一种自动配比的砂浆原料配料机的制作方法
1.本实用新型涉及砂浆生产技术领域,具体为一种自动配比的砂浆原料配料机。
背景技术:
2.砂浆是建筑上砌砖使用的黏结物质,在建筑行业中有广泛的使用用途,可分为砌筑砂浆和抹面砂浆,也可按照混合物比例和使用粘结材料的不同,分为水泥砂浆、石灰砂浆等不同种类,它一般是由一定比例的沙子和胶结材料加水和成,为了保证砂浆的生产质量,砂浆的原料需要按比例搅拌,传统的配料需要人工进行称重或者按体积计量,操作人员的劳动负担较大,并且计量精度不高影响砂浆的生产质量,但也有使用砂浆原料配料机进行配料的,但其称重斗一般不能和放料口的位置竖直对应,造成落料偏称重斗的一侧,影响称重精度,为此,我们提出一种自动配比的砂浆原料配料机。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种自动配比的砂浆原料配料机,可以自动配比,减轻了生产人员的劳动负担,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种自动配比的砂浆原料配料机,包括机架和称重单元;
5.机架:其内部上端对称设有储料斗,储料斗的下端均设有电动阀一,机架的内部下端横杆上表面对称设有滑轨,滑轨的上端均滑动连接有滑块;
6.称重单元:其下表面前后两端分别与两个滑块的上表面固定连接;
7.其中:还包括plc控制器,所述plc控制器设置于机架的前侧面,电动阀一的输入端电连接plc控制器的输出端,plc控制器的输入端电连接外部电源,通过plc控制器的控制可以使称重斗左右移动,使储料斗和电动阀一的位置竖直对应,提高了称重的准确性,可以自动配比减轻了生产人员的劳动负担,提高了生产质量,并且减少了灰尘的逸出,保护了环境。
8.进一步的,所述称重单元包括支撑板、称重架、称重组件、称重斗和电动阀二,所述支撑板的上表面设有称重架,两个滑块的上表面均与支撑板的下表面固定连接,称重架的内部上端设有均匀分布的称重组件,称重组件的下端均与称重斗的上端固定连接,称重斗的下端设有电动阀二,电动阀二的输入端电连接plc控制器的输出端,可以对流出的物料进行称重,方便定量配料。
9.进一步的,所述称重组件包括称重传感器、球头连接柱和球座,所述称重传感器的上下两端对称设有球头连接柱,球头连接柱的球头端均转动连接有球座,上方的球座均与称重架的上侧壁固定连接,下方的球座均与称重斗的上端固定连接,称重传感器的输出端电连接plc控制器的输入端,方便物料的称重。
10.进一步的,所述称重传感器的数量为三个,三个称重传感器绕称重斗的轴线等间距圆周分布,保证三个称重传感器受力均衡。
11.进一步的,所述支撑板的上表面设有圆环,限制称重斗晃动的幅度。
12.进一步的,所述称重斗的内部上端设有防尘盖,减少灰尘的逸出。
13.进一步的,所述机架的后侧面设有电动推杆,电动推杆的伸缩端通过连接块和后侧的滑块后侧面固定连接,电动推杆的输入端电连接plc控制器的输出端,给称重斗的横向移动提供了动力。
14.与现有技术相比,本实用新型的有益效果是:本自动配比的砂浆原料配料机,具有以下好处:
15.当需要配比时,调控plc控制器,左侧的电动阀一打开,进而左侧储料斗中物料将下落到称重斗中,储料斗随着重量的增加将会使称重传感器的弹性体产生弹性变形,使粘贴在它表面的电阻应变片也随同产生变形,电阻应变片变形后,它的阻值将发生变化,再经相应的测量电路把这一电阻变化转换为电信号传输给plc控制器,plc控制器可以实时监测储料斗内部的重量,当储料斗内部的重量达到指定重量时,plc控制器控制左侧的电动阀一关闭,然后电动推杆的伸缩端收缩,带动后侧的滑块沿滑轨向右滑动,进而滑块带动支撑板向右移动,称重架通过称重组件带动称重斗向右移动,在移动时称重斗会产生晃动,球头连接柱和球座发生相对的转动,避免称重传感器横向受力,并且圆环限制称重斗的晃动范围保证称重斗平稳的移动,当电动推杆的伸缩端收缩完毕后,此时防尘盖上方的通孔和右侧的电动阀一位置对应,等称重斗静止后,圆环和称重斗的外弧面不接触,右侧的电动阀一打开将进行放料,同理达到指定放料量时,plc控制器控制右侧的电动阀一关闭,进而完成物料的定量配料,使用简单方便,通过plc控制器的控制可以使称重斗左右移动,使储料斗和电动阀一的位置竖直对应,提高了称重的准确性,可以自动配比减轻了生产人员的劳动负担,提高了生产质量,并且减少了灰尘的逸出,保护了环境。
附图说明
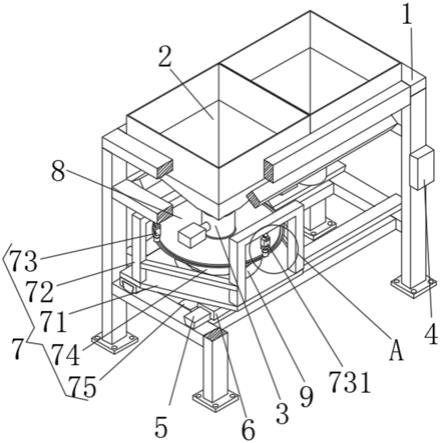
16.图1为本实用新型结构示意图;
17.图2为本实用新型a处放大结构示意图;
18.图3为本实用新型后侧结构示意图。
19.图中:1机架、2储料斗、3电动阀一、4plc控制器、5滑轨、6滑块、7称重单元、71支撑板、72称重架、73称重组件、731称重传感器、732球头连接柱、733球座、74称重斗、75电动阀二、8防尘盖、9圆环、10电动推杆。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1
‑
3,本实施例提供一种技术方案:一种自动配比的砂浆原料配料机,包括机架1和称重单元7;
22.机架1:其内部上端对称设有储料斗2,机架1给上方的零部件提供了支撑和安装位置,储料斗2的下端均设有电动阀一3,将砂浆原料分别储存到储料斗2,当需要配比时,左侧
的电动阀一3打开,机架1的内部下端横杆上表面对称设有滑轨5,滑轨5的上端均滑动连接有滑块6,机架1的后侧面设有电动推杆10,电动推杆10的伸缩端通过连接块和后侧的滑块6后侧面固定连接,电动推杆10的输入端电连接plc控制器4的输出端,电动推杆10的伸缩端收缩,带动后侧的滑块6沿滑轨5向右滑动;
23.称重单元7:其下表面前后两端分别与两个滑块6的上表面固定连接,称重单元7包括支撑板71、称重架72、称重组件73、称重斗74和电动阀二75,支撑板71的上表面设有称重架72,两个滑块6的上表面均与支撑板71的下表面固定连接,称重架72的内部上端设有均匀分布的称重组件73,称重组件73的下端均与称重斗74的上端固定连接,称重斗74的下端设有电动阀二75,电动阀二75的输入端电连接plc控制器4的输出端,称重组件73包括称重传感器731、球头连接柱732和球座733,称重传感器731的上下两端对称设有球头连接柱732,球头连接柱732的球头端均转动连接有球座733,上方的球座733均与称重架72的上侧壁固定连接,下方的球座733均与称重斗74的上端固定连接,称重传感器731的输出端电连接plc控制器4的输入端,左侧储料斗2中物料将下落到称重斗74中,储料斗2随着重量的增加将会使称重传感器731的弹性体产生弹性变形,称重传感器731的数量为三个,三个称重传感器731绕称重斗74的轴线等间距圆周分布,支撑板71的上表面设有圆环9,称重斗74的内部上端设有防尘盖8,防尘盖8防止下料时称重斗74内部灰尘的逸出,滑块6带动支撑板71向右移动,称重架72通过称重组件73带动称重斗74向右移动,在移动时称重斗74会产生晃动,球头连接柱732和球座733发生相对的转动,避免称重传感器731横向受力,并且圆环9限制称重斗74的晃动范围保证称重斗74平稳的移动,当电动推杆10的伸缩端收缩完毕后,此时防尘盖8上方的通孔和右侧的电动阀一3位置对应,等称重斗74静止后,圆环9和称重斗74的外弧面不接触,右侧的电动阀一3打开将进行放料;
24.其中:还包括plc控制器4,plc控制器4设置于机架1的前侧面,电动阀一3的输入端电连接plc控制器4的输出端,plc控制器4的输入端电连接外部电源,称重传感器731的弹性体产生弹性变形,使粘贴在它表面的电阻应变片也随同产生变形,电阻应变片变形后,它的阻值将发生变化,再经相应的测量电路把这一电阻变化转换为电信号传输给plc控制器4,plc控制器4可以实时监测储料斗2内部的重量,当储料斗2内部的重量达到指定重量时,plc控制器4控制左侧的电动阀一3关闭,同理达到指定放料量时,plc控制器4控制右侧的电动阀一3关闭,进而完成物料的定量配料,在原料需要使用时,调控plc控制器4,电动阀二75打开,称重斗74内部的物料从电动阀二75流出,在下方收集即可。
25.本实用新型提供的一种自动配比的砂浆原料配料机的工作原理如下:将砂浆原料分别储存到储料斗2,当需要配比时,调控plc控制器4,左侧的电动阀一3打开,进而左侧储料斗2中物料将下落到称重斗74中,储料斗2随着重量的增加将会使称重传感器731的弹性体产生弹性变形,使粘贴在它表面的电阻应变片也随同产生变形,电阻应变片变形后,它的阻值将发生变化,再经相应的测量电路把这一电阻变化转换为电信号传输给plc控制器4,plc控制器4可以实时监测储料斗2内部的重量,当储料斗2内部的重量达到指定重量时,plc控制器4控制左侧的电动阀一3关闭,然后电动推杆10的伸缩端收缩,带动后侧的滑块6沿滑轨5向右滑动,进而滑块6带动支撑板71向右移动,称重架72通过称重组件73带动称重斗74向右移动,在移动时称重斗74会产生晃动,球头连接柱732和球座733发生相对的转动,避免称重传感器731横向受力,并且圆环9限制称重斗74的晃动范围保证称重斗74平稳的移动,
当电动推杆10的伸缩端收缩完毕后,此时防尘盖8上方的通孔和右侧的电动阀一3位置对应,等称重斗74静止后,圆环9和称重斗74的外弧面不接触,右侧的电动阀一3打开将进行放料,同理达到指定放料量时,plc控制器4控制右侧的电动阀一3关闭,进而完成物料的定量配料,在原料需要使用时,调控plc控制器4,电动阀二75打开,称重斗74内部的物料从电动阀二75流出,在下方收集即可。
26.值得注意的是,以上实施例中所公开的电动阀一3、plc控制器4、称重传感器731、电动阀二75和电动推杆10均可根据实际应用场景自由配置,电动阀一3和电动阀二75均可选用型号为ftd941x的电动粉体蝶阀,plc控制器4可选用型号为fx3g
‑
24mt/es
‑
a的plc控制器,称重传感器731可选用型号为zmlbf
‑
300kg的称重传感器,电动推杆10可选用型号为sy
‑
a03b的电动推杆,plc控制器4控制电动阀一3、称重传感器731、电动阀二75和电动推杆10工作采用现有技术中常用的方法。
27.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1