25.第四辊,所述第四辊设置在所述第三辊的右侧;
26.所述辊为第一凹凸辊或第二凹凸辊,所述第一凹凸辊设置在所述第三辊的下方;
27.切割机构,所述挤压机构设置在所述皮带输送机的右侧上,所述切割机构中具有
28.切割机,所述切割机用于切割板材。
29.优选地,所述第一辊为第一无纺布辊,所述第二辊为第一网格布辊,所述第三辊为第二网格布辊,所述第四辊为第二无纺布辊,所述输送机构为皮带输送机,所述辊为第一凹凸辊或第二凹凸辊,所述第一凹凸辊设置在所述第三辊的下方,所述第一无纺布辊的左斜下方设有第一细辊。
30.优选地,所述皮带输送机的左侧上设有平压辊,所述平压辊可上下调节高度,用于压住板材。
31.优选地,所述涂油机构中还具有
32.粗压辊,所述粗压辊的外圈包裹有橡胶层,所述粗压辊为向左侧旋转,用于挤压板材向右传输。
33.优选地,所述粗压辊的左侧贴合设有涂油辊,所述涂油辊向右侧旋转,所述涂油辊与粗压辊的中间上方设有下油管,所述下油管用于向下导出油。
34.优选地,其中,所述第二网格布辊的下方设有第二细辊,所述第二细辊用于缠绕所述第二无纺布辊上的无纺布与第二网格布辊上的网格布铺至板材上。
35.优选地,所述皮带输送机上还设有传输带,所述传输带位于所述下料框的下方,所述传输带用于将下料框中的硫氧镁传输下去。
36.优选地,所述传输带的右侧设有挡料板,所述挡料板位于所述皮带输送机上两侧。
37.优选地,所述皮带输送机上还设有挤压机构,所述挤压机构位于所述铺网机构与所述切割机构之间机构,所述挤压机构具有
38.出水槽,所述第二凹凸辊与所述第一凹凸辊相同,外表面设有多个凸圈,用于挤压硫氧镁形成瓦棱形;所述出水槽设置在所述第二凹凸辊的左侧,用于接硫氧镁压制出的水分并导出。
39.优选地,所述铺网机构与所述挤压机构之间设有铺平机构,所述铺平机构具有
40.活动板,所述活动板活动连接在所述皮带输送机上,活动板可翻转转动;
41.磨平皮,所述磨平皮固定在所述活动板一侧,所述磨平皮中设有多个缺口,所述缺口的长度与所述每个凸圈之间的距离相同。
42.优选地,所述切割机构中还具有
43.机架,所述机架中设有可前后移动的移动架,所述切割机设置在所述移动架的下方,所述切割机可在所述移动架下前后移动。
44.一种制造装置的制造方法,包括:
45.送入模板,将模板一块一块的放到皮带输送机上,模板经过平压辊后一块一块的压平并向右输送进去;
46.模板涂油,从下油管中滴出油至涂油辊上,使模板经过涂油辊后将油涂覆在模板上;
47.第一次铺网,将第一无纺布辊上的无纺布与第一网格布辊上的网格布绕在第一细辊上并铺至模板上,使第一层无纺布铺在第一层网格布的下面;
48.铺上泥浆,从下料框中流出泥浆并在传输带的运输下铺至模板上,使无纺布与网格布叠在泥浆的底部,模板再进过第一凹凸辊后,使泥浆被压制成凹凸的瓦楞状;
49.第二次铺网,将第二网格布辊上的网格布与第二无纺布辊上的无纺布绕在第二细辊上并铺至泥浆上,使第二层的无纺布铺在第二层网格布的上面;
50.挤压泥浆,将铺好无纺布与网格布的硫氧镁经过第二凹凸辊进行挤压出水,使挤压出的泥浆水经过出水槽流出;
51.切割泥浆,将模板送入到切割机构中,使切割机移动到模板与模板之间的贴合处的上方,最后对铺网的泥浆进行切割,完成制作。
52.本实用新型有益效果:
53.本实用新型为一种制造装置,通过第一层无纺布与网格布先铺在模板上,再在模板上铺硫氧镁泥浆,然后经第一凹凸辊挤压形成瓦棱状,再铺上第二层的无纺布与网格布,利用第二凹凸辊进行细致的挤压出泥浆水,最后利用切割机进行切割,完成硫氧镁的制作;本实用新型制作的硫氧镁厚度可保证在3mm,并且获得了可一体成型板材、无需人工参与制作高效快速的有益效果。
附图说明
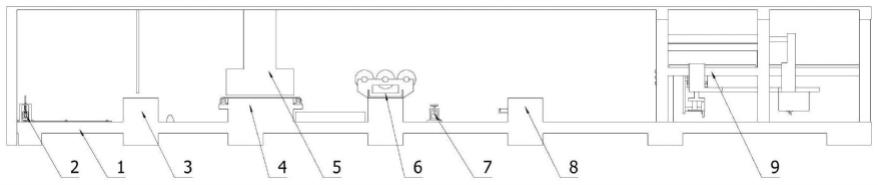
54.图1是本实用新型的正视图。
55.图2是本实用新型中涂油机构的示意图。
56.图3是本实用新型中铺网机构的示意图。
57.图4是本实用新型中挤压机构的示意图。
58.图5是本实用新型中切割机构的示意图。
59.图6是本实用新型中辊的示意图
60.1、皮带输送机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、平压辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3、涂油机构
61.4、传输带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5、下料框
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6、铺网机构
62.7、铺平机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8、挤压机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9、切割机构
63.301、粗压辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
302、涂油辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
303、下油管
64.304、第一细辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
305、第一无纺布辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
306、第一网格布辊
65.401、挡料板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
601、第二网格布辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
602、第二无纺布辊
66.603、第二细辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
604、第一凹凸辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
605、活动板
67.606、磨平皮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
801、第二凹凸辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
802、出水槽
68.901、机架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
902、移动架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
903、切割机
69.10、压辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
101、第一间隙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
102、第二间隙
70.11、压块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110、压面
具体实施方式
71.为了使本实用新型的目的、技术方案进行清楚、完整地描述,及优点更加清楚明白,以下结合附图对本实用新型实施例进行进一步详细说明。应当理解,此处所描述的具体实施例是本实用新型一部分实施例,而不是全部的实施例,仅仅用以解释本实用新型实施例,并不用于限定本实用新型实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
72.在本实用新型的描述中,需要说明的是,术语“中心”、“中”“上”、“下”、“左”、“右”、“内”、“外”、“顶”、“底”、“侧”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“一”、“第一”、“第二”、“第三”、“第四”、“第五”、“第六”仅用于描述目的,而不能理解为指示或暗示相对重要性。
73.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
74.出于简明和说明的目的,实施例的原理主要通过参考例子来描述。在以下描述中,很多具体细节被提出用以提供对实施例的彻底理解。然而明显的是。对于本领域普通技术人员,这些实施例在实践中可以不限于这些具体细节。在一些实例中,没有详细地描述公知方法和结构,以避免无必要地使这些实施例变得难以理解。另外,所有实施例可以互相结合使用。
75.实施例一:
76.如图6所示,本实用新型是一种辊,包括:压辊10与压块11,压辊10的表面为光滑的曲面状;压块11设置在压辊10的外表面上,压块11设置有多个,压块11的两侧为压面110;每个压面110之间形成第一间隙101与第二间隙102,第一间隙101分布在压辊10的两边,第二间隙102分布在压辊10的中间。
77.第二间隙102的间隔长度比第一间隙101的间隔长度要长。
78.第一间隙101的间隔长度为21~25mm,第二间隙102的间隔长度为40~50mm。
79.压辊10为长条的圆柱形,压辊10的长度为1300~1400mm,压辊10的直径为φ180~φ200。
80.压块11为圆盘形,压块11的长度为60~90mm,压块11的直径为φ240~φ250。
81.一种压制机构,其中,压制机构具有如上述的一种辊,压制机构包括:
82.第三辊,所述第三辊位于辊的上方;
83.第四辊,所述第四辊设置在所述第三辊的右侧;
84.所述第三辊的下方设有第二细辊,所述第二细辊用于缠绕所述第四辊上的无纺布与第三辊上的网格布铺至模板上。
85.通过这种辊对硫氧镁泥浆进行压制,压制出来形成瓦楞形状,实现一体成型压制,并且模板中间的第二间隙102较长,可以进行分切,形成两块一样的硫氧镁板材,适合装运
及安装拼组等工作。
86.实施例二:
87.如图1所示,本实施例二还包括一种制造装置,包括输送机构、涂油机构3、下料框5、铺网机构6与切割机构9,输送机构的上方用于传输板材;涂油机构3位于皮带输送机1上,涂油机构3具有第一辊与第二辊,第一辊设置在第一细辊304的右侧斜上方;第二辊设置在第一辊的右侧;下料框5设置在输送机构的上方,并且位于涂油机构3的右侧;铺网机构6 设置在输送机构上,铺网机构6具有第三辊与第四辊,第三辊设置在下料框5的右侧;第四辊设置在第三辊的右侧;挤压机构8设置在皮带输送机1的右侧上,切割机构9中具有切割机903,切割机903用于切割板材。
88.第一辊为第一无纺布辊305,第二辊为第一网格布辊306,第三辊为第二网格布辊601,第四辊为第二无纺布辊602,输送机构为皮带输送机1,上述实施例一中的辊为第一凹凸辊 604或第二凹凸辊801,第一凹凸辊604设置在第三辊的下方,所述第一无纺布辊306的左斜下方设有第一细辊304。
89.皮带输送机1的左侧上设有平压辊2,平压辊2可上下调节高度,用于压住板材。
90.涂油机构3中还具有粗压辊301,粗压辊301的外圈包裹有橡胶层,粗压辊301为向左侧旋转,用于挤压板材向右传输。
91.如图2所示,粗压辊301的左侧贴合设有涂油辊302,涂油辊302向右侧旋转,涂油辊 302与粗压辊301的中间上方设有下油管303,下油管303用于向下导出油。
92.第二网格布辊601的下方设有第二细辊603,第二细辊603用于缠绕第二无纺布辊602 上的无纺布与第二网格布辊601上的网格布铺至板材上。
93.皮带输送机1上还设有传输带4,传输带4位于下料框5的下方,传输带4用于将下料框5中的硫氧镁传输下去。
94.传输带4的右侧设有挡料板401,挡料板401位于皮带输送机1上两侧。
95.如图3-4所示,皮带输送机1上还设有挤压机构8,挤压机构8位于铺网机构6与切割机903构9之间机构,挤压机构8具有出水槽802,第二凹凸辊801与第一凹凸辊604相同,外表面设有多个凸圈,用于挤压硫氧镁形成瓦棱形;出水槽802设置在第二凹凸辊801的左侧,用于接硫氧镁压制出的水分并导出。
96.铺网机构6与挤压机构8之间设有铺平机构7,铺平机构7具有活动板602与磨平皮606,活动板602活动连接在皮带输送机1上,活动板602可翻转转动;磨平皮606固定在活动板 602一侧,磨平皮606中设有多个缺口,缺口的长度与每个凸圈之间的距离相同。
97.切割机903构9中还具有机架901,机架901中设有可前后移动的移动架902,切割机 903设置在移动架902的下方,切割机903可在移动架902下前后移动。
98.本实用新型为一种制造装置,通过第一层无纺布与网格布先铺在模板上,再在模板上铺硫氧镁泥浆,然后经第一凹凸辊604挤压形成瓦棱状,再铺上第二层的无纺布与网格布,利用第二凹凸辊801进行细致的挤压出泥浆水,最后利用切割机903进行切割,完成硫氧镁的制作,本实用新型制作的硫氧镁厚度可保证在3mm,能够一体成型板材、无需人工参与制作高效快速。
99.实施例三:
100.一种制造装置的制造方法,包括:
101.送入模板,将模板一块一块的放到皮带输送机1上,模板经过平压辊2后一块一块的压平并向右输送进去;
102.模板涂油,从下油管303中滴出油至涂油辊302上,使模板经过涂油辊302后将油涂覆在模板上;
103.第一次铺网,将第一无纺布辊305上的无纺布与第一网格布辊306上的网格布绕在第一细辊304上并铺至模板上,使第一层无纺布铺在第一层网格布的下面;
104.铺上泥浆,从下料框5中流出泥浆并在传输带4的运输下铺至模板上,使无纺布与网格布叠在泥浆的底部,模板再进过第一凹凸辊604后,使泥浆被压制成凹凸的瓦楞状;
105.第二次铺网,将第二网格布辊601上的网格布与第二无纺布辊602上的无纺布绕在第二细辊603上并铺至泥浆上,使第二层的无纺布铺在第二层网格布的上面;
106.挤压泥浆,将铺好无纺布与网格布的硫氧镁经过第二凹凸辊801进行挤压出水,使挤压出的泥浆水经过出水槽802流出;
107.切割泥浆,将模板送入到切割机构9中,使切割机903移动到模板与模板之间的贴合处的上方,最后对铺网的泥浆进行切割,完成制作。
108.尽管上面对本实用新型说明性的具体实施方式进行了描述,以便于本技术领域的技术人员能够理解本实用新型,但是本实用新型不仅限于具体实施方式的范围,对本技术领域的普通技术人员而言,只要各种变化只要在所附的权利要求限定和确定的本实用新型精神和范围内,一切利用本实用新型构思的实用新型创造均在保护之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1