一种锅具及其制造方法与流程
[0001]
本发明涉及厨具技术领域,尤其是涉及一种锅具及其制造方法。
背景技术:
[0002]
在炒菜、炖菜过程中,食物特容易粘锅、糊锅。市面上销售的不粘铁锅,保养繁琐,使用寿命短。市面上销售的麦饭石涂层锅,表面有特氟龙涂料层,高温下会释放有害气体,被多个国家列入强致癌物,禁止用于炊具中。市面上销售的多层复合蜂窝纹不粘锅,锅内蜂窝纹易腐蚀,寿命短。
技术实现要素:
[0003]
本发明的目的在于提供一种锅具,达到不粘锅的效果,减少爆炒时产生的油烟,放置更加平稳,使用寿命长,具有较高的实用价值。
[0004]
为实现上述目的,本发明提供了以下技术方案:
[0005]
本发明提供的一种锅具,包括:锅体,所述锅体外壁设置多个凹坑,在所述锅体内壁形成多个凸起。
[0006]
可选地,所述凸起的形状为圆柱形并在所述锅体上均匀分布。
[0007]
可选地,所述凸起的高度为0.06毫米-0.15毫米。
[0008]
可选地,所述凸起的半径为1.5毫米-2毫米。
[0009]
可选地,所述凸起的分布密度为800个/平方米-1400个/平方米。
[0010]
可选地,所述锅体的外壁顶侧设置多个边沿凹坑,在所述锅体内壁顶侧形成多个边沿凸起,所述边沿凸起的形状为s形并沿所述锅体周向均匀分布。
[0011]
可选地,多个所述凸起形成花朵形状,所述锅体1的材质为不锈钢或铁。
[0012]
可选地,所述锅体1外壁上固定设置把手,所述把手外侧套设隔热保护套。
[0013]
本发明提供的一种锅具的制造方法,包括:
[0014]
步骤一,取用圆形坯板,对所述圆形坯板的一面冲压形成多个凹坑,从而在所述圆形坯板的另一面形成多个凸起。
[0015]
步骤二,对所述圆形坯板上所述凸起所在的一面向下冲压形成所述锅具。
[0016]
可选地,步骤一中所述凹坑通过对所述圆形坯板的一面冷冲压形成;步骤二中所述锅具通过对所述圆形坯板上所述凸起所在的一面冷冲压形成。
[0017]
本发明提供的技术方案可以包括以下有益效果:
[0018]
本发明提供的一种锅具,应用于厨具技术领域中,通过在锅体内侧设置凸起,外侧设置凹坑,达到不粘锅的效果。凹坑和凸起均是由物理冲压成形,耐碰撞和腐蚀,使用寿命更长。凹坑可以减少爆炒时产生的油烟,且放置更加平稳。
[0019]
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
附图说明
[0020]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0021]
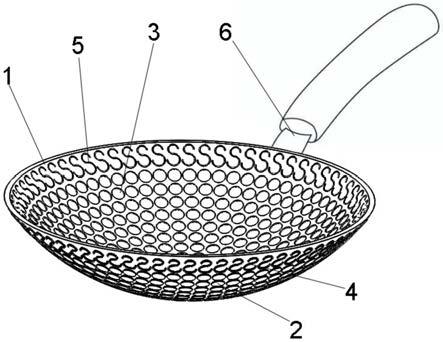
图1是本发明实施例一种锅具的第一结构示意图;
[0022]
图2是本发明实施例一种锅具的锅体第一结构示意图;
[0023]
图3是本发明实施例一种锅具的第二结构示意图;
[0024]
图4是本发明实施例一种锅具的锅体第二结构示意图。
[0025]
图中:1、锅体;2、凹坑;3、凸起;4、边沿凹坑;5、边沿凸起;6、把手。
具体实施方式
[0026]
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
[0027]
本发明的具体实施例提供了一种锅具,如图1和图2所示,包括:锅体1,在锅体1外壁冲压形成多个凹坑2,从而在在锅体1内壁形成多个凸起3。多个凸起3之间形成多个凹陷,炒菜时,多个凹陷内形成水汽,将菜品托起,使得菜品与凹陷底部分离,达到不粘锅的效果。而凹坑2可以更好的聚热和储热,从而使得凹坑2内的温度高于凹陷内的温度,形成温差进而减少爆炒时产生的油烟。而且凹坑2可以与灶具形成抓力,使锅体2放在灶具上更加平稳。
[0028]
现有的涂层锅,在长时间使用后,容易损坏脱落,失去防粘的效果,使用寿命较短。而在锅内设置蜂窝纹,易腐蚀和损坏,同样寿命较短。相对于这些,本实施例提供的锅具的凹坑2和凸起3均是由物理冲压成形,耐碰撞和腐蚀,使用寿命更长。
[0029]
作为可选地实施方式,于本发明的具体实施例中,如图1和图2所示,凸起3的形状为圆柱形并在锅体1上均匀分布。凸起3可以从锅体1中心向外环形扩散分布设置,受热更加均匀,效果更佳。
[0030]
作为可选地实施方式,于本发明的具体实施例中,凸起3的高度为0.06毫米-0.15毫米。经实验证明,凸起3高度过高时,锅体1内受热效果较差,失去了锅体1实质作用,凸起3高度过低时,防粘效果较差,与常规锅体1效果差别不明显。当凸起3的高度在0.06毫米-0.15毫米之间时,不仅防粘效果明显,而且受热均匀。
[0031]
作为可选地实施方式,于本发明的具体实施例中,凸起3的半径为1.5毫米-2毫米。经实验证明,凸起3半径过大时,凸起3顶部与菜品的接触面过大,菜品容易粘连在凸起3顶部。凸起3半径过小时,对应的凹坑2半径过小,聚火效果差。当凸起3的半径在0.06毫米-0.15毫米之间时,不仅防粘效果明显,而且聚火效果好。
[0032]
作为可选地实施方式,于本发明的具体实施例中,凸起3的分布密度为800个/平方米-1400个/平方米。经实验证明,凸起3的分布密度过大时,凸起3顶部与菜品的接触面过大,菜品容易粘连在凸起3顶部。凸起3的分布密度过小时,多个凸起3之间形成的凹陷过大,使得菜品容易接触凹陷底部而粘连。当凸起3的分布密度为800个/平方米-1400个/平方米
之间时,防粘效果明显。
[0033]
作为可选地实施方式,于本发明的具体实施例中,如图1和图2所示,在锅体1的外壁顶侧冲压形成多个边沿凹坑4,从而在锅体1内壁顶侧形成多个边沿凸起5,边沿凸起5的形状为s形并沿锅体1周向均匀分布。在实现不粘的同时,起到装饰作用。
[0034]
作为可选地实施方式,于本发明的具体实施例中,如图3和图4所示,多个凸起3形成花朵形状。也可以为其他形状,如园珠花纹可以称为珍珠锅,宝石花纹可以称为宝石锅,鲤鱼花纹可以称为年年有余,牡丹花纹可以称为大富大贵等,让外观更美丽,而且赋予更好的寓意。锅体1的材质可以为不锈钢,可以选用316不锈钢和304不锈钢,有效防止锈蚀并达到食品级。锅体1的材质也可以为铁,铁不含其它化学物质,在炒菜、煮食过程中,不会有其他溶出物,即使有铁物质溶出,对人体吸收也是有好处的。
[0035]
作为可选地实施方式,于本发明的具体实施例中,如图1和图3所示,在锅体1外壁上固定设置把手6,便于抓取。为了隔热,可以在把手1外侧套设隔热保护套。可以隔着隔热保护套直接拿取刚刚加热过的把手1,防止烫伤,使用更加方便。
[0036]
本发明的具体实施例提供了一种锅具的制造方法,如图1和图2所示,包括:
[0037]
步骤一,取用圆形坯板,对圆形坯板的一面冲压形成多个凹坑2,从而在圆形坯板的另一面形成多个凸起3,多个凸起3之间形成多个凹陷。
[0038]
步骤二,对圆形坯板上凸起3所在的一面向下冲压形成锅具。
[0039]
如此设置,先在圆形坯板上冲压形成多个凹坑2和多个凸起3,再将圆形坯板冲压形成锅具,成形后凹坑2和凸起3更加契合锅具的弧度,防粘效果更佳。
[0040]
作为可选地实施方式,于本发明的具体实施例中,步骤一中凹坑2通过对圆形坯板的一面冷冲压形成;步骤二中锅具通过对圆形坯板上凸起3所在的一面冷冲压形成。冷冲压是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而获得一定形状、尺寸和性能制件的加工方法。产品质量稳定,具有省能、低耗和高效的特点。
[0041]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
[0042]
在本发明的描述中,需要说明的是,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0043]
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可视具体情况理解上述术语在本发明中的具体含义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1