陶瓷靶材烧结模具及陶瓷烧结设备的制作方法
1.本实用新型涉及靶材制造技术领域,尤其涉及一种陶瓷靶材烧结模具以及陶瓷烧结设备。
背景技术:
2.靶材是制备薄膜的主要材料之一,是溅射薄膜材料的源极,主要应用于集成电路、平板显示器、太阳能电池、纪录媒体以及智能玻璃等器件中。其中陶瓷靶材作为非金属薄膜产业发展的基础材料,已得到空前的发展,靶材市场规模日益膨胀。陶瓷靶材按应用可分为半导体关联陶瓷靶材、显示陶瓷靶材、磁纪录陶瓷靶材、光纪录陶瓷靶材、超导陶瓷靶材、巨磁电阻陶瓷靶材等,按化学组成分可分为氧化物陶瓷靶材、硅化物陶瓷靶材、氮化物陶瓷靶材、氟化物陶瓷靶材和硫化物陶瓷靶材等。
3.陶瓷靶材的制备方法通常为先静压成型,然后再加热烧结成最后产品。陶瓷靶材要求具有高的纯度和致密度,并且结构要保证均匀性。因此,对制备设备也具有高要求。靶材在制备的过程中用到烧结模具。
4.目前,靶材烧结模具的制备材质通常采用石墨,石墨材质表面涂抹一层高温氮化硼隔离层,靶材制备过程中通常采用真空热压烧结,并且需要在真空热压条件下冷却脱模才能得到最终产品。
技术实现要素:
5.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种陶瓷靶材烧结模具,能够在常压条件下制备陶瓷靶材,制备方式更简单。
6.本实用新型还提供一种具有上述陶瓷靶材烧结模具的陶瓷烧结设备。
7.根据本实用新型的第一方面实施例的陶瓷靶材烧结模具,应用于中频感应线圈中加热制备陶瓷靶材,包括:陶瓷靶材烧结模具,包括:模套,包括中本体和第一钨钛板,所述中本体的中部形成通孔,所述通孔用于收容粉料,所述第一钨钛板设于所述通孔的侧壁上,所述中本体采用热传导材料制备而成;下模冲,用于支撑所述模套,包括下本体和第二钨钛板,所述第二钨钛板设于所述下本体上朝向所述模套的一侧,所述中本体套设于所述下本体上,所述第二钨钛板穿设所述通孔,所述下本体采用磁性热传导材料制备而成;上模冲,位于所述下模冲上方,包括上本体和第三钨钛板,所述上本体用于封盖所述通孔,所述第三钨钛板设于所述上本体上朝向所述通孔的一侧,所述第三钨钛板穿设所述通孔,用于在外力作用下压紧所述粉料,所述上本体采用磁性热传导材料制备而成。
8.根据本实用新型实施例的陶瓷靶材烧结模具,至少具有如下有益效果:通过将下本体和上本体采用磁性热传导材料制备而成,从而当陶瓷烧结模具采用中频感应线圈进行加热时,能够提升对粉料的加热效率,并且不需要在真空环境下对粉料进行加热,简化了生产设备,通过在上本体上朝向通孔的一侧设置第三钨钛板,在通孔的侧壁上设置第一钨钛板,以及在下本体朝向模套的一侧设置第二钨钛板,从而粉料在被烧结的过程中,均受到钨
钛板的包围,将粉料与上本体、中本体以及下本体隔离,避免粉料发生还原反应而造成靶材颜色不均匀,此外,由于本技术中的陶瓷烧结模具能够在常温常压下采用感应线圈进行加热,快速烧结得到靶材,靶材能够快速升温烧结成最终产品,生产效率高,得到的靶材颜色均匀,致密度高,够避免靶材在长时间的高温真空条件下加热被还原形成金属点,而导致靶材表面和内部颜色不均,同时本实施例中的陶瓷烧结模具还具有更长的使用寿命,节约生产成本。
9.根据本实用新型的一些实施例,所述上本体和所述下本体采用热作钢制备而成。
10.根据本实用新型的一些实施例,所述中本体采用不锈钢制备而成。
11.根据本实用新型的一些实施例,所述第一钨钛板、所述第二钨钛板以及所述第三钨钛板的厚度介于1mm-5mm之间。
12.根据本实用新型的一些实施例,所述第一钨钛板、所述第二钨钛板以及所述第三钨钛板的厚度为5.0mm。
13.根据本实用新型的一些实施例,所述第一钨钛板的表面设有第一个高温涂层,所述第二钨钛板的表面设有第二高温涂层,所述第三钨钛板的表面设有第三高温涂层。
14.根据本实用新型的一些实施例,所述第一高温涂层、所述第二高温涂层以及所述第三高温涂层的厚度均介于0.1mm-0.4mm之间。
15.根据本实用新型的一些实施例,所述上模冲包括封装部和按压部,所述封装部用于封盖所述通孔,所述按压部收容于所述通孔内,所述按压部朝向所述通孔的一侧设有所述第三钨钛板。
16.根据本实用新型的一些实施例,所述下本体通过高温胶和所述中本体粘接成为一体。
17.本实用新型第二方面的陶瓷烧结设备,包括上述所述的陶瓷靶材烧结模具。
18.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
19.下面结合附图和实施例对本实用新型做进一步的说明,其中:
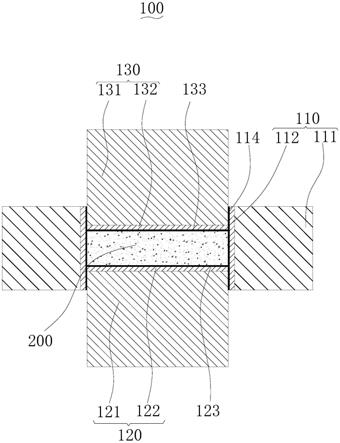
20.图1为本实用新型实施例的陶瓷靶材烧结模具的结构示意图;
21.图2为图1中的陶瓷靶材烧结模具的分解示意图。
22.附图标记:
23.陶瓷烧结模具100;
24.模套110、中本体111、第一钨钛板112、通孔113、第一个高温涂层114;
25.下模冲120、下本体121、第二钨钛板122、第二高温涂层123;
26.上模冲130、上本体131、第三钨钛板132、第三高温涂层133、封装部134、按压部135;
27.粉料200。
具体实施方式
28.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始
至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
29.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.在本实用新型的描述中,若干的含义是一个以上,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
31.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
32.本实用新型的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、机构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、机构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
33.请参阅图1至2,为本实用新型实施例提供的陶瓷烧结模具100,应用于中频感应线圈中加热制备陶瓷靶材,包括:模套110、下模冲120、上模冲130、第一钨钛板140以及第二钨钛板150。
34.请参阅图1,其中,模套110包括中本体111和第一钨钛板112,中本体111的中部形成通孔113,通孔113用于收容粉料200,第一钨钛板112设于通孔113的侧壁上,中本体111采用热传导材料制备而成;下模冲120用于支撑模套110,包括下本体121和第二钨钛板122,第二钨钛板122设于下本体121朝向模套110的一侧,中本体111套设于下本体121上,第二钨钛板122穿设通孔113,下本体121采用磁性热传导材料制备而成;上模冲130位于下模冲120上方,包括上本体131和第三钨钛板132,上本体131用于封盖通孔113,第三钨钛板132设于上本体131上朝向通孔113的一侧,第三钨钛板132穿设通孔113,用于在外力作用下压紧粉料200,上本体131采用磁性热传导材料制备而成。
35.上述陶瓷烧结模具100,通过将下本体121和上本体131采用磁性热传导材料制备而成,从而当陶瓷烧结模具100采用中频感应线圈进行加热时,能够提升对粉料200的加热效率,并且不需要在真空环境下对粉料200进行加热,简化了生产设备,通过在上本体131上朝向通孔113的一侧设置第三钨钛板132,在通孔113的侧壁上设置第一钨钛板112,以及在下本体121朝向模套110的一侧设置第二钨钛板122,从而粉料200在被烧结的过程中,均受到钨钛板的包围,将粉料200与上本体131、中本体111以及下本体121隔离,避免粉料200发生还原反应而造成靶材颜色不均匀,此外,由于本技术中的陶瓷烧结模具100能够在常温常压下采用感应线圈进行加热,快速烧结得到靶材,靶材能够快速升温烧结成最终产品,生产效率高,得到的靶材颜色均匀,致密度高,够避免靶材在长时间的高温真空条件下加热被还
原形成金属点,而导致靶材表面和内部颜色不均,同时本实施例中的陶瓷烧结模具100还具有更长的使用寿命,节约生产成本。
36.请参阅图1,在本实用新型的一个实施例中,上本体131和下本体121采用热作钢制备而成,带有磁性,从而能够快速升温,对粉料200进行快速加热,在其他实施例中,也可以采用其他磁性热传导材料制备。
37.其中,本实施例中的中本体111采用不锈钢制备而成。其中,在对粉料200的加热过程中,靶材的热量主要是靠上本体131和下本体121进行传导,因此上本体131和下本体121采用带磁性的热作钢材料制备而成;中本体111起副热传导作用,因此中本体111采用不带磁性的耐高温不锈钢材料制备。
38.请参阅图1,在本实用新型的一个实施例中,第一钨钛板112、第二钨钛板122以及第三钨钛板132的厚度介于1-5mm之间,从而既能够保证抗压强度,又可以保证热量的传递效果。
39.在本实用新型的一个具体的实施例中,第一钨钛板112、第二钨钛板122以及第三钨钛板132的厚度均为5mm,从而能够保证足够的抗压强度和热传导效率,在其他实施例中可以根据实际生产需要设置其他厚度的第一钨钛板112、第二钨钛板122以及第三钨钛板132。
40.此外,本实施例中的烧结模具和靶材的膨胀系数不一样,烧结模具的膨胀系数比靶材的大。因为膨胀系数不一样,因此可以在热压完成后在模具处于高温下即可脱模,避免当烧结模具和靶材的膨胀系数相近时,模具冷却后再脱模而导致靶材开裂的情况发生。
41.其中,本实施例中的通孔113呈方形,因此模套110包括4块第一钨钛板112,各设置于一个侧壁上。
42.此外,为了使得烧结得到的靶材更均匀,第一钨钛板112的表面设有第一个高温涂层114,第二钨钛板122的表面设有第二高温涂层123,第三钨钛板132的表面设有第三高温涂层133,通过在第一钨钛板112的表面设有第一个高温涂层141,第二钨钛板122的表面设有第二高温涂层123,以及在第三钨钛板132的表面设有第三高温涂层133,能够有效防止整个烧结模具在高温下发生氧化,烧结模具能够具有更长的使用寿命,同时靶材的尺寸不会因为模具发生氧化而出现偏差,整个靶材靶材表面更均匀,进一步保证磁控溅射后得到的薄膜的性能。
43.其中,本实施例中的第一高温涂层114、第二高温涂层123以及第三高温涂层133的厚度均介于0.1mm-0.4mm之间,从而避免太厚的涂层在高温的过程中发生开裂,也能保证隔离效果。
44.在本实用新型的一个具体的实施例中,第一高温涂层114、第二高温涂层123以及第三高温涂层133的厚度均为0.3mm,避免在烧结的过程中涂层发生开裂,也能保证隔离效果。在其他实施例中,可以根据实际生产需要,设置其他后的涂层。
45.其中,本实施例中的第一高温涂层114、第二高温涂层123以及第三高温涂层133的材料均为无机胶和氧化物胶水,并经过多次涂覆干燥后形成,从而在干燥形成涂层后能够耐受大约1200摄氏度的温度,在高温下不会开裂,和粉料200接触也不会发生还原反应。
46.请参阅图2,上模冲130包括封装部134和按压部135,封装部134用于封盖通孔113,按压部135收容于通孔113内,按压部135朝向通孔113的一侧设有第三钨钛板132。
47.此外,为了方便模具的使用,本实施例中的下模冲120通过高温胶和模套110粘接成为一体,从而在使用时,上模冲130相对模套110可以分离拿走,以将靶材取出,下模冲120和模套110成为一体,便于模具的使用。
48.上述陶瓷烧结模具100,在第一钨钛板112的表面设有第一个高温涂层141,第二钨钛板122的表面设有第二高温涂层123,以及在第三钨钛板132的表面设有第三高温涂层133,能够有效防止整个烧结模具在高温下发生氧化,烧结模具能够具有更长的使用寿命,同时靶材的尺寸不再因为模具发生氧化而出现偏差,整个靶材靶材表面更均匀,进一步保证磁控溅射后得到的薄膜的性能。
49.本实用新型在其他实施例中还提供一种陶瓷烧结设备,包括上述的陶瓷烧结模具100、中频感应线圈以及液压缸等零部件。
50.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。此外,在不冲突的情况下,本实用新型的实施例及实施例中的特征可以相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1