一种建筑废料制备砌砖用成型设备的制作方法
1.本实用新型涉及建筑设备技术领域,尤其是涉及一种建筑废料制备砌砖用成型设备。
背景技术:
2.目前,国内利用废弃混凝土破碎、废碎砖瓦类、筛分后的再生骨料生产再生建材的研究及再利用技术已经比较深入和成熟,利用再生骨料生产砌砖,既可消耗大量的建筑垃圾,还可将产品重新应用在建筑行业中,做到了一种资源的循环利用。
3.现有技术中建筑废料制备砌砖的主要流程包括混料系统、入料系统、成型系统、转运系统。再生骨料与辅料灌入混料系统内均匀混合后输送至入料系统内,入料系统将物料输送至成型系统内成型,转运系统将成型后的砌砖转运堆放。
4.本技术人发现现有技术至少存在以下问题:
5.现有的成型设备运转过程中产生的粉尘多,操作人员损伤大。
技术实现要素:
6.本实用新型的目的在于提供了一种建筑废料制备砌砖用成型设备,以解决现有技术中存在的成型设备运转过程中产生的粉尘多,操作人员损伤大的技术问题。本实用新型提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果(结构简单、成本低、使用方便)详见下文阐述。
7.本实用新型提供了一种建筑废料制备砌砖用成型设备,包括机箱、入料系统、用于砌砖成型的成型系统和除尘系统,入料系统和成型系统设置于机箱内,成型系统位于入料系统移动路径范围内,以使入料系统能够将其内物料输送至成型系统内成型,机箱的侧壁开设有成型砌砖通过用出砖口,除尘系统包括吸尘罩、脉冲袋式除尘器和排灰管,机箱的外侧壁上且位于出砖口的上方设置有吸尘罩,脉冲袋式除尘器通过吸尘管与吸尘罩连通,排灰管的一端穿入除尘箱内,排灰管的另一端与入料系统的进料口连通。
8.优选地,成型系统包括机架、上模组件、与上模组件配合设置的下模组件、底板和传送带,机架横跨传送带设置,上模组件位于下模组件的上方,下模组件位于底板的上方,底板放置于传送带上,底板与下模组件抵接配合以限制下模组件内物料露出,入料系统能够将物料推入下模组件内,机架上方前后两侧固定有主液压缸,主液压缸末端与上模组件相连,以使主液压缸工作能够独带动上模组件向远离或靠近下模组件移动,机架上方前后两侧固定有副液压缸,副液压缸末端与下模组件相连,以使副液压缸工作能够带动下模组件与底板分离或抵接。
9.优选地,脉冲袋式除尘器包括除尘箱、吸尘风机、袋式滤芯、喷吹机构,袋式滤芯安设于除尘箱的上部,除尘箱的下部设置为倒锥形,喷吹机构和排灰管分别连通除尘箱下部的相对两侧,喷吹机构工作能够使除尘箱内的灰尘沿排灰管吹入入料系统内。
10.优选地,喷吹机构包括气源管、压缩气源,气源管的两端分别连通压缩气源和除尘
箱,所述气源管上安设有脉冲阀以控制所述气源管的开闭。
11.本实用新型提供了一种建筑废料制备砌砖用成型设备,与现有技术的区别在于,成型系统外侧罩设有防灰尘飞溅用机箱且机箱外侧安设有将从出砖口飞溅出的粉尘回收的除尘系统。本设备有效降低了物料输送和成型过程中物料飞溅的技术问题,设备构造简单,成本低且除尘效果好。
附图说明
12.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
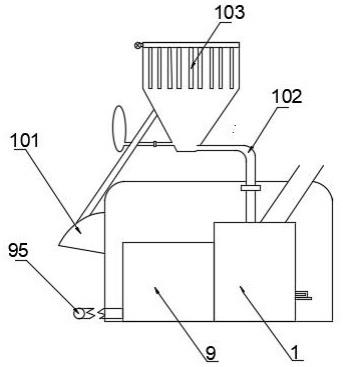
13.图1为建筑废料制备砌砖用成型设备的整体结构示意图;
14.图2为入料系统的整体结构示意图;
15.图3为入料系统的另一种状态示意图;
16.图4为压板机构与仓体配合关系截面图;
17.图5为齿条、主齿轮和副齿轮的配合关系图;
18.图6为成型系统结构示意图;
19.图中:1、仓体;2、压板机构;21、压辊;22、档杆;23、挡板;24、导向罩;3、轨道;4、行走小车;5、主齿轮;6、副齿轮;7、齿条;8、机箱;9、成型系统;91、机架;92、上模组件;93、下模组件;94、底板;95、传送带;96、主液压缸;97、副液压缸;10、除尘系统;101、吸尘罩;102、排灰管;103、脉冲袋式除尘器。
具体实施方式
20.为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
21.实施例一
22.本实施例提供了一种建筑废料制备砌砖用成型设备,包括机箱8、入料系统、用于砌砖成型的成型系统9和除尘系统10,入料系统和成型系统9设置于机箱8内,成型系统9的进料口位于入料系统中用于推料的压板机构移动路径范围内,以使入料系统能够将其内物料输送至成型系统9内成型,机箱8的侧壁开设有成型砌砖通过用出砖口,除尘系统10包括吸尘罩101、脉冲袋式除尘器103和排灰管102,机箱8的外侧壁上且位于出砖口的上方设置有吸尘罩101,脉冲袋式除尘器103通过吸尘管与吸尘罩101连通,排灰管102的一端穿入除尘箱内,排灰管102的另一端与入料系统的进料口连通。脉冲袋式除尘器103包括除尘箱、吸尘风机、袋式滤芯、喷吹机构,吸尘风机与除尘箱的出风口连通,且除尘箱的出风口与袋式滤芯配合设置,含尘气体经袋式炉芯除尘后经出风口释放入空气,袋式滤芯设置有多个,多个袋式滤芯安设于除尘箱的上部,除尘箱的下部设置为倒锥形,喷吹机构和排灰管102分别连通除尘箱下部的相对两侧,吸尘风机工作能够使粉尘通过吸尘管进入除尘机构内,粉尘
通过袋式滤芯外排,利用袋式滤芯将含尘气体中的灰尘阻隔下,避免扬尘,被阻隔的灰尘落入除尘箱的下部,喷吹机构工作能够使除尘箱内的灰尘沿排灰管102吹入入料系统内,以便于物料的回收使用,喷吹机构包括气源管、压缩气源,气源管的两端分别连通压缩气源和除尘箱,气源管上安设有脉冲阀以控制气源管的开闭。喷吹机构工作,脉冲阀控制压缩气源向排灰管102中喷射压缩空气,以将除尘箱内的集灰迅速吹出排灰管102进入入料系统内。
23.入料系统包括压板机构2和具有内腔的仓体1,仓体1的顶部开设有连通内腔的入料口,仓体1的相对两侧壁上开设有匹配压板机构2截面大小的推料口,推料口的下底面与仓体1的内底面共面,压板机构2设置于仓体1的内底面上且压板机构2与仓体1滑动配合,压板机构2能够经一个入料口进入仓体1内且从另一个入料口穿出仓体1,压板机构2经推料口插入仓体1内,且压板机构2的下底面与仓体1的内底面相贴,压板机构2包括挡板23、与挡板23连接的推料结构,推料结构与挡板23等高,推料结构上开设有沿其高度方向的通槽,仓体1的内底面与推料结构的通槽配合以使物料从推料结构上方落入通槽后经仓体1的内底面与推料结构配合将通槽内物料推入成型系统9内,且压板机构2沿仓体1移动过程中能够使位于仓体1内的推料结构逐步移出仓体1外的过程中挡板23逐渐移入仓体1内,以使推料机构移入仓体1外后,挡板23与仓体1的侧壁配合将仓体1内物料封堵防止泄漏。
24.推料结构包括多个压辊21和两个档杆22,两个档杆22设置于挡板23的一端两侧,两个档杆22和挡板23之间构成了容纳物料的通槽,多个压辊21平行且间隔设置于两个档杆22之间,压辊21与档杆22垂直,压辊21的下端面与推料结构的下端面平齐,压辊21与档杆22转动配合。推料结构移动至仓体1外侧的成型系统9上并通过推料结构的往返移动,使物料进入成型系统9的成型用膜组内,压辊21转动将物料压实。
25.档杆22的外侧设置有沿其长度方向延伸的导向罩24,仓体1的内腔底部两端向外延伸有连通推料口的导向槽,压板机构2与仓体1滑动配合,导向罩24匹配设置于与其对应的导向槽内,压板机构2沿仓体1往返移动过程中,导向罩24沿导向槽的长度方向往返移动。
26.推料结构还包括设置于导向罩24内的传动组件,传动组件包括齿条7、主电机、主齿轮5、与压辊21数量相同的副齿轮6,主齿轮5安设于主电机的转轴上,齿条7与导向罩24滑动配合,主齿轮5与齿条啮合,主电机转动能够带动齿条沿导向罩24的长度方向往返移动,压辊21的一端穿过档杆22位于导向罩24内,任意压辊21的一端均对应设置有一个副齿轮6,副齿轮6与齿条啮合,齿条7移动带动副齿轮6转动。导向罩24的底面上设置有沿其长度方向的滑槽,齿条7匹配设置于滑槽内。
27.作为可选的实施方式,推料结构还包括设置于导向罩24内的传动组件,传动组件包括齿条7、主电机、主齿轮5、与压辊21数量相同的副齿轮6,主齿轮5安设于主电机的转轴上,齿条7与导向罩24滑动配合,主齿轮5与齿条啮合,主电机转动能够带动齿条沿导向罩24的长度方向往返移动,压辊21通过轴承与仓体1转动配合,压辊21的两端分别穿过档杆22位于导向罩24内,任意压辊21上均对应安设有一个副齿轮6且相邻压辊21之间上安设的副齿轮分别位于不同的导向罩24内,副齿轮6与其对应的导向罩24内齿条啮合,以使相邻压辊21之间的转动方向相同或相反,齿条7移动带动副齿轮6转动,导向罩24的底面上设置有沿其长度方向的滑槽,齿条7匹配设置于滑槽内。
28.入料系统还包括轨道3和夹设于轨道3上的行走小车4,压板机构2与行走小车4固定且位于压板机构2的尾部,压板机构2的头部能够穿过推料口位于成型系统9的成型用膜
上方,轨道3设置于仓体1外侧且与导向槽平行,行走小车4移动能够带动压板机构2沿仓体1的导向槽往返移动。
29.成型系统9包括机架91、上模组件92、与上模组件92配合设置的下模组件93、底板94和传送带95,上模组件92位于下模组件93的上方,下模组件93位于传送带95的上方,传送带95上放置有底板94,传送带95移动能够带动底板94移动,下模组件93与位于其正下方的底板94配合抵接以密封下模组件93的底部开口,以限制进入下模组件93内物料的移动,推料结构能够将其内物料推至下模组件93的上方,物料靠自重和推料结构的碾压填充至下模组件93内。机架91包括顶板、设置于顶板底部四侧的立柱,相连立柱之间通过桁架相连以加固机架91,顶板的两侧固定有主液压缸96,主液压缸96的液压杆与上模组件92相连,且主液压缸96的液压杆的动作方向与传送带95的传送方向垂直,两个主液压缸96同步工作以带动上模组件92竖直移动,机架91横跨传送带95,相邻立柱之间他用过横板连接且横板与立柱垂直,传送带95两侧的横板上设置有副液压缸97,副液压缸97的液压杆与下模组件93相连,副液压缸97的液压杆与主液压缸96的液压杆的动作方向平行,副液压缸97工作能够带动下模组件93与底板94分离或抵接。上模组件92向下模组件93方向移动能够匹配插入下模组件93内,下模组件93、上模组件92和底板94配合以将下模组件93内物料挤压呈砌砖,主液压缸96带动上模组件92向上移动的同时副液压缸97带动下模组件93跟随上模组件92向上移动,且下模组件93的移动速度高于上模组件92的移动速度,以使下模组件93与底板94分离的过程中,上模组件92同时将下模组件93内成型砌砖推入底板94上,下模组件93内成型的砌砖与下模组件93脱离,传送带95带动放置有砌砖的底板94移动至堆垛系统内完成堆垛。下模模具和上模模具的具体形状可根据砌砖的形状设置。当然本设备主要保护的是除尘系统10的设置,成型系统9可采用现有的砌砖成型机,其具体使用时可通过将现有砌砖成型机设置于机箱8内以降低生产过程中产生的粉尘外溢,同时除尘系统10将唯一的能够外溢粉尘的出砖口的上方设置有吸尘罩101,已完成除尘,并能够将粉尘通过过滤收集后喷吹的方式进入入料系统再次利用。
30.仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1