一种混合机下料口结块的自动捏压装置的制作方法
1.本实用新型涉及石膏板生产技术领域,具体涉及一种混合机下料口结块的自动捏压装置。
背景技术:
2.石膏板生产用混合机是一种连续混合石膏板料浆的重要设备,在石膏板料浆混合完成后,石膏板料浆通过混合机的下料口均匀铺设在护面纸,石膏板通过挤压成型。
3.现有的混合机的下料口为硅胶材料,石膏板料浆在通过下料口长时间流出时会产生凝结现象形成硬块,形成的硬块流出至挤压成型处会导致护面纸损坏,现有一般通过人工对下料口进行捏压避免形成硬块,避免护面纸受到损坏而导致停机的问题,但通过人工捏压下料口防止料浆结块,不仅存在安全风险,且人工捏压存在不确定性,捏压间隔时间不能准确控制导致料浆仍会出现结块现象,因此,需要设计种混合机下料口结块的自动捏压装置。
技术实现要素:
4.本实用新型的目的在于提供一种混合机下料口结块的自动捏压装置,解决了石膏板用混合机下料口处人工捏压间隔时间难以控制造成料浆产生结块损坏护面纸以及捏压过程对操作人员产生危险的问题。
5.为解决上述技术问题,本实用新型具体提供下述技术方案:
6.一种混合机下料口结块的自动捏压装置,包括设置在所述混合机上并套设在下料口外的连接支架,所述连接支架内侧沿所述混合机下料口内料浆流动方向等间距设置有多个与所述混合机下料口外壁相抵的环形气囊,多个所述环形气囊的同侧共同连接有气源,多个所述环形气囊的另一侧共同设置有通过电磁阀控制通断的出气口,且多个所述环形气囊由所述气源间歇填充气体膨胀并由所述出气口间歇释放气体复原对所述混合机下料口进行捏压。
7.作为本实用新型的一种优选方案,所述环形气囊上设置有多个连接臂,且多个所述连接臂的一端粘接在所述混合机下料口的外壁上,所述环形气囊释放气体复原时通过所述连接臂牵引所述混合机下料口同步复原。
8.作为本实用新型的一种优选方案,所述环形气囊的一侧连接有分支气管,多个所述分支气管共同连通有与所述气源连接的主气管,所述主气管上依次设置有减压阀和脉冲阀,且所述分支气管为软管,所述减压阀设置在所述主气管上靠近所述气源的一侧。
9.作为本实用新型的一种优选方案,所述连接支架上设置有多个供所述分支气管通过的通气槽,每个所述通气槽内均通过弹簧滑动连接有与所述分支气管相抵的压块,且所述压块通过所述弹簧的弹力控制所述分支气管的通断。
10.作为本实用新型的一种优选方案,相邻的两个所述弹簧的弹性形变量均不同,且多个所述弹簧的弹性形变量依次增大。
11.本实用新型与现有技术相比较具有如下有益效果:
12.本实用新型通过气源和出气口控制环形气囊的膨胀和收缩,由环形气囊的膨胀和收缩实现对混合机下料口的间歇捏压动作,避免了料浆在长时间通过混合机下料口处产生结块现象导致护面纸损坏造成停机的问题,其次也避免了通过人工捏压产生的操作安全性问题,保证了工人在生产过程中的安全性。
附图说明
13.为了更清楚地说明本实用新型的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
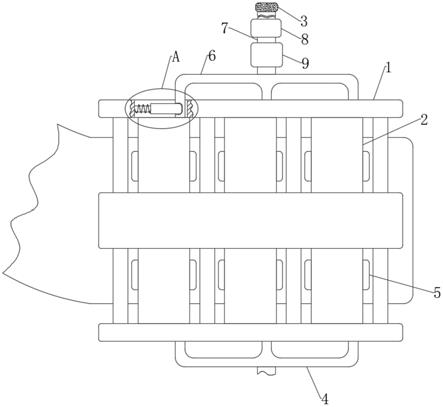
14.图1为本实用新型实施例提供一种混合机下料口结块的自动捏压装置的结构示意图;
15.图2为本实用新型实施例提供图1中所示a部分的结构放大示意图。
16.图中的标号分别表示如下:
17.1-连接支架;2-环形支架;3-气源;4-出气口;5-连接臂;6-分支气管;7-主气管;8-减压阀;9-脉冲阀;10-通气槽;11-弹簧;12-压块。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.如图1和图2所示,本实用新型提供了一种混合机下料口结块的自动捏压装置,包括设置在混合机上并套设在下料口外的连接支架1,连接支架1内侧沿混合机下料口内料浆流动方向等间距设置有多个与混合机下料口外壁相抵的环形气囊2,多个环形气囊2的同侧共同连接有气源3,多个环形气囊2的另一侧共同设置有通过电磁阀控制通断的出气口4,且多个环形气囊2由气源3间歇填充气体膨胀并由出气口4间歇释放气体复原对混合机下料口进行捏压。
20.本实用新型在使用时,由气源3充入气体至环形气囊2内部,环形气囊2在气体的充入下膨胀挤压混合机下料口,通过环形气囊2的挤压对混合机下料口产生捏压效果,避免了下料口内部料浆长时间通过产生结块导致护面纸受到损伤造成停机的问题。
21.环形气囊2通过出气口4释放内部气体收缩复原,下料口恢复原状继续供料浆通过,避免对料浆通过和石膏板生产产生影响。
22.且多个环形气囊2的设置可以对下料口多个部位进行捏压,提升对于下料口的捏压效果,进一步避免料浆通过混合机下料口时产生结块。
23.在环形气囊2膨胀时,连接支架1限制环形气囊2向外膨胀,避免混合机下料口处受到挤压力不足导致捏压效果较差。
24.在本实施例中,气源3可以是气泵等可以为环形气囊2充入气体的设备,整个充气
过程通过plc控制,实现对混合机下料口的定时或者不定时的捏压动作。
25.环形气囊2上设置有多个连接臂5,且多个连接臂5的一端粘接在混合机下料口的外壁上,环形气囊2释放气体复原时通过连接臂5牵引混合机下料口同步复原。
26.通过设置的连接臂5,当环形气囊2释放气体收缩时,通过连接臂5的辅助牵引混合机下料口的复原速度和复原度,避免混合机下料口的内壁由于料浆发生黏连现象造成下料口尺寸收缩影响料浆通过。
27.环形气囊2的一侧连接有分支气管6,多个分支气管6共同连通有与气源3连接的主气管7,主气管7上依次设置有减压阀8和脉冲阀9,且分支气管6为软管,减压阀8设置在主气管7上靠近气源3的一侧。
28.气源3通过主气管7充入气体并由多个分支气管6分别充入多个环形气囊2内,气体充入效率高,环形气囊2的膨胀动作更快,避免对混合机下料口的捏压动作时间过长影响生产效率。
29.其次,通过减压阀8控制气体压力,控制环形气囊2的膨胀速度和安全性,避免环形气囊2膨胀速度过快产生不必要的危险。
30.通过脉冲阀9控制气体充入的间隔时间即充入频率,以控制环形气囊2对混合机下料口的捏压动作频率。
31.连接支架1上设置有多个供分支气管6通过的通气槽10,每个通气槽10内均通过弹簧11滑动连接有与分支气管6相抵的压块12,且压块12通过弹簧11的弹力控制分支气管6的通断。
32.通过弹簧11的弹力作用使得压块12挤压分支气管6发生形变而限制气体通过,当气体压力逐渐增大时挤压分支气管6复原,并驱使压块12滑动压缩弹簧11,可以使得多个环形气囊2分批进行气体充入对混合机下料口产生捏压动作,多次且不同部位的捏压动作使得环形气囊2的下料口产生类似晃动的效果,进一步提升防止下料口内部料浆结块的效果。
33.环形气囊2内部气体释放后,压块12通过弹簧11的弹力作用重新封闭分支气管6。
34.相邻的两个弹簧11的弹性形变量均不同,且多个弹簧11的弹性形变量依次增大。
35.弹簧11的弹性形变量依次增大,使得多个分支气管6依次复原供气体通过,即多个环形气囊2依次充入气体膨胀对混合机下料口产生捏压效果,进一步提升对混合机下料口的捏压效果。
36.以上实施例仅为本技术的示例性实施例,不用于限制本技术,本技术的保护范围由权利要求书限定。本领域技术人员可以在本技术的实质和保护范围内,对本技术做出各种修改或等同替换,这种修改或等同替换也应视为落在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1