带自动上下料机械手的精雕机的制作方法
1.本实用新型涉及精雕加工领域,尤其涉及一种带自动上下料机械手的精雕机。
背景技术:
2.众所周知,应用于电子产品上例如屏幕或背壳上的玻璃具有硬度高、体薄、轻和面积小等特点,正由于应用领域的特殊性,而在该类玻璃的生产中往往需要快速、批量的精加工,因此,离不开精雕机的使用。
3.精雕机(cnc engraving and milling machine)是数控机床的一种,由于它具有运行稳定可靠、加工质量好、效率高、操作简单及维护方便等优点,使得它能应用对电子产品的屏幕或背壳上的玻璃进行加工。
4.其中,为实现待加工的工件自动上料和已加工的工件的自动下料,精雕机离不开上下料机械手的配套使用。但是,在现有的精雕机中,由于其用于对待加工的工件定位的定位装置是装配于精雕机的工作台,以及精雕机所使用的切屑液是具有一定的腐蚀性的碱性液体,再结合被加工的工件通常为玻璃,故使得加工中的粉尘废屑混合于切屑液中并跟随切屑液一起循环流动,从而会对定位装置造成腐蚀和对定位装置的运动造成障碍,因而影响到后续待加工的工件定位精准。另,在现有的精雕机中,由于其定位装置装配于工作台上,对应地,其所使用的上下料机械手装配于精雕机的用于固定主轴机构的龙门支架上,故增加龙门支架的负重,并因上下料机械手的上下料工作而影响主轴机构的加工精度。
5.因此,有必要提供一种避免腐蚀和障碍且确保主轴机构加工精度的带自动上下料机械手的精雕机来克服上述的缺陷。
技术实现要素:
6.本实用新型的目的在于提供一种避免腐蚀和障碍且确保主轴机构加工精度的带自动上下料机械手的精雕机。
7.为实现上述目的,本实用新型的带自动上下料机械手的精雕机包括底座、工作台、立式支架、主轴机构、自动上下料机械手及定位装置。所述工作台在水平方向活动地装配于所述底座,所述立式支架装配于所述底座,所述主轴机构装配于所述立式支架并位于所述工作台的上方;所述定位装置装配于所述底座并位于所述工作台的前方;所述自动上下料机械手装配于所述底座并位于所述立式支架的前方,所述自动上下料机械手从上方将待加工的工件转送至所述定位装置定位后再转送至所述工作台,所述自动上下料机械手还从上方将所述工作台上已加工的工件下料。
8.较佳地,本实用新型的带自动上下料机械手的精雕机还包括装配于所述底座的水平移载机构及装配于所述立式支架的上下移载机构,所述工作台从上方安装于所述水平移载机构的输出端,所述工作台在所述水平移载机构的驱动下于由所述立式支架与所述底座所围的空间中做水平方向的平移,所述主轴机构装配于所述上下移载机构的输出端,所述上下移载机构驱使所述主轴机构沿所述底座的上下方向做靠近或远离所述工作台的滑移。
9.较佳地,所述主轴机构为多个且沿所述底座的左右方向排成一行,每个所述主轴机构对应有一个所述上下移载机构。
10.较佳地,所述自动上下料机械手包含上料搬运机械手、中转机械手及龙门支架,所述龙门支架装配于所述底座并沿所述底座的左右方向跨设所述工作台的上方,所述龙门支架还位于所述立式支架的正前方,所述中转机械手装配于所述龙门支架,所述定位装置位于所述龙门支架的正前方,所述上料搬运机械手装配于所述底座并位于所述龙门支架的前方,所述上料搬运机械手将待加工的工件转送至所述定位装置,所述中转机械手从上方将所述定位装置处的待加工的工件取走并转送至所述工作台,所述中转机械手还从上方将所述工作台上的已加工的工件下料。
11.较佳地,所述上料搬运机械手包含上料取放机构及用于驱使所述上料取放机构沿所述底座的左右方向做往复滑移的左右移载机构,所述左右移载机构沿所述底座的左右方向布置,所述上料取放机构装配于所述左右移载机构的输出端,所述定位装置为多个且沿所述底座的左右方向间隔开地排列成行以形成定位装置排,所述定位装置排位于所述左右移载机构的前方或后方。
12.较佳地,所述自动上下料机械手还包含门型支架,所述门型支架的两侧脚架与所述底座装配固定,所述左右移载机构从所述门型支架的前方装配于所述两侧脚架,所述定位装置从所述门型支架的上方装配于所述门型支架的顶梁。
13.较佳地,所述自动上下料机械手还包含装配于所述底座并位于所述左右移载机构之左侧或右侧的旁边的上料料仓机构及沿所述底座的前后方向位于所述龙门支架与所述定位装置排之间的下料暂存机构,所述下料暂存机构包含数量与所述定位装置相同且沿所述底座的左右方向排列成行的暂存单元。
14.较佳地,所述上料料仓机构包含料仓框体、顶升装置及由所述料仓框体所围出的供待加工的工件上下堆叠的堆叠腔,所述堆叠腔的腔口朝上布置,所述顶升装置位于所述堆叠腔的正下方并装配于所述料仓框体,所述顶升装置用于将所述堆叠腔内的待加工的工件向上顶起。
15.较佳地,所述堆叠腔为多个且沿所述底座的左右方向呈间隔开的排列;所述顶升装置包含顶升电机、顶升丝杆、顶升丝母及顶升支架,所述顶升丝杆可转动地装配于所述料仓框体,所述顶升电机装配于所述料仓框体并驱使所述顶升丝杆旋转,所述顶升丝母可滑动地套装于所述顶升丝杆并与所述顶升支架固定连接,所述顶升支架的上端向上伸入每个所述堆叠腔中。
16.较佳地,所述中转机械手包含前后移载机构、上下移载机构、旋转驱动器、安装支架、旋转轴、第一吸头结构及第二吸头结构,所述前后移载机构装配于所述龙门支架,所述上下移载机构装配于所述前后移载机构的输出端,所述安装支架装配于所述上下移载机构的输出端,所述旋转轴可转动地装配于所述安装支架并沿所述底座的左右方向布置,所述旋转驱动器装配于所述安装支架并驱使所述旋转轴旋转,所述第一吸头结构和第二吸头结构各装配于所述旋转轴,所述第一吸头结构与所述第二吸头结构两者的朝向相反。
17.与现有技术相比,由于定位装置装配于底座并位于工作台的前方,避免了定位装置装配于工作台,这样设计使得定位装置先对自动上下料机械手所送来的待加工的工件进行提前定位,然后再将提前定位好的待加工的工件取走并往工作台处转送,一方面确保放
置于工作台上的待加工的工件的位置精准性,另一方面避免切屑液和混合于切屑液的粉尘废屑对定位装置造成腐蚀和障碍。同时,由于自动上下料机械手装配于底座并位于立式支架的前方,避免自动上下料机械手与主轴机构同时装配于立式支架,以及因自动上下料机械手装配于立式支架而对主轴机构造成影响,从而确保了主轴机构的加工精度。
附图说明
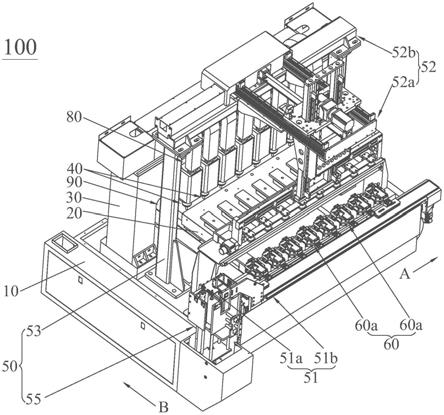
18.图1是本实用新型的带自动上下料机械手的精雕机的立体结构示意图。
19.图2是图1所示的精雕机在隐藏自动上下料机械手和定位装置后的立体结构示意图。
20.图3是图2所示的精雕机中的上下移载机构的立体结构示意图。
21.图4是图2所示的精雕机中的工作台装配于水平移载机构的立体结构示意图。
22.图5是图4所示在另一角度时的立体结构示意图。
23.图6是图5所示的在隐藏前后直线机构后的立体结构示意图。
24.图7是本实用新型的精雕机中的自动上下料机械手及定位装置装配于底座的立体结构示意图。
25.图8是本实用新型的精雕机中的上料料仓机构、上料搬运机械手、定位装置及门型支架四者的位置关系的立体结构示意图。
26.图9是本实用新型的精雕机中的上料搬运机械手、定位装置及门型支架三者的位置关系的立体结构示意图。
27.图10是本实用新型的精雕机中的上料料仓机构的立体结构示意图。
28.图11是本实用新型的精雕机中的中转机械手装配于龙门支架的立体结构示意图。
具体实施方式
29.现在参考附图描述本实用新型的实施例,附图中类似的元件标号代表类似的元件。
30.请参阅图1,本实用新型的带自动上下料机械手的精雕机100包括底座10、工作台20、立式支架30、主轴机构40、自动上下料机械手50及定位装置60a。工作台20在水平方向活动地装配于底座10,使得工作台20能在底座10上做水平方向的平移;立式支架30装配于底座10,由底座10为立式支架30提供支撑和固定的作用,较优的是,立式支架30为门形,以使得立式支架30沿底座10 的左右方向跨设于工作台20的上方;主轴机构40装配于立式支架30并位于工作台20的上方,以便于主轴机构40从上方靠近或远离工作台20;定位装置60a 装配于底座10,由底座10为定位装置60a提供支撑和固定作用,定位装置60a 位于工作台20的前方;自动上下料机械手50装配于底座10并位于立式支架30 的前方,自动上下料机械手50从上方将待加工的工件转送至定位装置60a定位后再转送至工作台20,自动上下料机械手50还从上方将工作台20上已加工的工件下料。具体地,结合图2,本实用新型的带自动上下料机械手的精雕机100 还包括装配于底座10的水平移载机构70及装配于立式支架30的上下移载机构 80,工作台20从上方安装于水平移载机构70的输出端,工作台20在水平移载机构70的驱动下于由立式支架30与底座10所围的空间90中做水平方向的平移,主轴机构40装配于上下移载机构80的输出端,上下移载机构80驱使主轴机构40沿底座10的上下方向做
靠近或远离工作台20的滑移;这样设计使得本实用新型的精雕机100通过工作台20于水平方向的平移去控制工件被主轴机构 40所加工的形状,相对于传统的精雕机通过工作台于前后方向的平移和主轴机构于左右方向的平移去控制工件被主轴机构所加工的形状来说更容易,且加工精度更好。更具体地,如下:
31.如图2所示,主轴机构40为八个且沿底座10的左右方向排成一行,每个主轴机构40对应有一个上下移载机构80,以使得本实用新型的精雕机100形成 8轴精雕机;可理解的是,根据实际需要,主轴机构40的数量为二个、四个或六个不等,故不以上述为限。
32.如图3所示,上下移载机构80包含上下电机81、上下丝杆82、上下丝母 83及上下滑座84。上下滑座84滑设于立式支架30,上下电机81位于上下滑座84的上方并装配于立式支架30,且上下电机81的输出端811朝下布置,上下丝杆82可转动地装配于立式支架30并位于上下电机81的正下方,上下丝母83 滑套于上下丝杆82并与上下滑座84固定连接,而主轴机构40装配于上下滑座 84,上下电机81直接地驱使上下丝杆82旋转,故在上下丝杆82旋转的过程中,带动上下丝母83、上下滑座84和主轴机构40一起升降,以精准地控制主轴机构40的升降。需要说明的是,根据实际需要,上下电机81还可以通过带传动、链传动或齿轮传动去驱使上下丝杆82旋转,故不以上述说明为限。
33.如图2、图4、图5及图6所示,水平移载机构70包含前后直线机构71及左右直线机构72。前后直线机构71装配于底座10,而左右直线机构72装配于前后直线机构71的输出端,而工作台20装配于左右直线机构72的输出端,以在前后直线机构71和左右直线机构72的配合下,驱使工作台20沿底座10的左右方向和前后方向于空间90中平移。举例而言,在图4和图5中,前后直线机构71包含前后电机711、前后丝杆712、前后丝母713及用于形成输出端的前后滑座714,前后电机711装配于底座10,前后丝杆712可转动地装配于底座10,前后丝母713滑套于前后丝杆712并与前后滑座714固定连接,以使得前后电机711通过前后丝杆712和前后丝母713的配合去驱使前后滑座714沿底座10的前后方向做前后平移;同样,在图6中,左右直线机构72包含左右电机721、左右丝杆722及用于形成输出端的左右丝母723,左右电机721装配于前后滑座714,左右丝杆722可转动地装配于前后滑座714,左右丝母723滑套于左右丝杆722并与工作台20固定连接,以使得左右电机721通过左右丝杆 722和左右丝母723的配合去驱使工作台20沿底座10的左右方向做左右平移;因此,在前后直线机构71和左右直线机构72的配合下,实现工作台20做左右平移和前后平移的目的。
34.如图7所示,自动上下料机械手50包含上料搬运机械手51、中转机械手 52及龙门支架53。龙门支架53装配于底座10并沿底座10的左右方向跨设工作台20的上方,以使得工作台20与龙门支架53之间的布置更紧凑;龙门支架 53还位于立式支架30的正前方,以使得龙门支架53与立式支架30沿底座10 的前后方向彼此隔开的并排布置。中转机械手52装配于龙门支架53,由龙门支架53为中转机械手52提供支撑和装配场所。定位装置60a位于龙门支架53的正前方,上料搬运机械手51装配于底座10并位于龙门支架53的前方,这样布置使得定位装置60a、上料搬运机械手51及龙门支架53三者之间的位置更紧凑;上料搬运机械手51将待加工的工件转送至定位装置60a,中转机械手52从上方将定位装置60a处的待加工的工件取走并转送至工作台20,中转机械手52还从上方将工作台20上的已加工的工件下料。其中,关于上料搬运机械手51和中转机械手52的详细结构,见下面描述:
35.如图8和图9所示,上料搬运机械手51包含上料取放机构51a及用于驱使上料取放
机构51a沿底座10的左右方向做往复滑移的左右移载机构51b,左右移载机构51b沿底座10的左右方向布置,上料取放机构51a装配于左右移载机构51b的输出端514,定位装置60a为八个且沿底座10的左右方向间隔开地排列成行以形成定位装置排60,定位装置排60位于左右移载机构51b的后方,以便于上料搬运机械手51快速地将待加工的工件转送到定位装置60a处的目的;当然,根据实际需要,定位装置排60可位于左右移载机构51b的前方;另,定位装置60a的数量还可为二个、四个或六个,故不以此为限。具体地,在图8 和图9中,自动上下料机械手50还包含门型支架54,门型支架54的两侧脚架 541与底座10装配固定,左右移载机构51b从门型支架54的前方装配于两侧脚架541,定位装置60a从门型支架54的上方装配于门型支架54的顶梁542,以借助门型支架54而使得定位装置60a和左右移载机构51b于底座10上的布置更合理和更紧凑。更具体地,在图7和图8中,自动上下料机械手50还包含装配于底座10并位于左右移载机构51b之左侧的旁边的上料料仓机构55及沿底座 10的前后方向位于龙门支架53与定位装置排60之间的下料暂存机构56,下料暂存机构56包含数量与定位装置60a相同且沿底座10的左右方向排列成行的暂存单元561,以借助上料料仓机构55而便于待加工的工件批量存放而减少操作人员的放料次数,借助下料暂存机构56而便于已加工的工件批量取出操作。可理解的是,根据实际需要,上料料仓机构55可位于左右移载机构51b之右侧的旁边,另,关于上料料仓机构55及上料取放机构51a的具体结构,见下面描述。
36.如图8和图9所示,上料料仓机构55包含料仓框体551、顶升装置552及由料仓框体551所围出的供待加工的工件上下堆叠的堆叠腔553,堆叠腔553的腔口5531朝上布置,顶升装置552位于堆叠腔553的正下方并装配于料仓框体 551,顶升装置552用于将堆叠腔553内的待加工的工件向上顶起。具体地,在图9中,堆叠腔553为两个且沿底座10的左右方向呈间隔开的排列,以实现双供料的目的;同时,顶升装置552包含顶升电机5521、顶升丝杆5522、顶升丝母5523及顶升支架5524,顶升丝杆5522可转动地装配于料仓框体551,顶升电机5521装配于料仓框体551并驱使顶升丝杆5522旋转,顶升丝母5523可滑动地套装于顶升丝杆5522并与顶升支架5524固定连接,顶升支架5524的上端向上伸入每个堆叠腔553中,以使得顶升电机5521通过顶升丝杆5522和顶升丝母5523的配合驱使顶升支架5524同时将每个堆叠腔553中的待加工的工件一起向上精准顶升到位。
37.如图9所示,上料取放机构51a包含上料吸头511、上料驱动器512及上料座513,上料驱动器512呈输出端朝下布置地安装于左右移载机构51b的输出端 514,上料座513与上料驱动器512的输出端装配连接,上料吸头511装配于上料座513。举例而言,上料驱动器512为直线气缸、直线油缸或其它直线驱动器,以使得上料吸头511快速地于两极限位置之间切换,但不以此为限。另,左右移载机构51b可由电机、带传动和用于形成输送出514的左右滑座构成,当然,左右移载机构51b可由电机、丝杆丝母传动和用于形成输送出514的左右滑座构成,故不以此为限。
38.如图11所示,中转机械手52包含前后移载机构52a、上下移载机构52b、旋转驱动器52c、安装支架52d、旋转轴52e、第一吸头结构52f及第二吸头结构52g,前后移载机构52a装配于龙门支架53,上下移载机构52b装配于前后移载机构52a的输出端,安装支架52d装配于上下移载机构52b的输出端,旋转轴 52e可转动地装配于安装支架52d并沿底座10的左右方向布置,旋转驱动器52c 装配于安装支架52d并驱使旋转轴52e旋转,第一吸头结构52f和第二吸头结构 52g各装配于旋转轴52e,第一吸头结构52f与第二吸头结构52g两者的朝向相
反;以通过旋转轴52e的旋转而实现第一吸头结构52f和第二吸头结构52g之间位置的相互对调,例如,当第一吸头结构52f处于正上方而第二吸头结构52g 处于正下方时,此时通过旋转轴52e的旋转就能实现使第一吸头结构52f切换至正下方而使第二吸头结构52g切换至正上方,故借助第一吸头结构52f和第二吸头结构52g的两者的配合,由第一吸头结构52f取走定位装置60a处的待加工的工件后,由旋转轴52e使第一吸头结构52f朝上而使第二吸头结构52g朝下,从而便于第二吸头结构52g在前后移载机构52a和上下移载机构52b的配合下将工作台20上的已加工的工件取出,当已加工的工件被取出后,此时的旋转驱动器 52c再驱使旋转轴52e旋转,以使得第二吸头结构52g朝上而第一吸头结构52f 朝下,从而便于第一吸头结构52f在前后移载机构52a和上下移载机构52b的配合下将待加工的工件放置于工作台20上,因而缩知待加工的工件上料和已加工的工件下料的路程和等待时间,从而提高了效率。具体地,在图11中,安装支架52d为门型框架,为第一吸头结构52f和第二吸头结构52g沿底座10的左右方向间隔开排列提供避让空间。举例而言,旋转驱动器52c为旋转电机、旋转气缸或旋转油缸,但不以此为限;另,前后移载机构52a和上下移载机构52b各可由电机、丝杆、丝及用于形成输出端的平移座构成,而电机、丝杆、丝母及平移座的关系是本领域所熟知的,故在此不再赘述。需要说明的是,当定位装置 60a为八个时,此时的第一吸头结构52f和第二吸头结构52g也各为八个,以匹配定位装置60a的数量;另,每个第一吸头结构52f沿旋转轴52e的周向与对应的一个第二吸头结构52g彼此对齐。
39.与现有技术相比,由于定位装置60a装配于底座10并位于工作台20的前方,避免了定位装置60a装配于工作台20,这样设计使得定位装置60a先对自动上下料机械手50所送来的待加工的工件进行提前定位,然后再将提前定位好的待加工的工件取走并往工作台20处转送,一方面确保放置于工作台20上的待加工的工件的位置精准性,另一方面避免切屑液和混合于切屑液的粉尘废屑对定位装置60a造成腐蚀和障碍。同时,由于自动上下料机械手50装配于底座10 并位于立式支架30的前方,避免自动上下料机械手50与主轴机构40同时装配于立式支架30,以及因自动上下料机械手50装配于立式支架30而对主轴机构 40造成影响,从而确保了主轴机构40的加工精度。
40.需要说明的是,附图中的箭头a所指方向为底座10由左至右的方向,附图中的箭头b所指的方向为底座10由前至后的方向。另,工作台20上是具有与定位装置60a数量相同的承托吸附结构21,以通过真空吸附方式将中转机械手 52转送来的已被定位装置60a所定位后的待加工的工件进行承托并吸紧。
41.以上所揭露的仅为本实用新型的优选实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1